
Сварка алюминиевых проводов между собой в домашних условиях
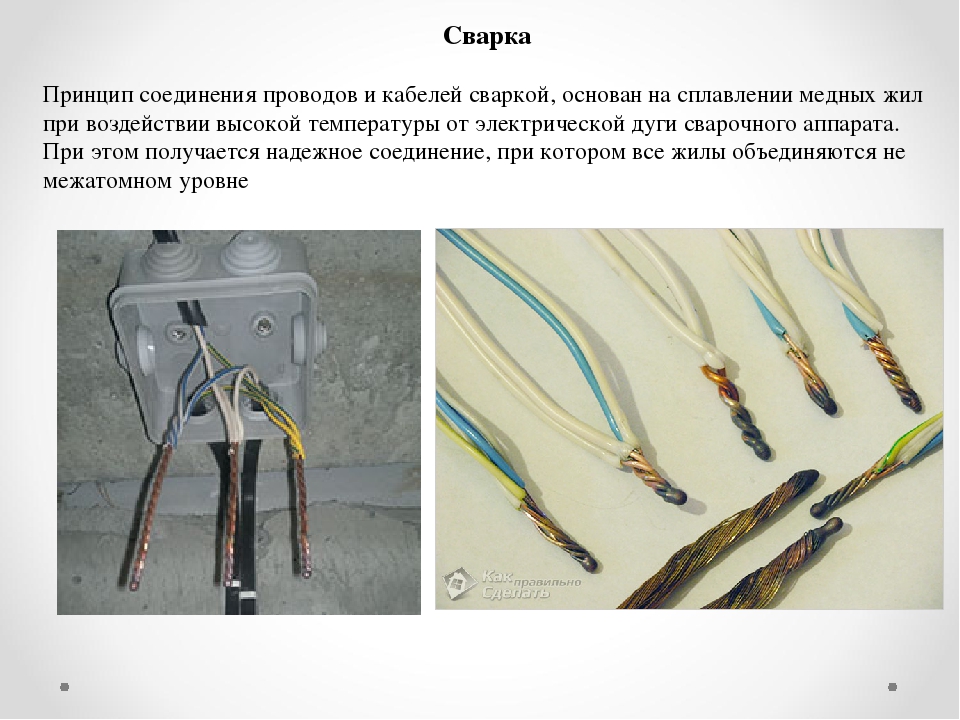
Соединение проводов, согласно ПУЭ, может проводиться несколькими способами, включающих скрутку, пайку и сваривание. Сварка алюминиевых проводов является очень востребованным в промышленности процессом, так как помогает обеспечить надежность соединения. В частной сфере она практически не используется, так как нет необходимости в работах такого масштаба. Слишком тонкие провода не свариваются, а толстые встречаются только в промышленной области. Для этого может использоваться стандартный сварочный аппарат, или сварка аргоном, но все это проводится на пониженных мощностях.
Сварка алюминиевых проводов
Стоит также отметить, что крепость соединения имеет на столь большое значение, как при других типах соединения. Здесь нужно просто получить неразъемный контакт, который бы имел хорошую проводимость. Все работы проводятся при сниженных режимах, так как имеется большой риск перепалить провода. Положение усугубляет то, что при работе с данным металлом сохраняются все проблемы, которые имеет сварка алюминия, поэтому, требуется использовать все те же флюсы и современные технологии, которые помогают побороть негативные факторы, образующиеся во время данного процесса.
Свариваемость алюминиевых проводов
Когда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение.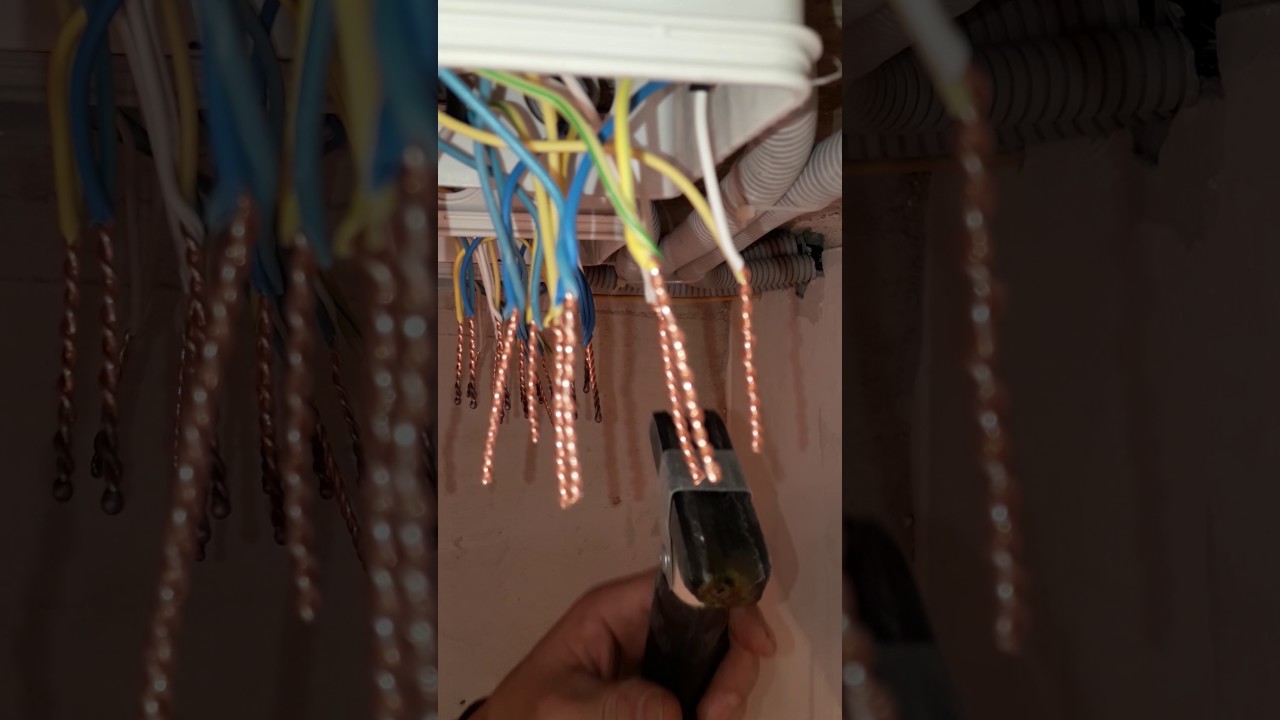 Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.
Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.
Подготовка к сварке
Перед тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.
Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
«Важно!
Чтобы избежать расплавления металла, не следует создавать контакт более 2 секунд.»
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда. При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Как соединить алюминиевые провода — соединение проводов из алюминия
Хотя по современным стандартам проводка в жилых квартирах делается преимущественно из медных проводов, нередко можно встретить электропроводку и из алюминия. Если заменить старую проводку на новую невозможно, тогда вам необходимо узнать, как соединить алюминиевые провода своими руками. Так, как например, подключать люстру, розетку и другие электрические приборы правильно? Можно ли соединять алюминиевые провода с другими? Как сделать соединение надежным? Как прочно соединить алюминиевые провода между собой? Ответы на эти вопросы вы сможете получить в этой статье.
Особенность алюминиевого провода
Особенности алюминияИз-за особых характеристик с алюминием сложно работать. Также в процессе окисления этого металла на поверхности образовывается оксидная пленка. Она в свою очередь препятствует хорошему прохождению тока. Данная пленка плавится при температуре двух тысяч градусов, а это показатель больше температуры плавления самого алюминия. Если счищать пленку механическим способом, то буквально за короткий промежуток времени она появляется снова. В результате оксидная пленка препятствует качественному контакту соединения.
Также в процессе окисления этого металла на поверхности образовывается оксидная пленка. Она в свою очередь препятствует хорошему прохождению тока. Данная пленка плавится при температуре двух тысяч градусов, а это показатель больше температуры плавления самого алюминия. Если счищать пленку механическим способом, то буквально за короткий промежуток времени она появляется снова. В результате оксидная пленка препятствует качественному контакту соединения.
Среди других особенностей алюминия можно выделить повышенную степень хрупкости и текучести. Исходя из этого, контакт не должен подвергаться никаким механическим воздействиям. Например, если соединение выполнено с помощью болта, то время от времени его необходимо постоянно подтягивать. Это связано с тем, что алюминий со временем вытечет из-под контакта.
Электрохимическая коррозия
Можно ли соединять алюминиевый провод с другими? Да! Но здесь важно учесть некоторые важные моменты. Если отсутствует влага, то такое соединение будет вечным.
Так, например, соединять разные провода допустимо в том случае, когда между ними уровень электрохимического потенциала не превышает 0,6 мВ. Исходя из этого, получается, что соединение меди с нержавеющей сталью будет качественным с разницей потенциала 0,1 мВ, в отличие от соединения с серебром (0,25 мВ) или золотом (0,4 мВ).
Обратите внимание! Если медный провод имеет покрытие из оловянно-свинцового припоя, то допускается любое механическое соединение с алюминиевым проводом.

Методы соединения алюминия с медью
Исходя из вышесказанного, может показаться, что соединение алюминиевых проводов дело непростое. Однако это не так! В процессе соединения алюминиевого провода с медным проводом нужно просто соблюдать технологию. Рассмотрим несколько известных методов соединения алюминиевого провода с медным:
Скрутка
Возможна электрохимическая коррозияЭто один из легких методов соединения провода. При этом абсолютно не требуется никакая квалификация, а также особые знания. Но в результате получается далеко не надежное соединение. Почему? Все связано с тем, что в период колебания температуры происходит линейное расширение проводов и, как следствие, между ними образовывается зазор, который в свою очередь увеличивает сопротивление. После, контакт окисляется и спустя некоторое время разрушается.
Обратите внимание! Такое явление произойдет не в первый год. Но если вам хочется создать надежное и качественное соединение, тогда стоит подумать об более надежном альтернативном варианте.
Как же выполняется такое соединение? Здесь важно чтобы один провод не обвивал другой, а они оба обвивались между собой. Чтобы соединение вышло качественным медный провод можно залудить припоем. При этом нет ограничения по диаметру соединяемых проводов. Если медный провод многожильный, то в обязательном порядке его необходимо пролудить припоем. Если провод толстый, то достаточно будет три витка, а на тонком до Ø1 мм необходимо сделать пять витков.
Резьбовое соединение
БолтовоеОдин из самых надежных вариантов соединения алюминиевых и медных проводов при помощи гаек и винтов. Такое соединения обеспечит на протяжении долгих лет качественный контакт. Данным методом можно соединять провода разного сечения, многожильные и одножильные.
Итак, с конца провода для начала требуется снять изоляцию. После на винт надевают пружинную шайбу, обычную шайбу, колечко одного проводника, простую шайбу, колечко другого проводника, шайбу и в конце гайку, которая закручивает всю конструкцию.![]()
Обратите внимание! Если проводник имеет жилу Ø2 мм, то винт должен быть М4.
Если провод многожильный, то его предварительно следует пролудить припоем.
Клеммная колодка
КлеммникКлеммная колодка это еще один современный метод соединения алюминиевого и медного проводов. Хотя он пользуется большой популярностью, метод соединения винтами и болтом гораздо надежнее. Однако клеммная колодка позволяет быстро и качественно соединить провода. При этом нет потребности в формировании колечек на конце провода, а также в дополнительной изоляции. Данная конструкция полностью исключает возможность соприкосновения двух оголенных проводов.
Выполняется такое соединение следующим образом: Конец провода зачищается от изоляции на длину до 5 мм. После в отверстие клеммной колодки вставляется провод, который затягивается винтом.
Обратите внимание! Затягивать винт следует с чувством, особенно алюминиевый провод.
Такое соединение очень выручает в тех случаях, когда из потолка торчит короткий отрезок алюминиевого провода. Если в таком случае пользоваться методом скруток, то провод рано или поздно попросту обломается. Это нельзя сказать об использовании клеммной колодки. Также если случайно в стене были перебиты алюминиевые провода, то данная технология упрощает их соединение. Но здесь есть одно но! Клеммную колодку нельзя прятать в штукатурке или в стене без специальной распределительной коробки.
Клеммная колодка и плоско-пружинный зажим
Колодка с зажимомТакой метод соединения проводов появился сравнительно недавно. Существует два их вида: одноразовый и многоразовый. В последнем случае имеется специальный рычаг, который позволяет вынимать и вставлять провод несколько раз. Такие клеммные колодки позволяют соединять многожильные провода разных видов алюминиевых с медными проводами.
Они широко используются для монтажа люстр, а также для соединения проводов в распределительных коробках.
С провода снимается изоляция на 10 мм. Рычажок на многоразовом клемнике поднимается вверх и вставляется провод. Затем рычаг возвращается в обратное положение. Соединение готово!
Неразъемное соединение
Данный вид соединения имеет практически все преимущества резьбового. Можно выделить быстроту монтажа, прочность, доступную цену и простоту соединения. Принцип его действия прост. Для соединения провода заклепкой подготавливаются колечки диаметром 4 мм. Сперва надевается алюминиевый провод, после пружинная шайба, медный провод и плоская шайба. В заклепочник вставляется стержень из стали и сжимается до щелчка ручки. В результате обрезается лишний проводник и соединение полностью готово.
Надежность такого соединения очень высокая.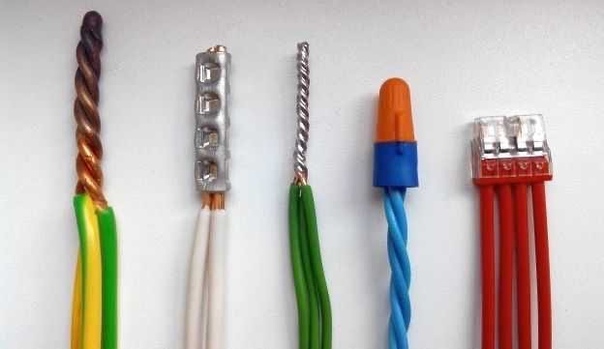 Его применяют для сращивания проводов. Самое главное требование при его использовании – изоляция участка соединения.
Его применяют для сращивания проводов. Самое главное требование при его использовании – изоляция участка соединения.
Скрутка алюминиевых проводов между собой
Параллельная скруткаО преимуществах и особенностях скрутки мы говорили выше, но сейчас рассмотрим этот вопрос под другим углом, а именно, соединение алюминиевого провода с себе подобным. В данном случае успех применения метода скрутки напрямую будет зависеть от сечения, диаметра проводов и других важных факторов. В идеале алюминиевые провода лучше всего паять, предварительно скрутив их желобком.
- Параллельная скрутка.
- Последовательная скрутка.
Однако здесь важно быть внимательным, так как на поверхности алюминиевых проводов образовывается оксидная пленка. Даже если ее зачистить, то она очень быстро снова появиться, как уже отмечалось выше, поэтому концы провода можно зачистить напильником до блеска или наждачной бумагой. Самый нижний виток рекомендуется сжать плоскогубцами.
Полезные советы и рекомендации
Каждое соединение провода должно быть качественно заизолировано.
Рекомендуется размещать их в распределительных коробках. Если такое соединение просто заштукатурить в стене, то так ограничивается доступ к нему и, соответственно, подтянуть контакты будет невозможно. Хотя если использовать технологию пружинных зажимов, то в этом необходимости не будет.
Соединение проводов в распредкоробкеЕсли вы хотите сделать такое соединение своими руками в домашних условиях, то не рекомендуется пользовать пайкой или сваркой провода при отсутствии опыта выполнения подобных работ. Лучшим вариантом будет контактный зажим или один из вышеописанных методов соединения алюминиевого провода с медным или между собой.
Итак, мы рассмотрели с вами наиболее распространенные методы соединения алюминиевого провода. Безусловно, если у вас нет опыта или вы попросту боитесь браться за такую работу, то лучше не рисковать и обратиться к специалисту. В противном случае, если у вас есть опыт таких работ, действуйте, следуя всем рекомендациям из этой статьи.
В противном случае, если у вас есть опыт таких работ, действуйте, следуя всем рекомендациям из этой статьи.
Видео
Смотрите мастер-класс по соединению меди с алюминием:
Сварка медных и алюминиевых проводов своими руками
Автор Alexey На чтение 8 мин. Просмотров 227 Опубликовано Обновлено
Из разрешённых правилами устройств электроустановок (ПУЭ) наиболее надёжным способом соединения проводов является точечная сварка торца скрутки.
Пару слов о сварочных аппаратах
Достоинством данного способа является слияние металла проводников, что исключает переходное сопротивление площади контакта, которое неминуемо возникает при других вариантах. Сварное соединение не требует периодического обслуживания, осмотра и ремонта, и является наиболее долговечным.
Сварное соединение не требует периодического обслуживания, осмотра и ремонта, и является наиболее долговечным.
Недостатком электросварки проводов является обязательное наличие сварочного аппарата и специальных электродов. К тому же, электрик, чтобы использовать аппарат для сварки проводов, должен обладать необходимой квалификацией и навыками.
Существуют сварочные трансформаторы, аппараты, станции и станки, осуществляющие множество видов сварки металлов. На производстве широко применяется дуговая, точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая сварка, и другие, а также их комбинации.
Аппарат для сварки проводовВвиду простоты используемых аппаратов, среди электромонтажников получила наибольшее распространение дуговая точечная электросварка скруток при помощи угольных и графитовых электродов.
угольные электродыНезависимо от свариваемых металлов ключевыми параметрами для дуговой электросварки являются:
- сварочный ток электрической дуги, измеряемый в Амперах;
- напряжение, необходимое для образования дуги, указываемое в Вольтах;
- тип тока (переменный или постоянный).

Универсальные сварочные агрегаты имеют регулировку выходного напряжения и тока, они могут применяться для сварки практически любых металлов, при условии использования специальных электродов и средств защиты расплавленного металла от окисления.
Универсальный сварочный агрегатНа практике сварка различных проводов, пластин, шинопроводов и других токонесущих элементов при помощи универсального оборудования может осуществляться только стационарно, на рабочем месте вблизи громоздкого аппарата. Такой электромонтаж удобен при сборке электрощитов и другого электрооборудования, но совершенно неприемлемый, например, если требуется сварка медных проводов в распределительной коробке или вводном щите квартиры.
Из-за того что для сварки медных или алюминиевых проводов, используемых в электропроводке, применяется меньший сварочный ток, чем для сваривания стальных конструкций, то сварочные аппараты, применяемые электриками, имеют меньшие габариты и вес, что позволяет достигать необходимой мобильности при выполнении электромонтажных работ.
Принцип работы аппарата
Существуют специально разработанные компактные, лёгкие, переносные аппараты для электросварки в электротехнических целях. Для сварки медных проводов используется постоянный ток прямой полярности.
Инструменты для сваркиЭто означает, что на держатель электрода подключается «плюс», а на заземляющий провод, который сварщики называют «массой» подаётся минус. Иногда некоторые типы электродов, покрытых медью, требуют обратной полярности. В зависимости от поперечного сечения и количества проводов изменяется сварочный ток.
Как происходит сваркаНеобходимое значение силы тока выставляется при помощи регулятора. В зависимости от типа аппарата, регулируется его выходное напряжение, или ограничивается ток дуги.
Регулятор для изменения токаОчень часто, когда говорят «сварочные трансформаторы», то имеют в виду устройства, оборудованные регулировкой силы тока с постоянным выходным напряжением. Данное определение является неточным, так как понижающий трансформатор, используемый в сварочных аппаратах, лишь понижает напряжение.
Выпрямление тока осуществляется диодным мостом и фильтром пульсаций, а регулировка дополнительными компонентами.
Таблица выбора тока для сварки в зависимости от сечения провода и их количестваМастера электросварки, благодаря богатому опыту, используя один лишь трансформатор, могут сваривать провода даже переменным током без регулировки, выдерживая нужное время удержания дуги, определяемое экспериментально.
Трансформаторы для сварки проводовНо сварка переменным током дает худший результат, и нужно немалое мастерство, чтобы качество соединения не пострадало. Поэтому для новичков необходим нормальный сварочный аппарат, чтобы усвоить азы электротехнической сварки, которые будут описаны ниже.
Как правильно сделать и сварить скрутку
В отличие от монтажа железных конструкций, где преобладает дуговая сварка непрерывным швом, сварка электрических проводников осуществляется после их скручивания.
Поэтому сварочный агрегат электротехника имеет другое распространённое название: » аппарат для сварки скруток». В обязательном порядке нужно зачистить кабель от внешней изоляции на длину 7-10 см., поэтому для применения сварки выступающие из распределительной коробки концы кабелей нужно оставлять более длинными, чем при других видах соединений.
Провода зачищают на длину 7 см, и соединяют согласно схеме в виде скруток, которые в итоге будут иметь длину около пяти сантиметров.
Такая относительно длинная оголённая часть проводников нужна, чтобы изоляция не плавилась при нагреве металла во время электросварки. Конец скрутки обрезают кусачками, чтобы получилась ровная поверхность торца.
ровная скруткаПрежде чем приступить к сварке, нужно рассмотреть держатель электродов и зажим для заземляющего провода (массы). Держатель подключается при помощи гибкого многожильного провода к плюсовой клемме аппарата.
Зажим (масса) и электродИспользуя самодельные сварочные трансформаторы, необходимо подбирать поперечное сечение провода как можно большим, при этом длина должна быть оптимальной, чтобы можно было достать до распределительной коробки.
Самодельный сварочный аппаратКонструкция держателя может быть произвольной, главное, чтобы зажимаемый электрод надёжно держался. Для подключения массы используют подпружиненный зажим, в народе называемый «крокодилом», или плоскогубцы, с подключённым к ним заземляющим проводом.
Держатель (зажим)ЭлектродЛевой рукой зажимают массовый провод на скрутку оголённых проводников немного ниже торца. Держа держатель в правой руке, концом электрода прикасаются к торцу скрутки на одну две секунды.
Необходимо надеть защитную маску или хотя бы очки. Хоть и во время электросварки проводов брызг практически не образуется, после множественно произведённых точечных соединений, из-за ультрафиолетового излучения лицо заметно покраснеет от загара.
Работа со сварочным аппаратомСам момент сварки очень короткий. Но, чтобы сделать сварочное соединение хорошего качества нужно хорошо потренироваться. Самая распространённая проблема новичков – это прилипание электрода к свариваемому металлу.
Чтобы «поймать» дугу, необходимо выработать движение, при котором торец электрода во время перпендикулярного касания чуть уходит в сторону, как бы чиркая по скрутке. Время удержания дуги зависит от тока и диаметра свариваемых проводов.
Фокусируя взгляд на торце скрутки необходимо уловить момент, когда металл разогреется до красноватого свечения и образуется характерный шарик расплавленной меди. Свидетельством хорошей сварки будет округлая поверхность шарика и радужные переливы на поверхности медных проводников.
Скрутка после сваркиНужно дать остыть самому месту точечной сварки и скрутки, которая заметно прогревается, благодаря хорошей теплопроводимости меди, из-за чего не следует слишком долго держать дугу, иначе изоляция начнёт плавиться, о чём будет свидетельствовать характерный запах.
После полного остывания заваренную скрутку изолируют при помощи термоусадочной трубки или изоленты.
Термоусадочная трубкаСварка алюминиевых проводов
Подобным образом осуществлялась точечная сварка алюминиевых проводов с применением специальных флюсов. Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
ИБППоскольку профессиональные компактные сварочные аппараты с инвертором (импульсным блоком питания) являются слишком дорогими, при наличии ненужного железа (магнитопровода старого трансформатора) можно попробовать самостоятельно изготовить трансформатор для электросварки.
Как сварить провода электрической распределительной коробке — Про дизайн и ремонт частного дома
Соединение проводов пайкой при электромонтаже
В данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Несмотря, что я перешёл на разъемы Ваго, которые существенно ускоряют монтаж электропроводки, всё же считаю, что соединение проводов пайкой лучше. Сейчас на меня набросятся приверженцы сварки. Но я спорить не буду, скажу только, что мне так удобнее, а электрические и механические свойства такого соединения ничуть не хуже сварки.
Кстати, знаете, что лет 50-70 назад радиоаппаратуру собирали посредством сварки. Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.
Итак, публикую несколько фото, иллюстрирующих пайку проводов в распределительной коробке. Постараюсь раскрыть все свои секреты такого электромонтажа. Надеюсь, мой опыт пригодится моим читателям. В основном, с этой целью я и пишу статьи на СамЭлектрике.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка в ПУЭ допускается, но рекомендуется в ГОСТ Р 50571.15-97. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.
1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рисковано, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))
7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Сварка медных и алюминиевых проводов
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм 2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 см и более) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
Как производится сварка проводов в распределительной коробке инвертором
Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но лучше выполнить скрутку проводов. Затем выполняется сварка скруток своими руками. Тогда можно иметь стопроцентную гарантию, что проблемы с электрической проводки из-за плохого контакта будут практически исключены.
На деле, частенько случается обрыв соединения, который, в общем-то, может стать пожароопасным. А случается это из-за постепенного ослабевания контакта в соединениях, особенно, если нагрузка достаточно большая, происходит нагревание, что и приводит к последствию, описанному выше.
Поэтому, не входя в детали клеммных соединений, при необходимости лучше всего аппарат для сварки купить и соединять провода скруткой, а потом может осуществляться сварка проводов своими руками.
Спаивание или сварка, что лучше?
В скрутке спаивать провода достаточно сложно, потому что там могут собираться жилы большого сечения по несколько штук. Поэтому паяльнику такая работа не под силу, тем более, когда распределительные коробки находятся высоко. А с паяльником в таких условиях работать будет крайне неудобно.
С другой стороны, сварка проводов в распределительной коробке потребует несколько секунд, чтобы соединение произошло успешно, и кабельные сердечники навечно сварились. Перегрев из-за нагрузки здесь исключится полностью, а соединение контактов станет прочным и долговечным.
Отличие между пайкой и сваркой в том, что спаивать скрутку нужно по всей длине, а при сварке достаточно зафиксировать лишь кончик для соединения жил в один сплав.
Сварка проводов в распределительной коробке
Это легко делается самостоятельно, конечно, в том случае, если есть сварочный аппарат. Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Сила подающегося тока зависит также и от толщины жил, и от количества проводов, находящихся в скрутке. Также имеется прямая зависимость от самих сварочных аппаратов, в которых могут иметься разные отклонения от той силы, которая выставлена регулятором. Кроме этого, практическое напряжение может быть различным от номинального.
Для того чтобы контакт между проводами состоялся, требуется пара секунд. Перед началом работы будет лучше, если есть возможность потренироваться в сварке скруток вне коробки и добиться того, чтобы электрод не перегревался и не залипал во время проведения сварочной работы. Естественно, нужно также позаботиться об отключении от сети тех участков, где будет произведена сварка проводов инвертором. Поэтому, помимо счетчика в доме, лучше иметь еще два и больше независимых контуров электрического снабжения.
Сварка проводов своими руками
Для проведения сварки необходимы графитовые медные электроды. Их можно приобрести ровно столько штук, сколько требуется, поэтому много денег для этого будет не нужно. А всего таких электродов необходимо будет один или два. Вместо них можно воспользоваться графитовой щеткой, взятой из коллекторного электрического двигателя.
Она вставляется в сварочный аппарат таким же способом, как и электрод. Для замыкания дуги лучше всего подготовить «крокодильчики» (и не забыть их снабдить ручками с прочной изоляцией), потому что обычным держателем и зажимом в распределительной коробке трудно будет обойтись.
Перед тем, как проводится сварка проводов в распределительной коробке, провода очищают от имеющейся изоляции. Для обеспечения прочного контакта не последняя роль отводится площади, где происходит соприкосновение поверхностей. Для этого жилы оголяются приблизительно на десять сантиметров. Когда скрутятся провода, их длина будет равна пяти сантиметрам. Масса присоединяется к скрутке рядом с изолированной частью.
К проводам нужно приблизить электрод до степени образования дуги. Контакт при этом составляет примерно пару секунд. Чтобы избежать обжигания, надо дождаться остывания и тогда приступать к следующей сварке. Так, не тратя уйму времени, можно с легкостью справиться со всеми имеющимися распределительными коробками.
После сварки работа завершается путем изолирования скруток. Для этого пользуются изолентой, как раньше, однако есть другой, более современный метод изоляции — термоусадочные трубки. Вокруг проводов заматывать изоленту, если рядом находятся другие скрутки, будет очень неудобно. Поэтому в этом случае помогут термоусадочные трубки, которые легко надеваются и подогреваются с помощью строительного фена. В нагретом состоянии, они зажимаются вокруг проводов, создавая прочную оболочку.
Еще по этой теме на нашем сайте:
- Сварка по алюминию инверторная — азы для начинающих
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха».
Сварка автомобиля инвертором — быстрая сварка рамы автомобиля
В основном сварка автомобиля своими руками осуществляется при помощи электродов. Это простой и доступный способ. Однако он не является самым качественным. Если нужно сварить какие-либо.
Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором
Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых.
Сварка аргоном алюминия — используем сварочный аппарат для сварки алюминиевых сплавов
Алюминиевые сплавы применяются в различных сварных конструкциях. Среди их основных преимуществ следует выделить небольшую плотность, устойчивость к коррозии, высокие показатели проводимости и прочность. Несмотря на.
сварка медных проводов | Советы электрика
07 Янв 2012 Самоделки, Советы специалиста
Итак, по многочисленным просьбам читателей я расскажу о своем сварочном аппарате, с помощью которого я свариваю скрутки медных проводов в распредкоробках.
Когда я только начинал заниматься электромонтажом, провода я соединял либо на зажимы, или болтовое соединение делал, а если на цепи освещения то просто делал хорошую скрутку и все.
Затем однажды я увидел как сваривается скрутка электопроводки, посмотрел внимательно на получившееся соединение, попробовал так сказать на зуб и мне это дело очень приглянулось.
Соединение при сварке получается однородное, то есть несколько проводов становятся как бы единым целым, правда медь при этом немного отжигается в месте сварки, то есть становится мягче или пластичнее что ли и в этом месте сама скрутка хуже работает.
Но это только вокруг сварки, по длине не более 10-15 мм в зависимости от количества скрученных проводов и сечения. А так как скрутка длиной 30-40 мм, а то и более, то по оставшейся поверхности соединение остается надежно скрученным.
Первое время я сварочник брал у знакомого напрокат, но это было неудобно- то знакомого нет, то сварочник занят, то еще что нибудь.
Тогда решил сделать свой сварочник, тем более подвернулся подходящий понижающий трансформатор 220/12 Вольт мощностью 0,25 кВ*А (250 Ватт).
Собрал все это дело буквально за полчаса из подручных материалов, да и все что понадобилось- это обрезок доски на основание (а досок на стройке всегда много) и соединительные провода, которые у настоящего электрика конечно же всегда есть)))
Что из всего этого получилось- смотрите ниже на видео.
Должен отметить что есть много противников скруток, говорят что это пошлый век и что это недолговечно и т.д.
Могу сказать на это следующее: если я расключил провода в распредкоробке скруткой и потом сварил еще сваркой концы скрутки- я сплю спокойно!
То есть я уверен что с этим соединением абсолютно ничего не случится при любых нагрузках на провод, соответствующих его сечению. Можно распредкоробку закрывать гипсокартоном, заштукатуривать и т.д. то есть забыть про нее, ничего в дальнейшей эксплуатации там проверять, подтягивать не надо.
Естественно все это при условии что провода выбраны по сечению правильно и правильно подобраны автоматические выключатели для электропроводки.
Итак, специально для вас, видеообзор о сварочном аппарате для сварки скруток медных проводов электропроводки:
Если видео понравилось- кликните по кнопке +1 и “retweet” вверху статьи- буду очень благодарен!
Узнайте первым о новых материалах сайта!
Просто заполни форму:
Теги: аппарат для сварки, как сделать сварку провода, сварка, сварка скрутки
Как правильно соединить провода. Сварочное соединение медных и алюминиевых проводов
Как правильно соединить провода. Сварочное соединение медных и алюминиевых проводов
Как правильно соединить провода.
Сварочное соединение медных и алюминиевых проводов
Содержание:
# Соединение проводов
# Сварка алюминия и меди
# Способы соединения проводов
О соединении проводов сваркой я писал в статье «Как правильно соединить провода. Соединение сваркой». Давно хотел попробовать сварить своим сварочным аппаратом медные и алюминиевые провода. Надобности в этом не видел, в жилых помещениях алюминиевая проводка была запрещена (ПУЭ, п. 7.1.34; таблице 7.1.1.), поэтому не торопился. Приказ Минэнерго № 968 от 16.10.2017 года сделал возможным использовать сплав алюминия для электропроводки в жилом помещении. Это событие и подтолкнуло к проведению давней задумки.
Приступим? Проведём эксперимент:
Образцы соединений проводов сваркой
Сделал три образца соединений проводов сваркой. Медь – алюминий, медь – медь, алюминий – алюминий.
Образцы соединений проводов сваркой. Испытание
Провожу испытание. Пресса нет, поэтому просто сжимаю соединение пассатижами.
Образцы соединений проводов сваркой. Результаты испытаний
Медь – алюминий. Внешне выглядит нормально, при испытании соединение рассыпалось и отпало. Плохо. Данное соединение лучше не применять.
Медь – медь. Выглядит хорошо. При испытании соединение не потеряло своей прочности. На меди остался след от плоскогубцев. Значит материал однородный. Отлично.
Алюминий – алюминий. По внешнему виду выглядит не очень хорошо. После испытаний проявились трещины. Не качественно. Соединение, по технологии из статьи «Как правильно соединить провода. Соединение сваркой», лучше не делать.
Физику не обманешь. Существует много технологий сварки меди и алюминия. Есть и надёжные методы. Недостаток качественных технологий — довольно сложны или дорогие при применении в быту.
Делаю выводы:
Остаюсь верным своим принципам. Вновь монтаж электропроводки выполнял только медными проводами. Так и буду делать. Не стану обращать внимания на разрешение применять алюминий. О недостатках алюминия и преимуществах меди в электропроводке написано много статей. Не стану повторяться. Главное надёжность.
Немного о соединениях. Практические советы, основанные на опыте:
СИЗ, клеммы ВАГО
При ремонте проводки в силовых цепях на алюминиевых проводах, для того что бы уйти от перехода медь – алюминий, применять только алюминиевый провод. Соединение — качественной скруткой, на которую накручиваю СИЗ. Их так же называют — колпачок для скрутки проводов СИЗ, зажим соединительный изолирующий СИЗ. Разный производитель, другое название.
В цепях освещения (реже, не всегда устраивают габариты и стоимость) клеммы ВАГО. Соединители брать только отличного качества и проверенных производителей.
Это точка зрения, моя (профессионала и человека), которая не противоречит существующим правилам и требованиям.
Осипенко Сергей Яковлевич
Публикация на сторонних сайтах возможна только при указании ссылки на первоисточник — www.permelectric.ru
Как сварить медные провода в распределительной коробке — MOREREMONTA
Такая известная электротехническая процедура, как сварка проводов в распределительной коробке возможна лишь при наличии компактного аппарата, обеспечивающего удобство проведения работ в пределах ограниченных пространств.
Этой особенностью она отличается от других сварочных операций (от обустройства электрощитов, в частности), при монтаже которых может применяться стандартное оборудование.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры.
Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока.
С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Выбор типа сварочного аппарата
Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Помимо этого многие из промышленных образцов инверторов оснащаются специальным ремнём для переноски, что также обеспечивает удобство работы в данных условиях.
К указанным преимуществам следует добавить, что при работе с инвертором энергопотребление минимально (не более 1 киловатта), а также исключаются перебои в работе из-за непостоянства сети.
Отдельные мастера используют для этих целей обычные понижающие трансформаторы, посредством которых им удаётся сваривать провода переменным током постоянной амплитуды (без регулировки).
За счёт большого личного опыта им удаётся приспосабливаться к режиму работы понижающего трансформатора и постоянно контролировать сварочный процесс.
Для неспециалистов такой прибор для сварки точно не подходит, поскольку экспериментировать по ходу работ и постоянно контролировать дугу способен не каждый.
Вообще говоря, работа на переменном токе (с обычным трансформатором) не обеспечивает требуемое качество сплавления проводов, так что для достижения нужного результата требуется немалое мастерство. По этой причине начинающим сварщикам следует побеспокоиться о приобретении подходящего устройства.
Выбор электродов
Помимо сварочного агрегата для проведения электротехнических работ потребуются специальные электроды, подходящие к выбранному режиму обработки проводов. Чаще всего для этих целей применяются медные стержни особой конструкции с добавками из графита или угля.
Для получения качественного и надёжного соединения в процессе его формирования методом электросварки обязательно используются специальные присадочные и активирующие добавки (флюсы, в частности). Кроме того, для этого потребуются следующие вспомогательные и расходные материалы:
- изоляционная лента;
- хорошо отточенный монтажный нож;
- бокорезы или пассатижи.
После подготовки полного набора инструментов можно смело приступать к сварочным мероприятиям.
Самостоятельное изготовление сварного устройства
При подготовке материала для самодельного сварочного агрегата, которым будут варить провода, необходимо исходить из следующих соображений:
- сам аппарат проще всего сделать из старого понижающего трансформатора от СВЧ печи;
- соединительные кабели должны иметь по возможности максимальное сечение, рассчитанное на рабочую величину тока;
- их длина должна выбираться с таким расчетом, чтобы её хватало для протягивания до каждой распределительной коробки с проводами;
- при выборе конструкции держателя основное внимание должно быть уделено надёжности фиксации электрода;
- для изготовления «массы» желательно использовать подпружиненную клемму типа «крокодил» или обычные плоскогубцы с жёстко закреплённым на них заземляющим проводом.
Клеммное приспособление в виде плоскогубцев используется только на время сварки проводов.
При условии соблюдения всех приведённых замечаний изготовить аппарат для сварки проводов в распредкоробке сможет любой желающий. Сваренные посредством самодельного аппарата провода имеют вполне аккуратный вид.
При проведении сварочных работ нельзя забывать о безопасности. При любом варианте сварочного агрегата для предохранения лица от ожогов необходимо использовать специальные защитные очки.
Особую важность такая защита приобретает в случае, когда для повышения эффективности сварки используются упоминавшиеся термитные добавки.
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм 2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 см и более) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
Для соединения электрических проводов возможно применение одного из трех методов: механическая скрутка, пайка или сварка. Наиболее надежными считаются последние два, так как они минимизируют вероятность окисления жил, предотвращают их случайную раскрутку. Если сечение жил достаточно большое – рекомендуется сварка проводов, в том числе и в распределительной коробке.
Особенности сварки проводов
Сначала нужно сделать корректный монтаж проводки – выбрать ее оптимальный диаметр, правильно расположить в стенах помещения. Для распределения линий обустраивают специальные коробки. Там появляется возможность перенаправить подачу электроэнергии от центрального провода вспомогательным.
Сварка проводов в коробке имеет следующие нюансы:
- Применение инверторных сварочных аппаратов мощностью до 1 кВт. Это могут быть заводские модели или самоделки. Электроды — графитовые или угольные. Не рекомендуется использовать стержни с омеднением, так как это может отразиться на качестве соединения. В отличие от спайки во время сварки не потребуется флюс или другие типы присадок. Контроль температуры нагрева проводов. В противном случае велика вероятность частичного разрушения или изменения свойств изоляции.
Пошаговая инструкция
По правилам монтажа длина рабочих концов электропроводки должна быть не менее 10 см. Это необходимо для возможности создания повторного соединения в случае появления дефектов во время сварки. Расчетный объем распределительной коробки должен быть на 20-30% больше суммарного показателя всех проводов в ней.
Порядок выполнения работ:
- Зачистка изоляции на 5-6 см.
- Формирование скрутки.
- Подключение к нижней части конструкции электрода от сварочного аппарата. Для этой работы рекомендовано адаптировать плоскогубцы.
- Выполнение сварки скрутки. Жилы на конце должна сформировать шарик правильной формы.
- Дождаться остывания проводов и проверить отсутствие дефектов – каверн, некачественного соединения.
- Изоляция скрутки и помещение ее в распределительную коробку.
Несмотря на кажущуюся трудоемкость, подобный метод гарантирует качественное соединение нескольких проводов. Впоследствии не придется проводить ревизии для проверки скрутки на целостность.
Особенности сварки алюминиевых проводов
Использование жил из алюминия запрещено действующим ПУЭ. Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Они заключаются в следующем:
- очистка контактных частей от оксидной пленки; применение специального флюса для сварки алюминия; обработка места сварки после остывания быстросохнущим лаком.
Альтернативные способы соединения
Не всегда есть возможность делать сварку токопроводящих жил. Затруднения обусловлены отсутствием инвертора (сварочного аппарата) или недостаточным опытом в выполнении работ этого типа. В этом случае рекомендуется рассмотреть альтернативные варианты соединения проводов.
Методы формирования надежного контакта нескольких жил:
- Скрутка (опрессовка). Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву. Пайка. В отличие от сварки используется припой и флюс. Они должны заполнить пространство между проводами скрутки. Удобно для соединения жил небольшого сечения. Контактные зажимы. Они могут быть винтовыми или с механической фиксацией. Первые применяются для коммутации большого количества проводов. Механическая фиксация рекомендуется для соединения жил большого диаметра для сетей с высоким показателем нагрузки.
Для каждой методики принят индивидуальный порядок выполнения работ. Но в любом случае соблюдаются общепринятые правила безопасности.
Как успешно выполнить сварку алюминия методом MIG [Руководство]
Сварка алюминия методом MIG может быть затруднена, поскольку она сильно отличается от сварки MIG низкоуглеродистой стали. Следуйте этому руководству, чтобы узнать о ключевых факторах, которые следует учитывать.
Ключ к сварке алюминия
Алюминий в чистом виде — это относительно мягкий металл, который имеет множество применений, но требует добавления сплава (ов) для повышения его прочности. Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как деформация и чувствительность к тепловложению.Несмотря на эти проблемы, сварка алюминия методом MIG не так уж сложна при использовании правильного оборудования и соблюдении надлежащих процедур.
Помните об этих важных факторах при сварке алюминия методом MIG.
Советы по началу работы
- Учитывайте толщину материала : Толщина материала алюминия, который можно сваривать методом MIG, составляет 14 калибра и больше; выходная мощность вашего сварочного аппарата определяет толщину, которую вы можете сваривать. Для сварки MIG алюминия толщиной менее 14 (.074 дюйма), может потребоваться специализированное оборудование для импульсной сварки MIG или AC TIG.
- Содержите его в чистоте : Алюминий необходимо тщательно очистить перед сваркой, включая удаление любых смазочных материалов с материала. Удаление оксидов следует производить после обезжиривания с помощью металлической щетки из нержавеющей стали — подойдет ручная или плоская проволочная щетка. Если используется электрическая проволочная щетка, поддерживайте низкие обороты и давление, чтобы уменьшить смазывание поверхности материала, которое могло бы захватить оксиды и загрязнения под поверхностью.Чтобы избежать загрязнения основного материала, всегда очищайте металлической щеткой, которая используется только для алюминия.
- Выберите подходящий газ : Поскольку алюминий является цветным металлом, для него требуется 100-процентный аргон в качестве защитного газа. Рекомендуется скорость потока от 20 до 30 кубических футов в час.
- Какой процесс использовать? При сварке алюминия методом MIG желательным режимом является перенос распылением. Этот процесс представляет собой очень плавный перенос капель расплавленного металла от конца электрода к ванне расплава.Диаметр капель, пересекающих дугу, меньше диаметра электрода. При переносе распылением короткого замыкания нет, а скорость осаждения и эффективность относительно высоки. Однако имейте в виду, что перенос распылением требует большого количества тепла, создавая большую сварочную ванну с хорошим проплавлением, что может быть трудно контролировать. Его не следует использовать на материалах толщиной менее 14.
- Пистолет и варианты подачи проволоки: Выбор горелки и системы подачи проволоки является важным шагом перед сваркой алюминия методом MIG.Алюминиевая проволока обычно подается с помощью пистолета для катушки или двухтактной системы. Пистолеты с катушкой улучшают подачу мягкой проволоки за счет размещения небольшого количества проволоки на пистолете с пистолетной рукояткой. Использование катушечного пистолета исключает возможность гнездования птиц, поскольку проволока подается только на несколько дюймов. В двухтактной системе двигатель пистолета протягивает проволоку через лайнер, в то время как двигатель на подающем устройстве действует как вспомогательный двигатель. Этот вариант идеален при сварке вдали от источника питания и может быть более эргономичным и удобным для пользователя.
- Правильный присадочный металл: Знайте сплав основного алюминия и условия, которым будет подвергаться готовая деталь. Двумя наиболее доступными алюминиевыми присадочными проволоками являются ER4043 и ER5356. За рекомендациями по сплавам проволоки, подходящим для вашего применения, обратитесь к местному дистрибьютору сварочного оборудования или к представителю присадочного металла.
Сварка
Уровень квалификации оператора, типы соединений, установка и положение, а также источник питания для сварки — все это будет иметь большое влияние на свариваемость алюминия.Рассмотрите эти методы сварки, чтобы улучшить свои навыки.
- Используйте угол хода от 10 до 15 градусов — наконечник и сопло должны быть направлены в направлении движения (см. Рисунок 1). Вытягивание или использование угла сопротивления приведет к образованию пористых грязных сварных швов из-за отсутствия газового покрытия.
Рисунок 1: Оружейные методы
- Соблюдайте правильное расстояние от наконечника до рабочей поверхности и по возможности утопите контактный наконечник примерно на 1/8 дюйма внутри сопла.(См. Рисунок 2)
Рисунок 2: Пистолет и зона сварки
- Отражающий тепло и сварочная лужа очень горячие при сварке алюминия методом MIG. Удерживание наконечника ближе, чем рекомендуется, может привести к обратному прожигу проволоки до контактного наконечника и другим проблемам с подачей.
- Избегайте больших переплетений на алюминии. Если необходимы более крупные угловые швы, многопроходные прямые валики обеспечат лучший внешний вид и уменьшат вероятность притирки, прожога и других дефектов сварного шва.
- Необходимо увеличить скорость перемещения горелки, поскольку основной материал во время сварки нагревается.
Устранение общих проблем
Если вы столкнетесь с этими типичными проблемами при сварке алюминия методом MIG, рассмотрите следующие шаги для решения проблемы.
Прожиг (проплавление) из-за перегрева основного материала
- Увеличьте скорость движения и сделайте сварные швы короче.
- Перемещайтесь по детали, рассеивая тепло.
- Используйте более толстый материал, измените конструкцию соединения или переключите процесс сварки на AC TIG.
- Устранить / уменьшить зазоры.
Грязные сварные швы
- Используйте выталкивающий угол вместо техники перетаскивания.
- Увеличьте напряжение для перехода в режим распыления.
- Используйте соответствующие методы очистки основного металла, например щетку из нержавеющей стали.
- Проверить наличие защитного газа и типа сплава проволоки.
Неправильные настройки машины
Проволока пригорает обратно к контактному наконечнику во время или в конце сварного шва
- Соблюдайте необходимое расстояние от наконечника до рабочей поверхности.
- Убедитесь, что размер контактного наконечника, ведущие ролики и направляющая горелки соответствуют диаметру используемой проволоки.
Проволока скворечников (скопления) перед входной направляющей на пистолете
- Проверьте и отрегулируйте натяжение приводных роликов.
- Убедитесь, что ведущие ролики соответствуют диаметру проволоки.
- При необходимости заменить контактный наконечник.
- Проверить регулировку давления на алюминиевой ступице золотникового пистолета.
Сварка алюминия MIG для начинающих
Если вы хотите сваривать алюминий MIG с помощью сварочного аппарата с механизмом подачи проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку низкоуглеродистой стали методом MIG, то, вероятно, вам необходимо сделать это до того, как вы начнете сварку алюминия с помощью процесса GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используется тот же угол наклона пистолета и тот же расход газа (20-30 куб. Футов в час).
Однако на этом сходство в значительной степени заканчивается.
Алюминий — металл, который сложно сваривать с помощью сварочного аппарата MIG, потому что он требует больше тепла, чем низкоуглеродистая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 га. К 18 га.Если тоньше этого, вам понадобится сварочный аппарат TIG.
С помощью сварочного аппарата TIG можно сварить банку из-под соды. Довольно круто.
Сварка алюминия аппаратом для сварки проволокой печально известна тем, что имеет неожиданный прожог, и сварочная лужа буквально проваливается насквозь заготовку, если вы не двигаетесь достаточно быстро.
Вот почему не пытайтесь сваривать тонкие алюминиевые детали.
При сварке низкоуглеродистой стали методом MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление.Однако в случае алюминия сварочная ванна похожа на «мокрую фольгу».
Вы не увидите расплавленной докрасна сварочной лужи с алюминием. Требуется время, чтобы почувствовать, когда сварочная лужа для алюминия становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Скорость движения при сварке алюминия методом MIGХорошее практическое правило — использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость движения.
Как я уже говорил, сначала вы будете двигаться с неудобной скоростью со своим пистолетом MIG с алюминием, пока не привыкнете к нему.
Сварка сталиMIG использует процесс передачи короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в стыке, в результате чего образуется расплавленная сварочная лужа.
При сварке алюминия в большинстве случаев используется распылительный перенос.
Распылительный перенос — это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну. Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это поднять напряжение и использовать правильную газовую смесь.
Сварочный пистолет для алюминия MIGЕсли вы собираетесь сваривать алюминий методом MIG с помощью сварочного аппарата с механизмом подачи проволоки, вам понадобится катушечный пистолет.
Почему нельзя просто вставить рулон алюминиевой проволоки в машину MIG?
Потому что алюминиевая проволока для сварки MIG намного мягче стали и имеет тенденцию влезать в прокладку кабеля. Проволока не такая жесткая, как проволока из низкоуглеродистой стали, поэтому вы должны компенсировать это с помощью пистолета для катушки.
Катушечные пистолетыподходят для сварщиков своими руками, и обычно вы можете установить только небольшой вес в 1 фунт.катиться внутрь.
Преимущество пистолета-распылителя в том, что алюминиевая проволока не должна проходить через шланг MIG, где она, скорее всего, защелкнется.
MIG Сварочная смесь газов для алюминияПри сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25% CO2 и 75% аргона).
Для сварки алюминия методом MIG следует использовать в качестве защитного газа чистый аргон.
Это позволит осуществить процесс переноса распылением.
Для более толстого алюминия (1/2 дюйма или более) добавляется от 25% до 75% гелия.
Это обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия MIG
Для сварки алюминияMIG необходимо установить аппарат на DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны проходят от устройства через кабель заземления и обратно через пистолет.
Важно правильно настроить этот набор, иначе сварные швы не вылезут.
Толкать или тянуть?При сварке алюминия с помощью MIG всегда следует использовать направление сварки вперед (толкающее).Это обеспечивает достаточное покрытие сварочной ванны защитным газом.
Вот удобное изображение, чтобы проиллюстрировать это »
Предоставлено: Halverson CTSТолкание дает более плоский, широкий борт с меньшим проникновением, в то время как перетягивание дает более глубокое проникновение и более узкий борт.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Когда вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это связано с тем, что лужа не попадает в газовое покрытие.
С направлением толчка вы знаете, что получаете хорошее газовое покрытие.
Удаление оксидаОчень важно (ОЧЕНЬ важно) удалить оксид алюминия перед сваркой.
Вот почему…
Оксид имеет в два раза большую температуру плавления, чем сам алюминий, и если вы не удалите его, ваши суставы не срастутся.
Заготовку легко очистить перед сваркой. Вам понадобится алюминиевая проволочная щетка (не стальная, потому что она загрязняет сварной шов).
Почистите щеткой алюминиевый стык в том месте, где будет производиться сварка, и все будет в порядке.
Обычно при сварке MIG низкоуглеродистой стали вылет проволоки должен быть меньше (1/4 дюйма). Вылет проволоки — это количество проволоки, выходящей за пределы сопла MIG при сварке.
Для алюминия, поскольку он использует метод переноса распылением и сильно нагревается, вам необходимо использовать более длинный вылет проволоки. Вылет от ¾ ”до 1” — это хорошо.
Как сварить алюминий методом MIG без катушечного пистолета • WelditU
0Вы слышали ужасающие истории о сварке алюминия методом MIG без катушечного пистолета, но вы все еще думаете о том, чтобы попробовать.
Понятно. Катушки дорогие и имеют недостатки. Не секрет, что сварка алюминия — дело сложное, даже если вы используете пистолет для катушки за 250 долларов.
Но если вы готовы принять вызов и проявите немного терпения, я покажу вам методы и советы по использованию сварочного аппарата для сварки алюминия методом MIG без катушечного пистолета.
И вы увидите, как один из самых популярных 120-вольтных сварочных аппаратов для хобби работает с алюминием прямо из коробки — без катушки.
Дорогостоящий аксессуар
Большинству из нас, сварщиков, занимающихся домашними работами или любителями, рано или поздно приходится браться за проект по сварке алюминия.Первая работа — это обычно мелкий ремонт или переделка автомобиля или чего-то еще в доме.
Для одноразовой работы вы можете не захотеть тратить лишние деньги на катушечный пистолет. Новые катушечные пистолеты стоят вдвое меньше, чем многие любители тратят на сварщика.
И не все сварочные аппараты MIG могут поддерживать катушечный пистолет, поэтому его использование может быть даже неприемлемым. По крайней мере, без покупки нового сварщика. Тем не менее, некоторые из лучших сварщиков стоимостью менее 500 долларов готовы к работе с катушкой.
Пистолеты с громоздкой катушкой трудно использовать в ограниченном пространстве.Для успешной сварки алюминием требуется стабильная дуга. Благодаря небольшому расстоянию подачи катушечный пистолет обеспечивает стабильную и надежную подачу мягкой алюминиевой проволоки. Плавная подача к сварному шву — ключ к получению гладкой дуги.
В качестве альтернативы пистолету для катушки вы можете отрегулировать или адаптировать сварочный аппарат MIG таким образом, чтобы он мог обеспечивать стабильную и надежную подачу проволоки к сварному шву. Если вы можете это сделать — и если у вашего сварщика есть необходимая мощность — нет причин, по которым вы не сможете сваривать алюминий без катушечного пистолета.
Просто помните, здесь мы говорим о MIG. При работе с алюминием вам потребуется использовать защитный газ, поэтому машины с порошковой проволокой отсутствуют. А порошковой алюминиевой проволоки нет в наличии. Даже если бы это было так, вероятно, его было бы труднее кормить, чем цельный алюминий.
Недостатки катушечных пистолетов
Помимо высокой стоимости, существует других недостатков использования катушечных пистолетов.
Пистолеты с катушкойтяжелые и громоздкие, поэтому они не идеальны для более высокой скорости перемещения, необходимой для сварки алюминия, или использования в тесноте.Кроме того, емкость ограничена небольшими катушками весом в один фунт.
Итак, если вы работаете в тесном пространстве или над крупными проектами, вы можете предпочесть меньшую и более легкую горелку MIG с питанием от большей катушки.
Как видите, есть несколько веских причин, по которым вы захотите попробовать сварку алюминия методом MIG без катушки.
Достаточно ли у вас мощности сварки?
Во-первых, вам нужно знать, есть ли у вашего сварщика мощность, необходимая для проекта, который вы рассматриваете.
Для сварки алюминия требуется на ток больше , чем для стали той же толщины.Например, сварочный аппарат MIG на 140 А подходит только для алюминия толщиной 10 или 12. Машина на 200 ампер обычно работает с материалом до 3/16 дюйма.
Посмотрите, указаны ли настройки алюминия вашим сварочным аппаратом в таблице или в руководстве пользователя. Если нет, вам нужно будет провести небольшое исследование, чтобы узнать, с какой толщиной вы можете работать. Вы можете начать с калькулятора сварки Миллера, чтобы найти настройки сварки алюминия MIG.
Установите полярность сварочного аппарата на DC + . Эта настройка такая же, как и при сварке MIG сплошной стальной проволокой.Это также называется обратной полярностью, положительным электродом постоянного тока или DCEP.
Уменьшение трения при сварке алюминия методом MIG без катушечного пистолета
Это тонкий балансировочный процесс .
Вы хотите уменьшить давление приводного ролика на проволоку, чтобы предотвратить сдавливание и деформацию мягкой проволоки. Деформированная проволока добавит трение и приведет к зависанию.
С другой стороны, вам необходимо достаточное давление роликов для обеспечения плавной и постоянной подачи проволоки к сварному шву.Любое проскальзывание проволоки приведет к подгоранию электрода до контактного наконечника и его разрушению.
Ваш успех зависит от того, насколько хорошо вы сможете уменьшить сопротивление на пути подачи проволоки.
Катушка с проволокой
Ваш выбор алюминиевой присадочной проволоки повлияет на качество ее подачи. При выборе диаметра проволоки толстая лучше, чем тонкая. Более толстая проволока жестче и лучше проталкивается. ER4043 и ER5356 — два наиболее распространенных алюминиевых провода MIG.
- Проволока ER4043 мягче, легче сваривается, (сварочная ванна) и подходит для литья.Но при анодировании он темнеет и не подходит для материалов с высоким содержанием магния.
- Благодаря более высокому пределу прочности на разрыв, ER5356 лучше подает . Также лучше анодировать. Но не используйте его на отливках или материалах, которые могут эксплуатироваться при температуре выше 150 ℉.
Сделайте все возможное, чтобы золотник свободно вращался на ступице. Вы должны максимально упростить для привода проволоки отрывание проволоки от катушки без ее раскручивания и распутывания.
Вы можете поэкспериментировать с ослаблением или даже снятием пружин растяжения или втулок, чтобы уменьшить сопротивление ступице.
Проволочный привод
Сварочные аппараты с улучшенными приводами подачи проволоки имеют определенное преимущество при работе с алюминиевой проволокой. Если у сварщика возникают проблемы с поддержанием гладкой дуги с помощью стальной проволоки, вам будет труднее работать с алюминием.
Если скорость проволоки меняется, то изменяется и нагрев сварного шва. Алюминий будет проводить много тепла, пока этого не произойдет. Его температура плавления относительно низкая — 1200 ℉.Любые изменения скорости подачи проволоки приведут к потере проплавления на одну секунду и прожиганию через следующую. И вы получите множество советов по контактам.
Ролики
Чем больше приводных роликов имеет механизм подачи проволоки, тем лучше он будет обрабатывать алюминиевую проволоку. Каждый ведомый ролик может обеспечить больший захват при меньшем давлении , чем неприводные направляющие ролики. Ролики только с направляющими добавляют сопротивление системе подачи.
Обязательно очистите привод, направляющие и ролики для проволоки перед загрузкой алюминиевой проволоки.Стальная пыль, собираемая мягким алюминием, увеличивает сопротивление. Стальная пыль, проникающая до сварного шва, загрязняет его.
Лучше всего использовать чистый гладкий валик. Проверьте, доступны ли вашему сварщику специальные алюминиевые ролики. У них есть глубокая полированная U-образная канавка, обеспечивающая лучший захват с меньшим перекосом проволоки. Вы даже можете найти ролики, сделанные из резины, для вашего проволочного привода.
Уменьшите натяжение
Сохраняйте легкое натяжение на приводных роликах.
Используйте давление, достаточное для того, чтобы привод мог плавно и устойчиво перемещать проволоку без проскальзывания.Слишком большое натяжение приведет к раздавливанию проволоки и возникновению сопротивления гильзы.
Правильная настройка этой настройки окупится за ваше терпение — это процесс проб и ошибок. Слишком большое или слишком маленькое давление привода приведет к неравномерной подаче. У вас не будет стабильной дуги, и возникнет проблема с пористостью.
Если натяжение, необходимое для гладкого металлического ролика, деформирует проволоку, вы можете попробовать ролик с накаткой. Ролик с накаткой, входящий в комплект многих MIG-аппаратов для работы с порошковой проволокой, обеспечивает больший захват проволоки, позволяя снизить давление ролика и предотвратить повреждение.
Конечно, отпечатки, оставленные на проводе, могут добавить большее сопротивление, чем провод некруглой формы. Как я уже сказал, это метод проб и ошибок.
Пряжка под давлением
Входящие направляющие для проволоки могут быть точкой трения. Некоторые из них широкие, гладкие и воронкообразные, а другие очень узкие и узкие. Многие из них металлические, а некоторые пластиковые. Убедитесь, что провод плавно переходит в привод, сводя к минимуму изгибы. Отрегулируйте или адаптируйте, если возможно.
Широкие и гладкие пластиковые направляющие для проводов не оказывают большого сопротивления входящему алюминиевому проводу.(WelditU)Направляющая для исходящей проволоки может способствовать созданию ужасного «птичьего гнезда».
Это происходит, когда привод проталкивает проволоку, как должен, но встречает сопротивление ниже по потоку. Если ролики удерживают проволоку, мягкая проволока может отклониться от курса по пути наименьшего сопротивления.
Этот путь представляет собой пространство между ведущими роликами и направляющей отходящей проволоки. Чем больше здесь зазор, тем легче проволоке сбиться с пути.
Чтобы дать вам представление о том, с чем вы сталкиваетесь, сила в 4 фунта согнет 0.035 ”алюминиевый провод ER4043. В то время как стальная проволока ER 70S-6 того же размера выдерживает усилие более 21 фунта до коробления.
Для некоторых сварщиков доступны специальные направляющие для проволоки. Они могут уменьшить трение и сократить расстояние между роликами и направляющими, что помогает снизить вероятность гнездования птиц.
Держите кабель резака коротким.
Чем короче ваш кабель, тем меньше сопротивление он добавляет на путь подачи проволоки. Хотя 12 футов или меньше — это хорошо, 6 футов даже лучше.Обустройте рабочую зону так, чтобы уменьшить изгибы и поддержать кабель. Вы также можете прикрепить стержень в качестве шины к , чтобы кабель был прямым .
Сохранение небольшого зазора между ведущими роликами сварочного аппарата MIG и направляющей для исходящей проволоки может снизить вероятность гнездования птиц. (WelditU)Как сварщик-правша, я свариваю справа налево, толкая лужу с алюминием.
Я установил сварщика позади себя, справа от моего правого плеча, лицом к работе. С прямым кабелем горелки, поддерживаемым и проходящим через мое правое бедро, я могу сделать от 12 до 18 дюймов сварных швов, не сгибая кабель.
Используйте неметаллическую футеровку.
Вы можете снизить сопротивление, заменив стальную футеровку на футеровку из неметаллического материала.
Вкладыши можно купить отдельно или как часть алюминиевого комплекта подачи за 65–90 долларов. В эти комплекты обычно входят вкладыш, направляющие для проволоки, ролик, контактные наконечники и, возможно, небольшая катушка с алюминиевой проволокой.
Если вы вернетесь к приведенной выше таблице «Эффект подачи», вы заметите, что вкладыши Nylon® уменьшают трение лучше , чем те, которые сделаны из Teflon®.
Сопротивление в горелке MIG или лайнере приводит к тому, что мягкая алюминиевая проволока сковывает гнездо.Нет ничего страшного, если вы хотите попробовать использовать стальной лайнер для небольших работ, особенно с коротким кабелем горелки. Но продолжительное использование стальной футеровки вызовет накопление стружки из алюминия, что приведет к ошибкам подачи.
Если футляр не новый, следует очистить его, чтобы удалить всю металлическую пыль. Любая пыль усиливает трение и загрязняет сварной шов. Как минимум, продуйте его воздухом со стороны сварочного аппарата в сторону пистолета.Но вам может потребоваться удалить лайнер и очистить его ацетоном.
Кроме того, следите за чистотой лайнера, чтобы предотвратить налипание оксида алюминия на присадочной проволоке. Оксид алюминия очень абразивен и вызывает проблемы с подачей.
Крупногабаритные контактные наконечники переносят тепло
Большинство производителей предлагают контактные наконечники, предназначенные для обработки алюминия. Обычно они обозначаются буквой «А», они немного завышены. Это помогает компенсировать расширение из-за тепла при сохранении контакта с проволокой.
Вы также можете попробовать обычный контактный наконечник на размер больше, чем ваш провод. Подгорание подающей проволоки до наконечника — обычная проблема при сварке алюминия, поэтому имейте под рукой множество контактных наконечников.
Защитный газ — обязательное условие для сварки алюминия
Обладая отличным очищающим действием, 100% аргон является наиболее часто используемым защитным газом при работе с алюминием. Избегайте смесей C25 или аргона / CO2, так как они окисляют алюминий.
Не упускайте из виду подготовку материала
Сначала удалите масло и жир с вашей детали обезжиривающим средством на неуглеводородной основе.Перед чисткой необходимо удалить загрязнения, чтобы они не попали в мягкий алюминиевый материал. Для этого хорошо подходит быстросохнущий ацетон, который не оставляет следов.
Эффективное и быстросохнущее обезжиривающее средство для алюминия, ацетон не оставляет следов. (WelditU)Затем необходимо удалить оксидный слой с заготовки.
Имея температуру плавления в три раза выше, чем у алюминия, тонкое оксидное покрытие может нанести ущерб вашей сварочной ванне. Обязательно используйте щетку из нержавеющей стали, которую не использовали ни для чего, кроме алюминия, чтобы предотвратить загрязнение сварного шва.
Легкими прикосновениями проведите щеткой в одном направлении. Вы же не хотите, чтобы оксид алюминия попадал в материал. После того, как вы сделали матовым покрытием , все готово.
Для удаления оксидного слоя можно также использовать химический травитель. Для обработки больших заготовок используют травители, как правило, в сильных щелочных или кислотных растворах.
Окончательно протрите деталь ацетоном, и она готова к сварке.
Левая часть алюминиевой ложи подготовлена к сварке.Оксидный слой остается видимым справа. (WelditU)Наконечники для сварки алюминия методом MIG без катушки-пистолета
- Попробуйте сделать длинный вылет ”, чтобы сохранить контактные наконечники. Если возможно, отрегулируйте выход сопла на 1/4 дюйма , чтобы сохранить газовый охват. Убедитесь, что наконечник остается по центру сопла, в противном случае может возникнуть дуга.
- Держите электрод обрезанным. Алюминиевая проволока любит скручиваться или образовывать на конце шар.
- Предотвращение врезания проволоки в заготовку до возникновения дуги позволит избежать одной из причин возникновения птичьего гнезда.Скорость подачи проволоки высокая, и это идеальное место для таймера приработки, чтобы замедлить проволоку до тех пор, пока не возникнет дуга. Или попробуйте положить пистолет на бок, пока не образуется дуга, а затем поверните его в положение сварки.
- Вы получите лучшую очистку и покрытие защитным газом, если вы протолкните сварочную ванну .
- Если при холодном пуске не хватает провара, попробуйте предварительно нагреть заготовку до 200 ℉.
- Увеличивайте скорость движения по мере нагрева тонкого материала.
- Чтобы предотвратить прожог, избегайте плетения (завитков), которое вы используете при сварке стали. Попробуйте двигаться быстро по прямой, сделав небольшую паузу для контроля температуры, только если это необходимо.
- Подкладка из тонкого алюминия и чистой стали для регулирования температуры материала.
- Защитите глаза. Используйте более темный оттенок (11-12) из-за более яркой дуги.
- Алюминий не светится, как сталь, в горячем состоянии, поэтому будьте осторожны с тем, что берете.
- Обязательно протестируйте свою работу.В отличие от стали, сварные швы из алюминиевого сплава обычно не так прочны, как окружающий материал.
Пример: сварка алюминия Hobart Handler 140 MIG без катушечного пистолета
Если вы владелец популярного и доступного сварочного аппарата Hobart Handler 140 MIG, вы можете быть разочарованы, узнав, что ваш сварщик не поддерживает катушечный пистолет, и удивитесь чтобы узнать, что он может сваривать алюминий — прямо из коробки.
Вот как я использовал совершенно новый Hobart 140 для выполнения сплошных сварных швов, соединяющих плоскую алюминиевую заготовку ⅛ дюйма.
О сварочном аппарате
Прочитав руководство пользователя при подготовке к полному обзору, я заметил, что Hobart 140 MIG Welder несовместим с пистолетом Hobart SpoolRunner 100 с катушкой. Но я видел, что в сварочной таблице Хобарта есть настройки для сварки алюминия калибра 16 и 12 с использованием проволоки 0,030 дюйма.
Сварочный аппарат Hobart Handler 140 MIG может сваривать алюминий без катушки.Заинтересовавшись способностями этого успешного сварщика алюминия без катушки, я решил убедиться, прежде чем пропустить стальную проволоку через новый лайнер.
Допускаю, что у меня есть некоторые сомнения, в том числе:
- Вкладыш из рулонной стали
- Система привода проволоки состоит из одного набора приводных роликов
- Зазор между роликами и выходящей направляющей для проволоки
- Напряжение регулируется 5-позиционной ручкой
Но также оптимизм:
- Гильза была сделана из стали, но была новой, чистой и длиной всего 10 футов
- Направляющая для входящей проволоки была из пластика с низким коэффициентом трения
- Похоже, легко устранить сопротивление ступицы катушки
- Производитель предоставил настройки сварки алюминия
Материалы
Я использовал несколько кусков плоского алюминия размером 2 на 36 дюймов и толщиной дюйма.Их протирали ацетоном перед легкой щеткой, чтобы удалить окисление. Затем следует последняя протирка ацетоном для удаления остатков.
Проволока для этого теста представляла собой новую герметичную катушку весом в один фунт из алюминиевого сплава Hobart 0,030 ”ER4043. Каталожный номер h481806-R18.
Настройка
Я экспериментировал с настройками перед запуском демонстрационных сварных швов. Вот окончательные настройки, используемые для сварных швов, которые я вам покажу.
- Натяжение катушки: Устранено все сопротивление катушки за счет откручивания гайки ступицы — нет необходимости снимать пружину или шайбу.
- Приводной валок: Используется гладкий.Ролик 030 ″ /. 035 ″, входящий в комплект сварочного аппарата
- Натяжение привода проволоки установлено на 1,5
- Скорость подачи проволоки установлено на 90 из 100
- Напряжение установлено на 5 из 5
- Контактный наконечник: 0,035 дюйма (также успешно использовался 0,045 дюйма)
- Газ: 100% аргон установлен на 20 куб. Футов в час
- Сопло: газовое сопло MIG выдвинуто примерно на 3/16 дюйма, чтобы поддерживать вылет электрода на ¾ дюйма (убедитесь, что он остается по центру вокруг контактного наконечника)
Примечания:
- Толкает сварочную ванну прямо, устойчивое движение (или пытался)
- Держите кабель резака прямым и поддерживаемым посередине.Стальной вкладыш будет захватывать и удерживать алюминиевую проволоку, если кабель изгибается. Если я оставил пистолет свисающим с края стола, пытаясь очистить птичье гнездо, я не смог бы вытащить провод, пока не распрямляю кабель.
- Предварительно нагретый алюминиевый материал в течение 30-60 секунд с помощью небольшой пропановой горелки. Температура в гараже составляла 40 с, и предварительный нагрев повлиял на успешность и качество начала сварки.
- Положил пистолет на бок, чтобы зажглась дуга, затем повернул в положение сварки.У этого сварочного аппарата нет таймера приработки для снижения скорости проволоки в начале сварки. Когда проволока вылетала из пистолета со скоростью десять дюймов в секунду, начало под небольшим углом давало время для установления дуги, не втыкая проволоку в заготовку.
Результаты
Сплошное изображение из коробки при сварке Hobart 140 на ⅛-дюймовом алюминии. После некоторой практики с использованием рекомендованных производителем настроек, я сделал стабильные сварные швы, которые начинались с небольшого холода, но стабилизировались до стабильной дуги с хорошим проваром.
Поперечный разрез алюминия 1/8 ″, сваренного с помощью сварочного аппарата MIG без катушечного пистолета. (WelditU)Мне следовало бы остановиться здесь, но я хорошо понимал, как это происходит, и у меня под рукой было немного алюминия толщиной 1/16 дюйма. Поэтому я снизил напряжение до положения 3 и оставил регулятор скорости подачи проволоки на 90, чтобы соответствовать диаграмме внутри сварочного аппарата.
Ну, между всеми прожогами и прожогами была настоящая неразбериха. Я не мог хорошо сваривать тонкий материал с любой консистенцией. Мне придется вернуться к этому в другой раз — может быть, с тефлоновым вкладышем.
Посмотрите, как это работает
Вот короткое видео, на котором показан джентльмен, который, похоже, преодолел проблемы с подачей алюминиевой проволоки. В более раннем видео он рассказывает о замене лайнера на нейлон с использованием контактного наконечника увеличенного размера, очень легкого натяжения и очень маленького баллона со 100% -ным аргоном.
Ему удалось наложить более гладкий сварной шов, чем у большинства, с помощью того, что выглядит как простой сварочный аппарат на 90-100 ампер. Бусинка выглядит холодной, поэтому пробитие может быть проблемой. Но хорошее усилие. Его совет о том, чтобы выдвинуть сопло на 1/4 дюйма для сохранения газового покрытия с длинным вылетом, является хорошим, что я добавил выше.
Только начало
Я надеюсь, что эти советы приведут к успеху, если вы решите попробовать сварку алюминия методом MIG без катушечного пистолета.
Сварка алюминия сильно отличается от работы со сталью, и мы коснулись только реальных методов сварки алюминия.
Для получения дополнительной информации хорошее начало — это руководство Lincoln Electric: ALUMINIUM GMAW Gas Metal Arc Welding for Aluminium.
Как сваривать алюминий с помощью катушечного пистолета — Как обращаться с более мягким алюминием
Использование алюминия в качестве материала для изготовления изделий стало широко распространенным.Он используется во многих отраслях для проектирования различных объектов, от предметов домашнего обихода до автомобилей. В связи с широким распространением, потребность в сварке алюминия также значительно выросла.
Алюминий привлекает промышленных дизайнеров по ряду причин. Этот материал не только чрезвычайно легкий, но и обладает исключительной коррозионной стойкостью. Именно по этим причинам алюминий изготавливается самых разных форм и размеров. Однако люди, имеющие значительный опыт в области сварки, знают, насколько сложно сваривать алюминий.
Проблемы сварки алюминия
Сварка алюминия не так проста и понятна, как сварка стали. Алюминий намного мягче стали, что затрудняет его пропускание через гильзу. Оборудование, которое используется для сварки алюминия, должно быть специально адаптировано для работы с этим более мягким металлом. Настройки машины, которые используются для работы с обычной сталью, также необходимо отрегулировать в соответствии с алюминием. Кроме того, алюминиевая проволока настолько мягкая, что ее можно легко сломать или повредить во время подачи.Здесь большое значение имеет катушечный пистолет.
Что такое катушечный пистолет?
Катушечный пистолет — это специализированное сварочное оборудование. Это автономный пистолет, который используется для подачи алюминиевой проволоки с катушек, установленных на пистолете. Эти катушки из алюминия весят 1 фунт и имеют диаметр около 4 дюймов. Особенность, которая делает катушечные пистолеты подходящими для сварки алюминия, заключается в том, что расстояние между проволокой и контактным наконечником значительно уменьшено, обычно менее 12 дюймов, что значительно упрощает подачу мягкого алюминия.
Пистолеты для катушекрекомендуются для более мягкой проволоки и меньшего диаметра. Это очень удобно и экономично для людей, которые часто переключаются между сваркой алюминия и стали.
Золотниковый пистолет по сравнению с обычной установкой для сварки MIG
Основным преимуществом использования катушечных пистолетов является то, что алюминиевая проволока должна подаваться только на короткое расстояние по сравнению с обычной установкой MIG, в которой длина лайнера составляет от 8 до 10 футов. Продвинуть алюминий на такое большое расстояние практически невозможно.Катушечный пистолет устраняет эту проблему и обеспечивает эффективную подачу алюминия для сварки.
Еще одно преимущество пистолета с катушкой по сравнению с обычной установкой MIG состоит в том, что в пистолет загружается 1 фунт алюминиевой проволоки, что обеспечивает стабильную подачу корма. Хотя катушечный пистолет сравнительно менее маневренный по сравнению с обычным MIG, это один из наиболее эффективных способов сварки алюминия.
Сварка алюминия
Чтобы добиться успеха при сварке алюминия, необходимо учитывать определенные факторы.Помимо длины, через которую необходимо протолкнуть алюминиевый подающий элемент, на гладкость и долговечность алюминиевого сварного шва могут влиять многие другие факторы. Эта запись в блоге может оказаться особенно полезной, если вы изо всех сил пытаетесь найти достоверное руководство по сварке алюминия методом MIG с помощью пистолета для катушки.
Методы настройки
Сварка алюминия сильно отличается от сварки стали. Первое и главное соображение при сварке алюминия — это изменения в аппарате, чтобы сделать его пригодным для работы с более мягким алюминием.
Лайнер
Стальной вкладыш со спиральной нарезкой используется для сварки стали, но этот тип вкладыша не подходит для сварки алюминия. Это связано с тем, что этот тип лайнера будет царапать и соскабливать стружку с мягкого алюминия. При сварке алюминия вам понадобится футеровка из нейлона или тефлона. Эти материалы значительно уменьшают трение и предохраняют алюминий от царапин или стружки.
Направляющие для проволоки
Как и лайнер, направляющие для проволоки, подходящие для сварки стали, необходимо менять при сварке алюминия.Направляющие для проволоки из нейлона или тефлона рекомендуются, если вы хотите уменьшить трение и избежать стружки алюминия.
Приводные ролики
Использование приводных роликов с V-образной канавкой — обычная практика при сварке стали. Однако для сварки алюминия на приводных роликах необходимо иметь U-образную канавку. Это связано с тем, что приводные ролики с U-образными канавками не имеют острых краев, которые могут срезать или соскрести алюминий. Следует также уменьшить натяжение приводных роликов, поскольку алюминий слишком мягкий, чтобы выдерживать такое сильное натяжение во время подачи.
Контактные советы
Контактные наконечники сварочного аппарата также необходимо заменить для сварки алюминия. Расширение алюминия при нагревании больше, чем у стали. Поэтому для сварки алюминия требуется сопло с отверстием большего размера в контактном наконечнике.
Напряжение тормоза
Натяжение тормоза также должно быть свободно отрегулировано по сравнению с тем, что установлено для сварки стали. Таким образом, для снятия алюминиевой проволоки с катушки требуется меньшее усилие.
Кабели для пистолета
Прочность колонн алюминия по сравнению со сталью намного ниже.Поэтому пистолет следует держать как можно более прямым, чтобы алюминиевая проволока не запуталась и не протолкнулась через гильзу.
Фактический процесс
Чтобы научиться выполнять сварку алюминия методом MIG с помощью катушечного пистолета и сварочного аппарата, все, что вам нужно сделать, это выполнить простые шаги, перечисленные ниже:
- Если у вас есть катушечный пистолет для сварочного аппарата MIG, вам нужно вставить алюминиевую проволоку в катушечный пистолет. Для этого вам сначала нужно открыть контактный наконечник и крышку канистры вашего катушечного пистолета.
- Возьмите около 8 дюймов алюминиевого провода и закрепите его. После этого проденьте кабель в пистолет. Поместите катушку с алюминиевой проволокой внутрь канистры пистолета и накройте ее. Не забудьте закрыть натяжной рычаг сбоку от пистолета-катушки.
- Выберите контактные наконечники, соответствующие диаметру проволочной ленты. Присоедините контактный наконечник к пистолету с последующей установкой насадки. Как только два компонента будут на месте, ваш катушечный пистолет готов к использованию для сварки алюминия.
- Отрегулируйте натяжение проволоки так, чтобы скорость подачи алюминиевой проволоки была подходящей и постоянной. Если он слишком ослаблен, скорость ощущения алюминиевой проволоки не будет постоянной. Вам необходимо отрегулировать натяжение до точки, при которой проволока начнет выходить плавно и с постоянной скоростью.
- Убедитесь, что вы очистили алюминиевую поверхность, чтобы избавиться от окислов. Вы можете сделать это с помощью ацетона и щетки из нержавеющей стали.
- При сварке всегда сохраняйте угол от 1 до 15 градусов.Это предотвратит появление уродства и сажи сварного шва после завершения.
- Сопло пистолета не должно касаться основного металла. В противном случае он может сгореть.
- Для этого процесса требуется газообразный аргон, чтобы защитить сварной шов от атмосферных воздействий. Катушка пистолета должна быть подключена к положительному концу отсека.
Наконечники для сварки алюминия с помощью катушечного пистолета
Теперь, когда вы знаете, чем MIG-сварка алюминия отличается от MIG-сварки стали и почему обычный сварочный аппарат MIG для стали не подходит для сварки алюминия, мы можем перейти к некоторым полезным советам по сварке алюминия с использованием катушечного пистолета.
Толщина металла
СваркаMIG может применяться для алюминия толщиной 14 и более. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать сварочное оборудование для сварки TIG на переменном токе или импульсной сварки MIG. Чтобы гарантировать, что алюминий не будет потрачен впустую из-за стружки или соскабливания во время кормления, вы всегда должны учитывать толщину алюминиевого материала.
Очистка
Один из самых важных советов, которые помогут вам в эффективной сварке алюминия, — это очистка материала перед сваркой.Оксидный слой следует удалить с алюминия после обезжиривания проволочной щеткой из нержавеющей стали. Обязательно очистите проволочную щетку перед тем, как использовать ее для чистки алюминия. Кроме того, щетку следует использовать только для алюминия.
Защитный газ справа
При сварке алюминия в качестве защитного газа используется 100% аргон, поскольку алюминий является цветным металлом. Экранирование перекачивается с расходом 20-30 кубических футов / час.
Используемый процесс
При сварке алюминия методом MIG струйный перенос является желаемым способом переноса.Причина этого в том, что он плавно переносит маленькие расплавленные капли металла от контактного наконечника к расплавленной сварочной ванне. Поскольку это режим передачи достаточно высокой энергии, его не следует использовать на алюминиевых материалах толщиной менее 14 калибра.
Опции кормления
Хотя мы обсуждали только подачу алюминия с помощью катушечного пистолета, существуют и другие варианты подачи, включая двухтактные системы. Пистолеты с катушкой — отличный вариант, потому что они могут эффективно подавать мягкий алюминий, располагая довольно небольшую сварочную лужу на пистолете, напоминающем пистолет.Катушки также исключают возможность гнездования птиц. С другой стороны, двухтактные системы идеальны, когда сварка должна выполняться вдали от источника питания.
Связанные вопросы
Почему для сварки алюминия рекомендуется катушечный пистолет?
Катушечный пистолет сокращает расстояние, на которое алюминий должен пройти, чтобы достичь сварочной ванны. Поскольку алюминий — очень мягкий материал, он будет поцарапан или поцарапан, если он будет перемещаться на расстояние, равное обычному сварочному аппарату MIG.
Какой вид сварки наиболее подходит для сварки алюминия?
Для сварки алюминия можно использовать сварку TIG и MIG. Основное отличие состоит в том, что для сварки алюминия методом MIG вам потребуется дополнительный компонент. Этот компонент представляет собой катушечный пистолет или пушпульную систему.
Какой защитный газ следует использовать при сварке алюминия?
Для сварки алюминия следует использовать 100% аргон, так как алюминий является цветным металлом.
Похожие сообщения:
Как сваривать алюминий: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, которые недоступны для трудоустройства из-за непрерывного образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие программы повышения квалификации для конкретных производителей, и те, кто работал на должностях, полученных до или во время обучения в области ИМП, где основные рабочие обязанности после окончания обучения соответствуют образовательным и учебным целям программы.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки.Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, на всех кампусах.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные курсы NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запчастям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по занятости и заработной плате, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. (Данные по Массачусетсу и развитию трудовых ресурсов за май 2018 г., просмотр за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетса, составляет от 31 360 до 34 590 долларов США (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г., просмотрено 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
30) Ориентировочная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (данные по Массачусетскому труду и развитию рабочей силы, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов, соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса. составляет от 31 280 до 43 390 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по ЧПУ. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, оператор ЧПУ, подмастерье. слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, США). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
38) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год, Классификация должностей: Автомеханики и механики — 61 700 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество рабочих мест в год. вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. вакансии по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Как сваривать алюминий для сварки MIG, TIG и Stick.
Сварка алюминия намного сложнее, чем сварка стали, из-за различных характеристик металла. Алюминий отличается от стали, потому что он плавится при температуре около 1200 градусов, но покрыт оксидным слоем, который плавится при температуре около 3700 градусов.
Это может быть проблематично, потому что, если вы не очистите оксидный слой, алюминий расплавится под оксидом и смешается с оксидом, образуя ужасно хрупкие сварные швы.
Алюминий также проводит тепло намного быстрее, чем углеродистая сталь, поэтому требуется более высокая сила тока и более быстрое перемещение электрода. Признавая эти различия, мы можем соответствующим образом приспособиться, но это требует навыков.
Сварка алюминия MIG
Вы можете сваривать алюминий с помощью сварочного аппарата MIG, но вам потребуется прикрепить пистолет для катушки.Это довольно запутанный процесс, и вы увидите много разлетающихся искр. Для достижения наилучших результатов предварительно нагрейте металл перед началом сварки.
Что такое катушечный пистолет?
Катушка с проволокой находится в самом пистолете, поэтому проволока проходит меньшее расстояние до входа в сварочную ванну. Вам понадобится катушечный пистолет, потому что алюминиевая проволока намного мягче стальной и не так эффективно проходит через машину.
Посоветуйтесь со сварщиком в настройках перехода на катушечный пистолет.Вам необходимо отключить пистолет MIG и подключить катушку. Обычно на машине есть переключатель, на который вы можете нажать, чтобы сообщить машине, что вы его переключили.
Какой провод MIG для алюминия?
Для сварки алюминия вам понадобится алюминиевая проволока. Популярные алюминиевые проволоки — 4043, 5356 и 5554. Марка проволоки должна соответствовать марке алюминия, который вы свариваете. Убедитесь, что вы знаете свои сплавы. 5356 обеспечивает хорошую прочность на разрыв, в то время как 4043 — популярный кремниевый сплав, который позволяет лучше контролировать сварочную ванну и совместим с рядом основных сплавов.Для приварки 5454 или 5154 к самим себе используйте 5554. Используйте 5356 или 5554 для 5052. Для полной таблицы характеристик см. Эту таблицу от Hobart.
Очистите металл
Когда вы свариваете сталь методом MIG, вы можете получить немного грязи на металле, но с алюминием вам действительно нужно убедиться, что металл чистый. Избавьтесь от масла или загрязнений с поверхности, включая тонкий слой оксида алюминия, который находится на поверхности алюминия. Лучше всего протирать металл заготовки металлической щеткой из нержавеющей стали.
Скорость
Алюминий имеет гораздо более высокую проводимость, чем сталь, поэтому его необходимо использовать при более высоких настройках напряжения. При таком нагреве вам нужно будет быстро перемещать катушечный пистолет и следить за тем, чтобы не прожечь металл, особенно на тонком алюминии. Вместо того, чтобы тянуть бусинку, используйте технику толчка.
Защитный газ
При сварке алюминия методом MIG используйте чистый аргон или смесь аргона и гелия. Гелий более дорогой и, как правило, менее эффективен в качестве защитного газа, но вам может потребоваться его добавление, если вы свариваете более толстые металлы и вам нужно больше тепла.Вы не сможете использовать баллон с CO2 или смесь аргона и CO2 для сварки алюминия методом MIG, потому что CO2 окисляет алюминий.
Узнайте больше о лучших сварщиках MIG.
Сварка TIG Алюминий
Одним из методов, наиболее тесно связанных со сваркой TIG, является сварка алюминия TIG. Это один из самых сложных процессов при сварке, и управлять дугой намного сложнее. Если вы новичок в сварке, вам действительно стоит сначала научиться сваривать сталь TIG, чтобы научиться сварке TIG.Но не бойтесь попробовать!
Переменный ток
Одна важная вещь, которую следует помнить при сварке алюминия TIG, заключается в том, что вам необходимо использовать переменный ток. Переменный ток необходим для прорыва оксидного слоя, покрывающего алюминий. Постоянный ток не прорвет оксидный слой и испортит сварной шов. Вы можете технически сваривать с помощью постоянного тока, но вы получите настоящий беспорядок, потому что вы не сможете разрушить оксид.
Некоторые сварочные аппараты TIG имеют функцию прямоугольной волны, которая очищает металл во время сварки., но вы все равно должны чистить металл вручную. Очень важно сделать все возможное, чтобы оксидный слой не повредил сварной шов. Используйте проволочную щетку, чтобы разрушить оксидный слой, и растворители, чтобы удалить жир, прежде чем приступить к сварке в газовой фазе.
Какой вольфрамовый электрод?
Люди имеют свои личные предпочтения, и разные машины хорошо работают с разными электродами. Если у вас инверторная сварка TIG, то электроды из 100% чистого вольфрама не дадут вам наилучших результатов при более высокой силе тока.Вместо этого попробуйте электроды из 2% -ного торированного вольфрама или 2% -ного лантана, которые работают так же хорошо и могут более эффективно справляться с более высокой силой тока.
Подготовьте электрод, свернув его конец шариком. Вы можете превратить конец в острие шара. Я предпочитаю иметь мяч на конце. Чтобы шарик электрода, просто подсоедините электрод и запустите машину на пару секунд, пока конец не превратится в шарик. Диаметр шара не должен превышать 1,5 диаметра электрода.
Присадочный стержень
Перед тем, как выбрать присадочный стержень, важно знать конкретный сорт алюминия, который вы используете, и выбрать наиболее подходящий. 4043 стержня подойдут для большинства людей.
Предварительный нагрев
Предварительно нагрейте алюминий перед сваркой, и это значительно облегчит вам жизнь. Вы получите лучшее проникновение, и вам будет легче запускать дугу и управлять ею.
Узнайте больше о лучших сварочных аппаратах TIG
Алюминий для палочной сварки
Вы можете сваривать алюминий приклеиванием, но это будет намного более грязным и менее чистым сварным швом.Опять же, вы должны предварительно нагреть алюминий перед сваркой и очистить поверхность металла щеткой из нержавеющей стали. Установите сварочный аппарат в режим обратной полярности DCEP.
Требуется немного терпения для зажигания дуги при сварке алюминия приклеиванием, но у вас все получится.
Электродные стержни
Купите стержневые электроды, специально разработанные для сварки алюминия, например электроды 4043s. Различные стержни работают по-разному, но для этого широко используются стержни 4043.
Убедитесь, что ваше рабочее место достаточно вентилируется, потому что стержни выпускают много дыма.
Электроды выделяют много шлака и очень быстро выгорают, поэтому вам нужно быстро перемещать его по стыку. По завершении вам придется потратить некоторое время на удаление шлака и очистку сварного шва.
Нажмите здесь, чтобы увидеть лучших сварочных аппаратов штангой
- Значение
- Мощность
- Качество сборки
- Функции
- Представление
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий является ЭТОМ материалом, когда речь идет о снижении веса и сохранении устойчивости.Кроме того, привлекает внимание красиво сваренный алюминиевый шов.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех преимуществ, при обработке этого металла есть еще и свои хитрости. Любой, кто когда-либо случайно прожег дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше о том, что важно для сварки алюминия и как правильно сваривать алюминий, в этом блоге.
Что затрудняет сварку алюминия
Алюминий обладает одним свойством, затрудняющим сварку этого металла: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу безошибочный серебристо-серый вид. Но это также делает алюминий коррозионно-стойким к воздействию воды, кислорода и даже многих химикатов. Он, так сказать, защищает алюминий. Эта защита в первую очередь должна быть буквально «взломана», потому что, как и сплошная броня, оксидный слой не позволяет дуге и сварочной ванне образовывать соединение.
Оксидный слой имеет температуру плавления 2050 ° C, сам алюминий плавится прибл. 660 ° C. Таким образом, чтобы расколоть оксидный слой только с помощью сварки, необходимо было нагреть поверхность в три раза выше. При таком высоком потреблении энергии существует большой риск того, что алюминий расплавится, как только оксидный слой разрушится. По этой причине очень важно подготовить алюминий к процессу сварки: нужно удалить оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы делаете все правильно при сварке алюминия
1.Подготовить правильно
Перед тем, как добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. При сварке алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, которую вы предварительно пропитали растворителями, такими как бутанол, ацетон или разбавитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорит в процессе сварки и ее будет труднее удалить после.После удаления всей консистентной смазки и остатков консистентной смазки можно приступить к удалению слоя оксида алюминия . С одной стороны, это хорошо работает с кистью или флисом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и к тому же выглядят не очень красиво. Вместо этого мы рекомендуем использовать синтетический флис, содержащий частицы, связанные с синтетикой, с помощью которых слой можно удалить сравнительно бережно. Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз.Черные, сажистые остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда есть изменение между положительной и отрицательной полуволнами. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемое проплавление, достигается за счет отрицательной полуволны.Электрод также снова остывает. В результате получается идеальная комбинация двух полуволн при сварке на переменном токе.
Особенно при сварке на переменном токе необходимо учитывать еще одну вещь: электродом вы привариваете шар спереди, так называемый калот. Таким образом, вы можете толкать расплавленный оксидный слой вперед, как комья, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые алюминиевые листы — чуть более 10 мм -, мы рекомендуем предварительно нагреть заготовку.Без предварительного нагрева во время сварки в заготовку будет уходить слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать с помощью различных процессов, а именно TIG, MIG и плазменной сварки. Сварка TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения можно хорошо сваривать с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, убедитесь, что край на обратной стороне сломан.Только тогда будет хороший корень, хорошее смачивание металла шва и качественная сварка. Более толстые листы предпочтительно обрабатываются с использованием процесса сварки MIG , поскольку с помощью этих горелок можно добиться более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, так как они позволяют правильно вводить присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.
Другой совет: При сварке алюминия сварочной горелкой MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу лучше работать и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать, используя гибридный процесс лазера и лазерной сварки MIG. Однако наиболее широко используемый процесс сварки алюминия — это процесс TIG на переменном токе.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG / MAG:
Не следует забывать и о оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия.Распространенная ошибка — используется лайнер из стали. Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с оксидами на поверхности. Это потому, что они действуют как изолятор, прерывающий ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
В процессе сварки TIG:
При сварке алюминия на переменном токе в процессе сварки TIG важно правильно выбрать вольфрамовый электрод , поскольку в него не могут входить оксиды.По этой причине вам следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнять основной материал, вызывая накопление небольшого количества остатков в сварном шве. Вы можете увидеть это через маленькие белые точки, что указывает на ошибку привязки. Здесь вступает в игру упомянутая ранее сварка сферического колпачка, чтобы вытеснить оксиды, как комья, вперед.Пурпурный E3 ® , изготовленный из редкоземельных элементов или смешанных оксидов, является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала носителя и лантана в качестве легирующего элемента. Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, необходимо использовать не только специальные изнашиваемые детали для сварки алюминия, но и специальные транспортные ролики для подачи проволоки от сварочного аппарата.Они должны иметь U-образную канавку для предотвращения риска деформации. Провести алюминиевую проволоку более трех и более метров сложно. Двухтактные системы очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате перемещает проволоку вперед.В зависимости от основного материала и желаемых свойств шва выбирается дополнительный материал. Сплавы AlMg имеют более высокую прочность, чем, например, присадочная проволока из AlSi.
5. Правый защитный газ
Инертные газы — аргон или смеси аргона — используются в качестве защитных газов при сварке алюминия. Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Еще одно примечание о газе:
Вы всегда должны помнить о точке росы защитного газа.Аргон 4.6 в основном используется для сварки, его чистота составляет 99,996% и, следовательно, точка росы -62 ° C. Если поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, который идет прямо из баллона. Однако влага всегда может проникнуть через газопровод, например, в процесс сварки, что в свою очередь увеличивает точку росы. Поэтому регулярно проверяйте газовые трубы на предмет конденсации. Если влажность слишком высока, углеводороды могут попасть в сварной шов и сделать его пористым или дефектным.
Наши рекомендации по сварке алюминия
После того, как сварочная станция была настроена для сварки алюминия, мы рекомендуем оставить ее настроенной исключительно для сварки алюминия и настроить другую станцию для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
А после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень которого можно повлиять.Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, а к незакалываемым алюминиевым сплавам относятся AlMn, AlMgMn, AlMg, AlSi и AlSiCu. В зависимости от состава алюминиевого сплава, введенной температуры и температуры во время процесса старения структура решетки этого металла изменяется и, следовательно, механические свойства. Чтобы предотвратить преждевременное выпадение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки упрочняемого алюминия.Поскольку температура старения также влияет на уровень прочности, в принципе справедливо следующее: достижимая прочность уменьшается с повышением температуры.