
Ремонт сварочных инверторов своими руками
Аппарат инверторного типа имеет сложную конструкцию, результатом чего являются меньшие показатели надежности, но более качественная сварка. Как и все приборы, он может сломаться. Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому. Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
 Для ремонта потребуется хорошее знание электротехники, вам предстоит проверка многочисленных транзисторов, диодов, резисторов и стабилизаторов. Для этого вы должны будете пользоваться осциллографом, мультиметром, вольтметром и прочей измерительной техникой. Определение поломки — сложная задача, может потребоваться неоднократная перепроверка всех элементов схемы в заданном порядке. Работа инвертора строится на таком принципе, как поэтапное преобразование сигнала.
Для ремонта потребуется хорошее знание электротехники, вам предстоит проверка многочисленных транзисторов, диодов, резисторов и стабилизаторов. Для этого вы должны будете пользоваться осциллографом, мультиметром, вольтметром и прочей измерительной техникой. Определение поломки — сложная задача, может потребоваться неоднократная перепроверка всех элементов схемы в заданном порядке. Работа инвертора строится на таком принципе, как поэтапное преобразование сигнала.
Сначала, входной выпрямитель выпрямляет ток, а потом инверторный модуль делает ток переменным высокочастотным. После этого, силовой трансформатор осуществляет преобразование высокочастотного тока в сварочный. Далее выходной выпрямитель осуществляет подачу переменного высокочастотного тока, как сварочного. Очень важно разобраться с чертежами и схемой, прежде чем разбирать прибор, поскольку каждый производитель обладает своим видением инвертора.
Как выполняется проверка сварочного инвертора
Ремонт сварочных инверторов своими руками начинается с проверки транзисторов. Эти детали ломаются чаще всего, и подлежат первоочередной проверке. Неисправную деталь можно вычислить визуально, она может быть с поврежденным корпусом и перегоревшими выводами.
Если вы увидели такую деталь, то замените её новой. Если внешние дефекты отсутствуют, возьмите мультиметр и выполните проверку всех транзисторов. Когда обнаружите несправный, замените его точно таким же, но рабочим.
На следующем этапе, нужно осуществить проверку элементов драйвера, то есть силовых транзисторов. Если произошла поломка такого элемента, вместе с ними ломаются детали, приводящие их в действие. Силовые транзисторы проверяются омметром, и есть неисправность, заменяются.
Если поломку не удалось обнаружить, то следует проверить выпрямители. Выпрямителями служат диодные мосты, установленные поверх радиатора. Эти детали – самые жизнеспособные части в инверторе, однако, и они могут выйти из строя.
Чтобы выполнить качественную проверку диодного моста, его нужно отпаять и снять с платы. Таким образом, вам удасца избежать короткого замыкания, да и осуществлять ремонтные работы так существенно легче.
Когда прозванивается группа, и прозвонка осуществляется накоротко, причиной поломки является поврежденный либо просто неисправный диод. Выпаивать мост намного проще паяльником с отсосом.
Ремонт сварочных инверторов своими руками завершается осмотром платы, управляющей ключами. Она является самым сложным элементом инвертора, и остальные части работают благодаря ей. Следует выполнить проверку наличия управляющего сигнала, поступающего к шинкам затворов в ключевом модуле. Данная проверка достаточно легко осуществляется осциллографом. В более сложных и неясных случаях, следует воспользоваться услугами профессионалов и не пробовать исправить что-то самому, дабы не повредить прибор еще сильнее, тем более, если гарантия еще не истекла.
Видео ремонт сварочных инверторов своими руками
sdelaj-sam.com
схемы и диагностика, как отремонтировать
за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.

Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
используются:
- входной ;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.

Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора
Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.
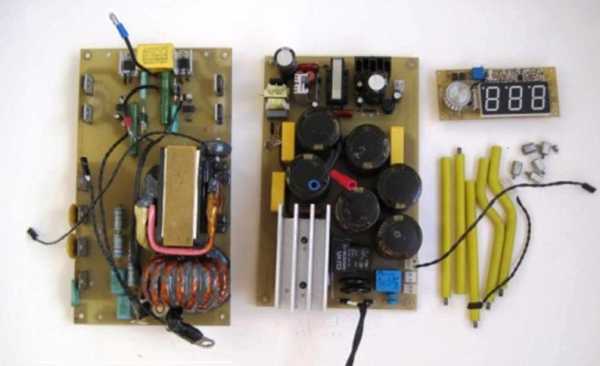
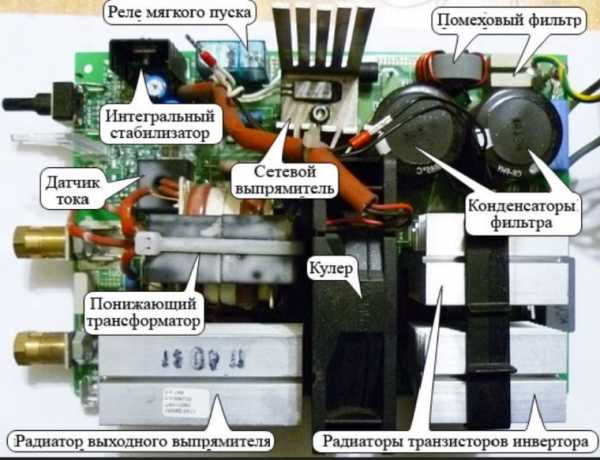
Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Заключение
Ремонт своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
tutsvarka.ru
диагностика, типы неисправностей и методы их устранения своими руками
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
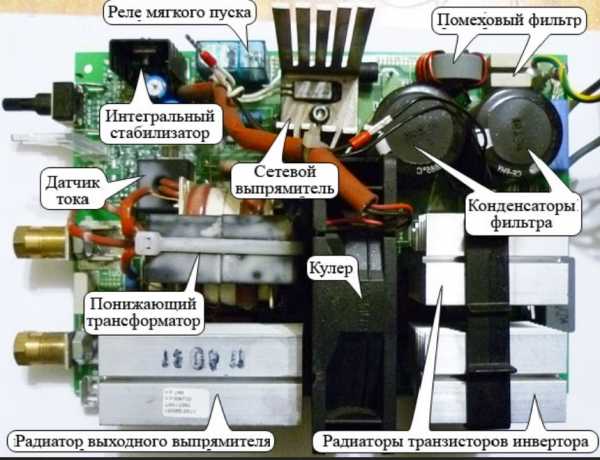
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
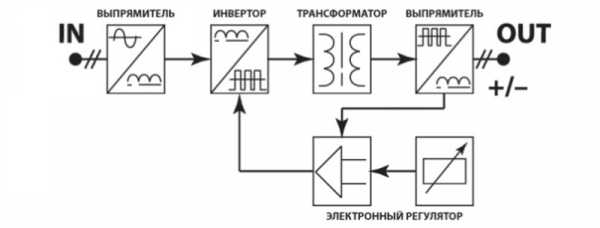
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.

- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.

Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
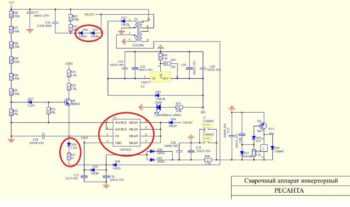
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
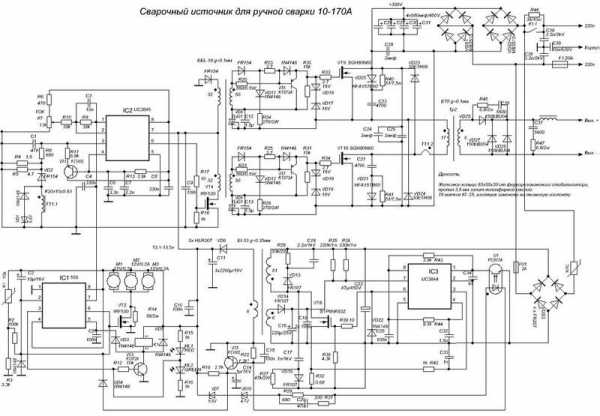
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | |||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
pochini.guru
Ремонт инверторных сварочных аппаратов своими руками
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом». Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко. На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы. Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.
Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания. Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре. Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах. Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор. В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа. Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора. Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора. Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно. Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
rusolymp.ru
Ремонт сварочного инвертора своими руками
Любая техника, когда-то ломается, это относится и к сварочному оборудованию, которое эксплуатируется иногда и в экстремальных режимах. Но ремонт таких сварочных аппаратов в условиях мастерской бывает довольно дорог. Кроме того, во время работы требуется оперативное устранение поломки. Ликвидировать неисправность своими руками и быстрее, и дешевле, нужно только знать принцип работы устройства и элементную полупроводниковую базу. Мы подробно расскажем, как правильно определить неисправность сварочного агрегата и способ его ремонта с минимумом аппаратуры.
Принцип работы сварочного инвертора
Поломка сложной электронной аппаратуры требует оперативного реагирования, а профессиональный ремонт обходится дорого и происходит медленно. Своими руками осуществить ремонт инверторных сварочных аппаратов можно при наличии определённых знаний в области радиоэлектроники и принципов работы такой техники. Необходимо иметь мультиметр с режимом измерения сопротивлений, а также двухлучевой осциллограф, который позволить провести окончательную настройку или выявить неисправность. Часто причина поломки находится на поверхности и её можно определить путем визуального осмотра после вскрытия корпуса, но бывают и более сложные неисправности.
Вскрытие корпуса и визуальный осмотр возможен только после отключения аппарата от электрической сети, помните, что после демонтажа вы лишаетесь права на гарантийный ремонт.

Прежде чем начинать ремонт сварочного аппарата нужно разобраться из каких частей и функциональных элементов он состоит. Чтобы его эффективно отремонтировать, нужно знать соотношение входных, выходных напряжений и формы сигнала на каждой составной части изделия.
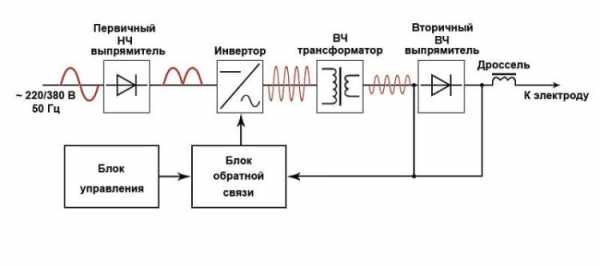
Инверторный сварочный аппарат состоит из следующих элементов:
- низкочастотный выпрямительный блок с фильтром, который преобразовывает переменное сетевое напряжение 220/380 V в постоянное напряжение;
- инверторная схема, преобразующая постоянное напряжение в высокочастотное переменное до 100 кГц;
- высокочастотный понижающий трансформатор, который обеспечивает сварочный ток до 300 А;
- выходной выпрямитель для сварки в режиме ММА;
- регулирующее устройство, которое обеспечивает через обратную связь стабильные характеристики при сварке на разных режимах;
- блок подачи сварочной проволоки при режимах MIG/MAG;
Неисправность может возникнуть в каждой из этих составных частей, поэтому ремонт сварочных аппаратов следует начинать с поступательного анализа работы его узлов. Сначала необходимо ознакомиться с инструкцией, где могут быть объяснены возможные поломки и способы их устранения. Также надо ознакомиться с работой автоматической защиты прибора и с пределами рабочего напряжения.
Важно помнить, что инвертор является источником повышенной опасности, и неосторожное обращение с ним может привести к поражению электрическим током, поэтому, если нет уверенности в своих силах, к ремонту лучше не приступать.
Диагностика неисправностей аппаратуры
Очень распространённой причиной неполадок является несоблюдение рекомендованных производителем условий эксплуатации. Некоторые изделия могут работать в большом диапазоне температур и напряжений, но это скорее исключение, чем правило. Различные неисправности сварочных инверторов случаются довольно редко, благодаря эффективной системе защиты от токов короткого замыкания при залипании электродов и от грубых ошибок неопытного сварщика.
Поэтому причиной некорректной работы могут быть следующие обстоятельства:
- несоответствие однофазного или трёхфазного напряжения, рекомендованного техническими характеристиками инвертора;
- предохранительный сетевой автомат менее 25 А;
- используется удлинитель длиной более 30 м;
- сечение питающего провода менее 2,5 мм2;
- плохой контакт минусового провода со свариваемой деталью;
- неправильно подобран сварочный ток;
- запылённость радиаторов системы охлаждения силовых элементов, что приводит к срабатыванию температурной защиты;
- проникновение влаги внутрь корпуса;
- несоблюдение режима продолжительности нагрузки.
Если все вышеперечисленные причины отсутствуют, а оборудование не работает, то придётся вскрывать корпус. Следующим этапом ремонта сварочного инвертора своими руками является внешний осмотр, который, возможно, позволит локализовать неисправность.
На платах могут быть обнаружены следы подгорания дорожек, указывающие на выход из строя сопротивлений, ёмкостей или полупроводниковых элементов. Здесь для замены необходимо воспользоваться паяльником, и не исключено, что причиной выхода из строя деталей является пробой последующих по схеме полупроводников. В этом случае вам понадобится мультиметр с режимом измерения сопротивлений.
Сопротивление деталей замеряется при выключенном питании и потребуется отпаять силовой диод или транзистор, для более точного и надёжного результата.
Нулевое или бесконечное значение сопротивления говорит о его неисправности и необходимости замены. Выпаивать транзисторы нужно очень осторожно предварительно, открутив их от радиатора и обеспечив целостность токопроводящих дорожек на плате. Некоторые виды неисправностей довольно сложно определить, поскольку выход из строя одного элемента схемотехнического решения, ведёт за собой нарушение работы других деталей.
Поэтому диагностика и ремонт сварочных инверторов своими руками требует хороших знаний и навыков. Для более точного определения причин неработоспособности понадобится использование двухлучевого осциллографа. Он нужен для локализации неисправного блока путём исследования амплитуды и формы входного и выходного напряжения.
Методы ремонта сварочных инверторов
Надёжность полупроводниковых элементов сварочного аппарата и эффективность работы защитных систем практически исключает их выход из строя. Но если это всё же произошло, то, скорее всего, причиной послужило попадание влаги в прибор или же посторонние металлические предметы вызвали замыкание. В этом случае ремонт сварочного инвертора заключается в диагностике поломки, просушки аппарата и удалении посторонних предметов, а также замены неисправных деталей.
Для ремонта вам понадобятся следующие инструменты и оборудование, а именно:
- отвёртка и гаечные ключи;
- паяльник, припой, флюс или канифоль;
- устройство отсоса лишнего припоя;
- мультиметр с режимом измерения сопротивления, тока и напряжения;
- осциллограф двухлучевой для диагностики и окончательной настройки;
- электрическая схема неисправного изделия или аналогичная;
- теплопроводящая паста;
- средство для промывки контактов, токопроводящих дорожек и радиаторов;
- доска из непроводящего материала для удобства диагностики плат при включенном сетевом напряжении.
Важно учесть, что выход из строя силовых элементов аппарата, влечёт за собой возможное выгорание и неисправность соседствующих ёмкостей, сопротивлений и стабилизаторов, а также управляющих микросхем.
После выявления неисправности силовых элементов или схем управления, следует отсоединить детали от радиаторов и отпаять их от плат. При этом нужно пользоваться устройством отсоса излишнего припоя, чтобы облегчить демонтаж элемента и сохранить дорожки платы от деформации. Иначе придётся монтировать дополнительные шины, что не улучшает работоспособность платы. Затем необходимо очистить место демонтажа от флюса и окалины, а радиаторы от остатков старой термопасты и возможного нагара. Убедится в исправности ближайших по схеме компонентов и при необходимости заменить их.
После установки и монтажа новых полупроводниковых или иных деталей, нужно быть уверенным в целостности токопроводящих дорожек, а в случае их повреждения принять меры к устранению недостатков. На очищенные радиаторы нанести новый слой термопасты и закрепить силовые радиодетали. Затем, с помощью тестера, убедиться в исправности подсоединения и включить электропитание инвертора.
Используя осциллограф, проверить корректность работы отдельных узлов, при подключении аппарата к нагрузочному элементу с индикацией и сравнением входных и выходных сигналов. При нормальных характеристиках завершаем ремонт.
Подводим итог
Таким образом, при наличии определённой квалификации, произвести ремонт сварочных инверторов своими руками вполне возможно. Это позволит вам сберечь время и немалые денежные средства. Но в случае возникновения затруднений, нужно всегда обращаться к справочной литературе и к консультации профессионалов. Совместные усилия всегда обеспечат положительный результат.
electrod.biz
виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.
Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Оцените статью: Поделитесь с друзьями!stanok.guru
Ремонт инвертора Telwin 165 своими руками
В данной статье немного приоткроем завесу над буднями обычного сервисного центра по ремонту сварочной техники. Сегодня вашему вниманию представляем ремонт сварочного инвертора Telwin Force 165. Возможно, ознакомившись с предоставленной информацией, вы сможете устранить некоторые неисправности своими руками. И помните, не беритесь за ремонт, если не уверены в своих действиях, в результате, это всегда обходится дорого.
Как ни банально это звучит, ремонт начинается с разборки аппарата. Для начала снимается ручка, которая зафиксирована на 4 винтах. Затем откручиваются 2 винта, расположенные на пластмассовой части (держат переднюю и заднюю панель) и 2 винта, которыми зафиксирован корпус по бокам). Также не забудьте снять ручку регулятора тока, потянув ее на себя, потому что она не позволит передней панели инвертора отделиться от общего корпуса.
Диагностика начинается с поверхностного осмотра платы. Нужно внимательно посмотреть, нет ли перегоревших дорожек, поврежденных элементов и тому подобного. При беглом осмотре сразу видно, что вышел из строя зарядный резистор, который отвечает за плавный заряд конденсаторов.

Без него будет большой удар в сеть. То, что сгорел зарядный конденсатор говорит о 3 вещах:
- Битый диодный мост

- Пробиты электролитические конденсаторы;
- Силовые ключи – IGBT транзисторы.

Приступаем к прозвонке
Начать прозвонку лучше с выходных клемм, таким образом проверяется годность выходного диодного моста.

Затем проверяются
- входной мост с обратной стороны платы;
- диодный мост на предмет КЗ;
- конденсаторы по высокой стороне;
- силовые транзисторы IGBT нужно замерять меду стоком и истоком, то есть между коллектором и эмиттером.

В данном конкретном случае ремонта Telwin Force 165 вышли из строя именно транзисторы.
Обычно, при выгорании транзисторов выгорают и драйверы. В таком случае транзисторы нужно демонтировать. После демонтажа транзисторов нужно проверить исправность драйверов. Для этого находят сопротивления 15 Ом и звонят их в режиме прозвонки тестера. Если они целы, большая вероятность, что драйвер годный. Если же эти резисторы в обрыве, тогда придется полностью проверить драйвер. Рядом расположены диоды и транзисторы, их проверяют на пробой.
Перед включением нужно убедиться, что у нас по высокому нет замыкания (что замыкание было действительно в транзисторах). Проверяем на конденсаторах.
Топология данного инвертора, Telwin 165, это косой полумост. Выходной трансформатор включен между транзисторами. Почему так называется, косой полумост? Транзисторы включены как бы наискось. В другом косом плече моста стоят разрядные диоды. Их нужно прозвонить заранее, потому что при пробое транзисторов очень часто эти диоды тоже пробивает.
Проверяют также супрессоры – снабберы транзисторов. Они вылетают редко.
Если КЗ нет, нужно подать питание и осциллографом посмотреть, какой сигнал приходит на транзисторы. Многие ремонтники смотрят на форму сигналов на затворах, но мы рекомендуем от эмиттера до затвора впаивать конденсатор 220 -1000 пФ. Тем самым имитируется емкость затвора и нагружается цепочка драйвера. Таким образом, весь драйвер выходного транзистора думает, что он работает на затвор транзистора. Осциллограмма будет примерно такой, как при работе с реальным транзистором. Без нагрузки все может хорошо показывать, под нагрузкой – мы увидим, какая будет форма.
Перед подключением питания в обязательном порядке понадобится стоваттная лампочка с двумя проводами. Если вы не опытный ремонтник, вам нужно обрезать дорожку на плате. Дело в том, что вы можете не заметить замкнутый трансформатор, битый снаббер, диоды и т.д. Разрез питающей дорожки вас спасет от дорогостоящего выхода всей силы из строя.

После любой манипуляции, когда вы включили питание, а потом выключили его, нужно на лампочку разрядить конденсаторы. Напряжение на них смертельное, 310В, может быть даже летальный исход.
В процессе наладки, между двумя разрезанными дорожками впаивается лампочка, которая ограничивает ток, идущий через выходную часть. И даже если где-нибудь что-то будет не так (занижена частота, пробиты трансформаторы, выход и т.д.), лампочка просто загорится в полный накал, а все остальное останется целым.
В Telwin Force 165 схема построена следующим образом: как таковая отсутствует дежурка, но … через резистор от сетевого напряжения (310В) заряжаются конденсаторы, которые дают подпитку ШИМу и он короткими импульсами пытается запустить силовую часть. В момент запуска силовой части отвод из силового трансформатора через диод и кренку начинает питать всю схему. Вся схема «заводится» — в этот момент щелкает реле и включается вентилятор. Таким образом производится запуск инвертора, т.е он работает на самоподпитке (не от дежурки). Если вы включили инвертор и щелкнуло реле, завращался вентилятор – это значит, что сила «завелась».
В конкретной рассматриваемой плате при подаче питания на указанных на фото выводах между эмиттером и затвором должны быть короткие «пачки» импульсов – попытки запуска — примерно раз в одну секунду.
Для проверки нужно подпаять минусовой щуп осциллографа на эмиттер.
Важный момент! Напряжение, которое вы подаете, должно быть развязано от сети гальванически, чтобы осциллограф и все остальные приборы, которые вы подключаете, не попали попали под фазу (включая человека, который ремонтирует инвертор).
Другой щуп осциллографа ставится на затвор и подается питание.
На экране осциллографа должны появится серия запускающих импульсов. Значит, драйвер, ТГР, и управляющий ТГРом транзистор – все в рабочем состоянии.
Затем, отключается питание, разряжаются конденсаторы на лампочку и производится переключение на другое плечо.
Проверяются импульсы на другом плече. С помощью осциллографа вы можете измерить размах посчитать их длительность.
Запаиваем весь конечный каскад и пробуем его запустить, потому что все работает в штатном режиме, о чем свидетельствует описанная проверка.
При установке новых силовых IGBT –транзисторов все поверхности алюминиевых радиаторов, к которым они будут прилегать, должны быть идеально чистыми: очищены от любых загрязнений и промыты спиртом.
Проведите пальцем по радиатору в месте установки транзисторов: не должно быть вкраплений, отверстия под резьбу без заусениц и не должны возвышаться (когда откручивают винт, бывает как-бы «вытаскивают» резьбу из алюминия – получается бугор).

Нужно убедиться, что на IGBT-транзисторах нет вкраплений, потому что любая песчинка сделает зазор между транзистором и радиатором, соответственно, функция теплоотвода не будет выполняться в полной мере.
Пасту КПТ-8 (Кремнийоргани́ческая Па́ста Теплопрово́дная) ГОСТ 19783-74, используемую для улучшения теплообмена между мощными электронными компонентами и радиатором, нужно наносить на транзистор исключительно из тюбика. Не нужно выковыривать пасту лопатками из банок.
Пасту нужно мазать как можно меньшим слоем и только на металлическую часть. При затяжке транзистора она должна едва выйти из-под корпуса. Толстый же слой приводит к деформации транзистора.
Радиаторы с транзисторами обратно устанавливаются на плату и запаиваются. В технологический разрез дорожки платы, о котором говорилось ранее, впаивается лампочка, после чего подается питание. Должно щелкнуть реле и включиться вентилятор, это значит, что силовая часть запустилась. Если лампочка не горит, это говорит о том, что все работает нормально и ток покоя в норме.
Нужно проверить выход. На выходных клеммах инвертора должно появиться напряжение. Проводите все работы очень аккуратно, потому что схема в момент проверки находится под высоким напряжением 310В по постоянному току!
К выходным клеммам подключается небольшая лампочка 40 Вт и если все в норме, она должна загореться – силовая часть в рабочем состоянии.
Далее плата промывается изопропиловым спиртом от паяльного флюса, восстанавливается «разорванная» дорожка и нагружается на реостат (проверяется выходной ток).
Регулятор тока выводится на минимум и подключается реостат. Ставятся щупы и снимается напряжение холостого хода. Подключается нагрузка и регулируется ток ручкой инвертора. В данном конкретном случае ремонта ток не регулировался, т.е. был постоянно на максимальном своем значении. Если бы в качестве нагрузки был бы подключен не реостат, а реальный сварочный электрод, при первом же касании о металл этим электродом, вся силовая часть сгорела бы снова, так как инвертор постоянно работает на максимальной своей мощности! Оказывается, изначальная проблема, приведшая к поломке, заключалась в отсутствии регулировки тока. Это говорит о том, что неисправность находится где-то в задающем генераторе. Следствие выбитой силы уже было отремонтировано, а причину – нужно искать.
За регулировку тока отвечает трансформатор, через который проходит первичная обмотка силового трансформатора. Нужно проверить целостность вторичной обмотки этого регулировочного трансформатора. Операционник LM324 проводит сравнение между установленным положением ручки регулятора тока в одном плече и полученными данными с указанного на фото транса в другом плече.

Результаты, полученные операционником, подаются на микросхему ШИМ (задающий генератор работы всей силовой части) и от длительности его импульсов зависит выходной ток. Длительность же импульсов задается операционной микросхемой на основании полученных данных между установленной ручкой и тем, что пришло с трансформатора. В данном случае ремонта данная схема не работает. Нужно устанавливать причину.
Заменой микросхемы компаратора LM324 проблема была решена, а ремонт инвертора завершен. Дальнейшее испытание на реостате показали, что аппарат полностью исправен, а ручка регулировки тока работает, как и положено.
Источник: Powerful Electronics
svarka-master.ru