
Ремонт сварочного инвертора: принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту.
К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети.
При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.
В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства.
Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.
Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно.
- Выпрямитель.

- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).

Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении.
В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.
5000 мкФ).
Обслуживание и ремонт перфоратора своими руками
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора.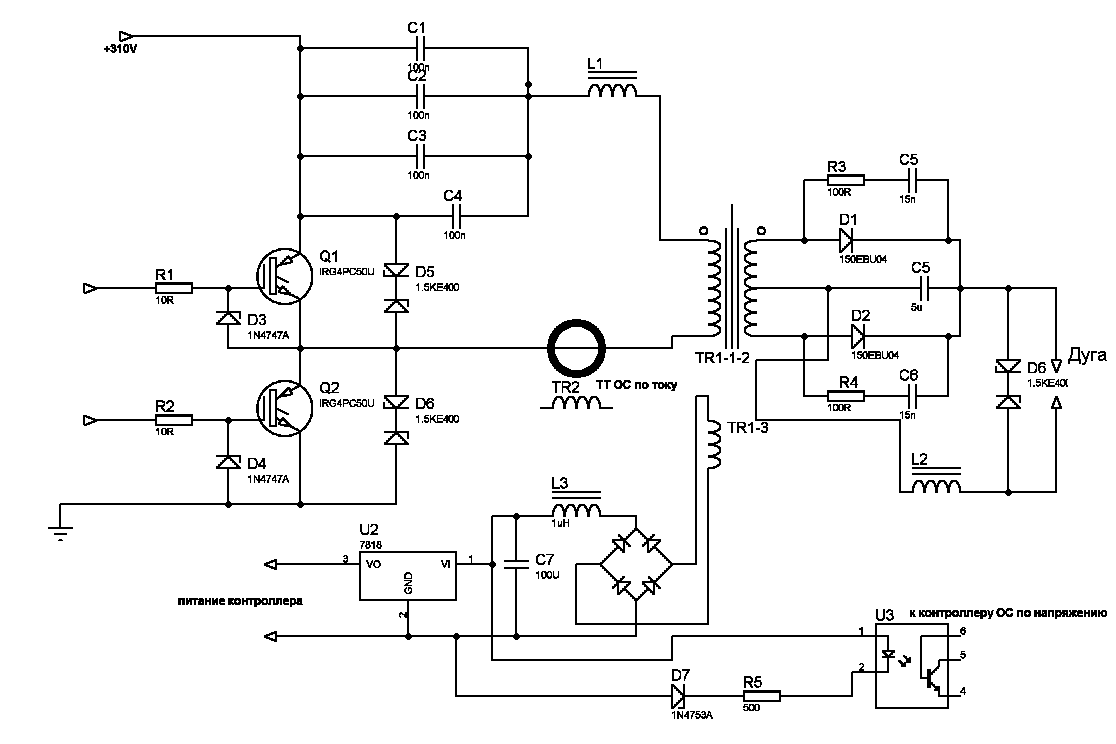
Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника.
Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро.
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Принципы ремонта бензопилы своими руками
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты.
Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его.
При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его.
Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока.
Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3».
Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3».
Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах.
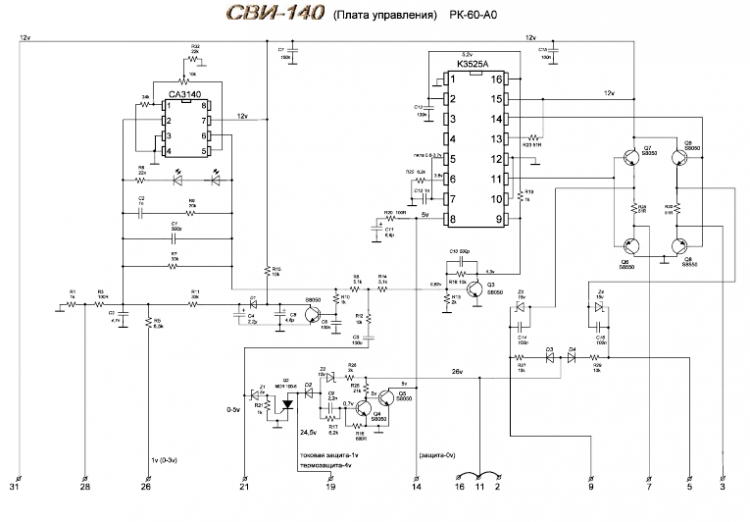
«Слабым местом» сварочника инверторного типа являются плата управления и БП.
Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
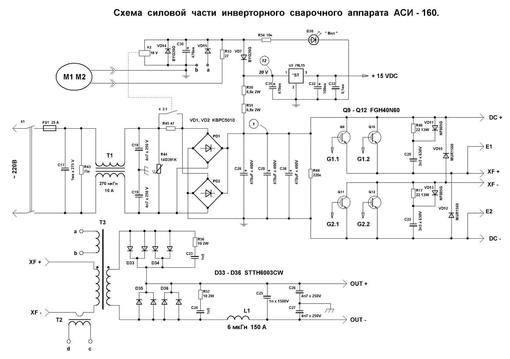
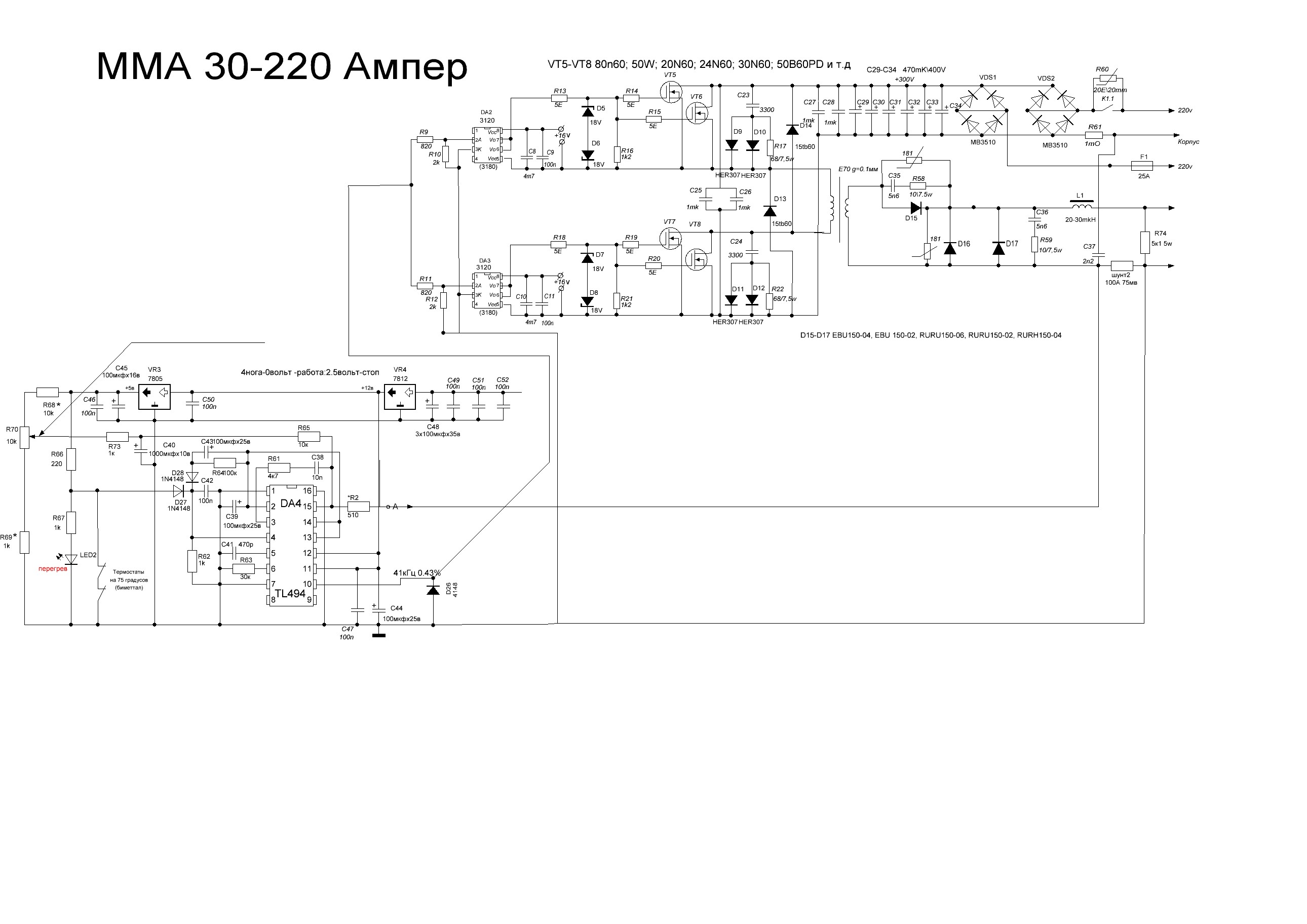
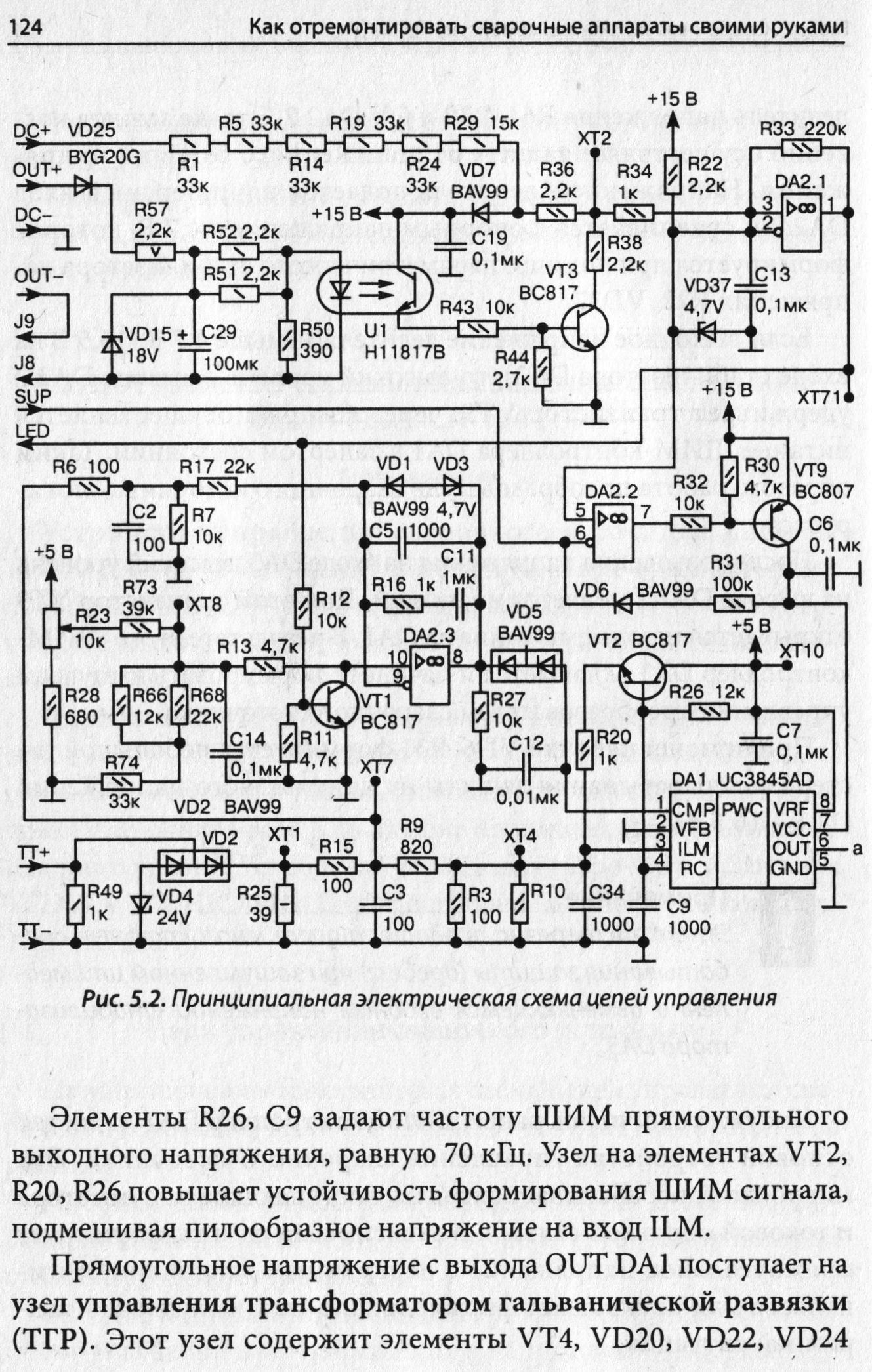
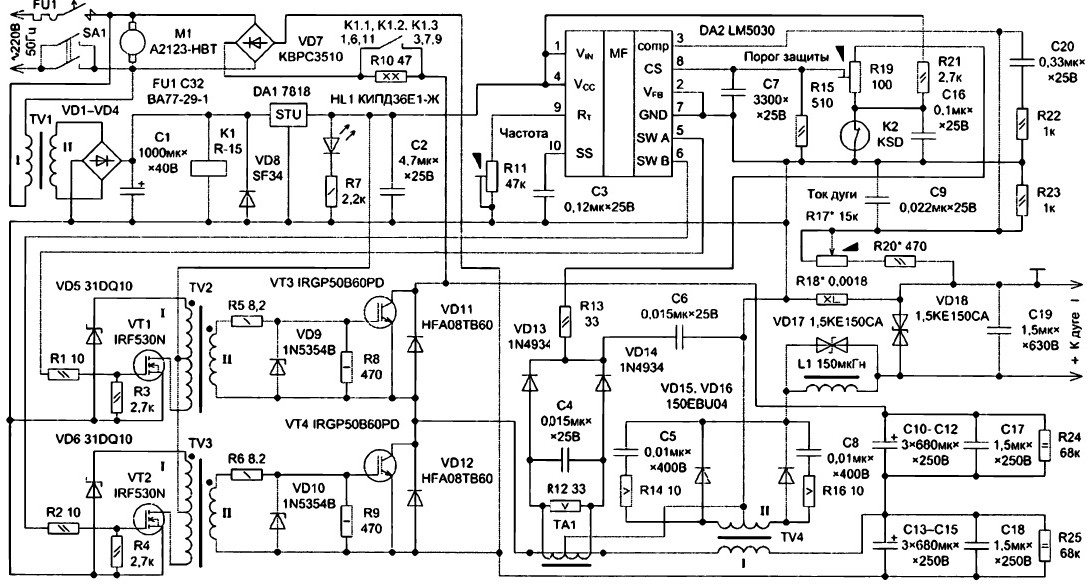
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Источник: https://pochini.guru/remont/svarochnyih-invertorov
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории. Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата.
Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата.
Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.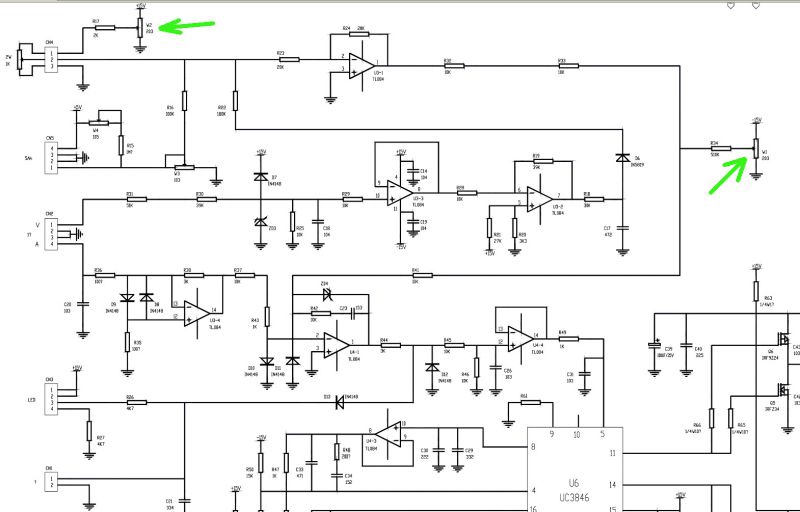
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты.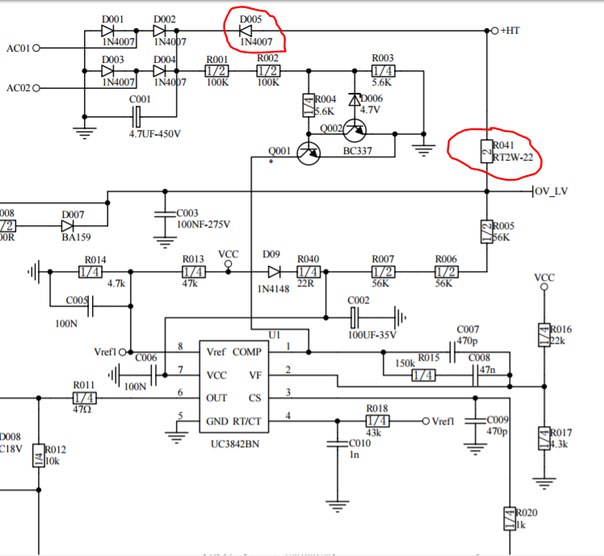
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ).
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник: http://Tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
Ремонт сварочного инвертора своими руками: схемы и диагностика, как отремонтировать
Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.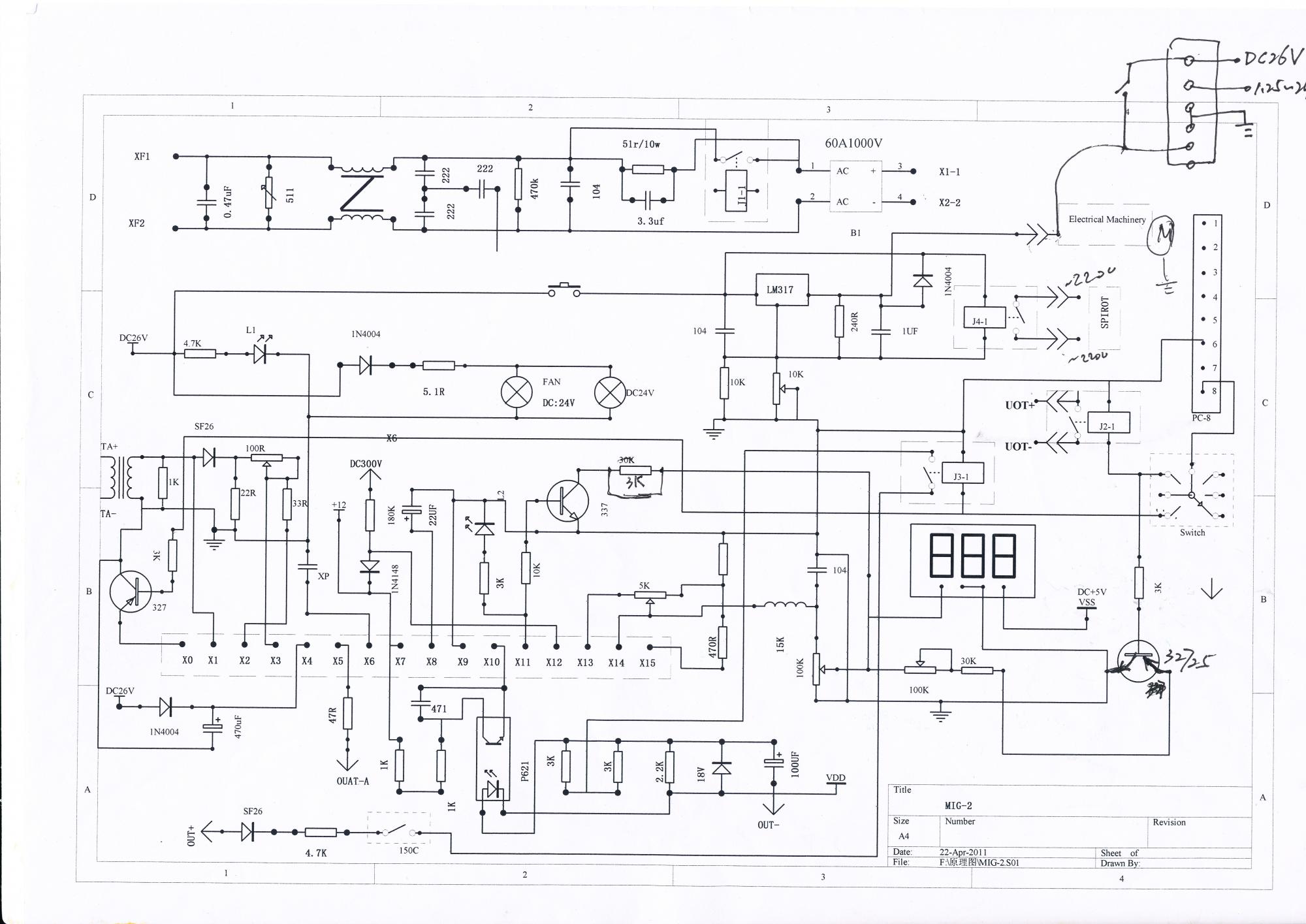
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
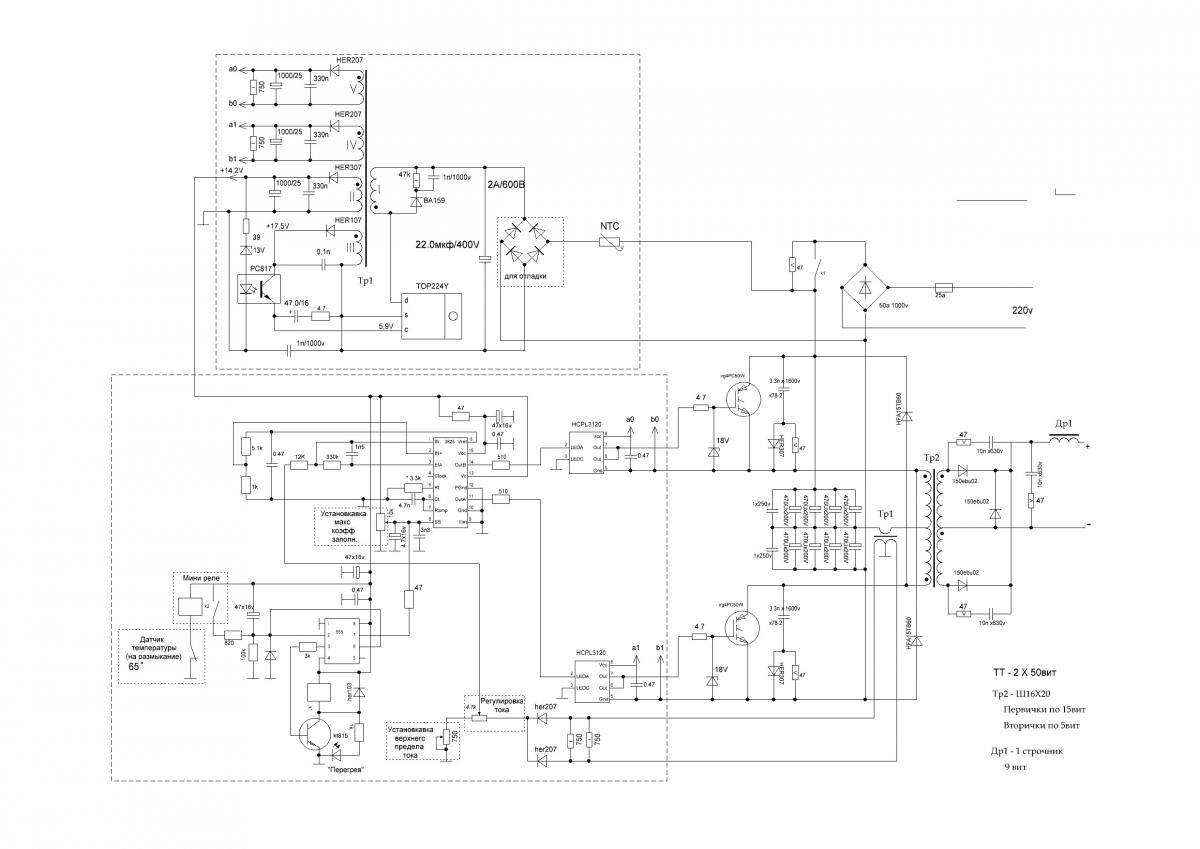
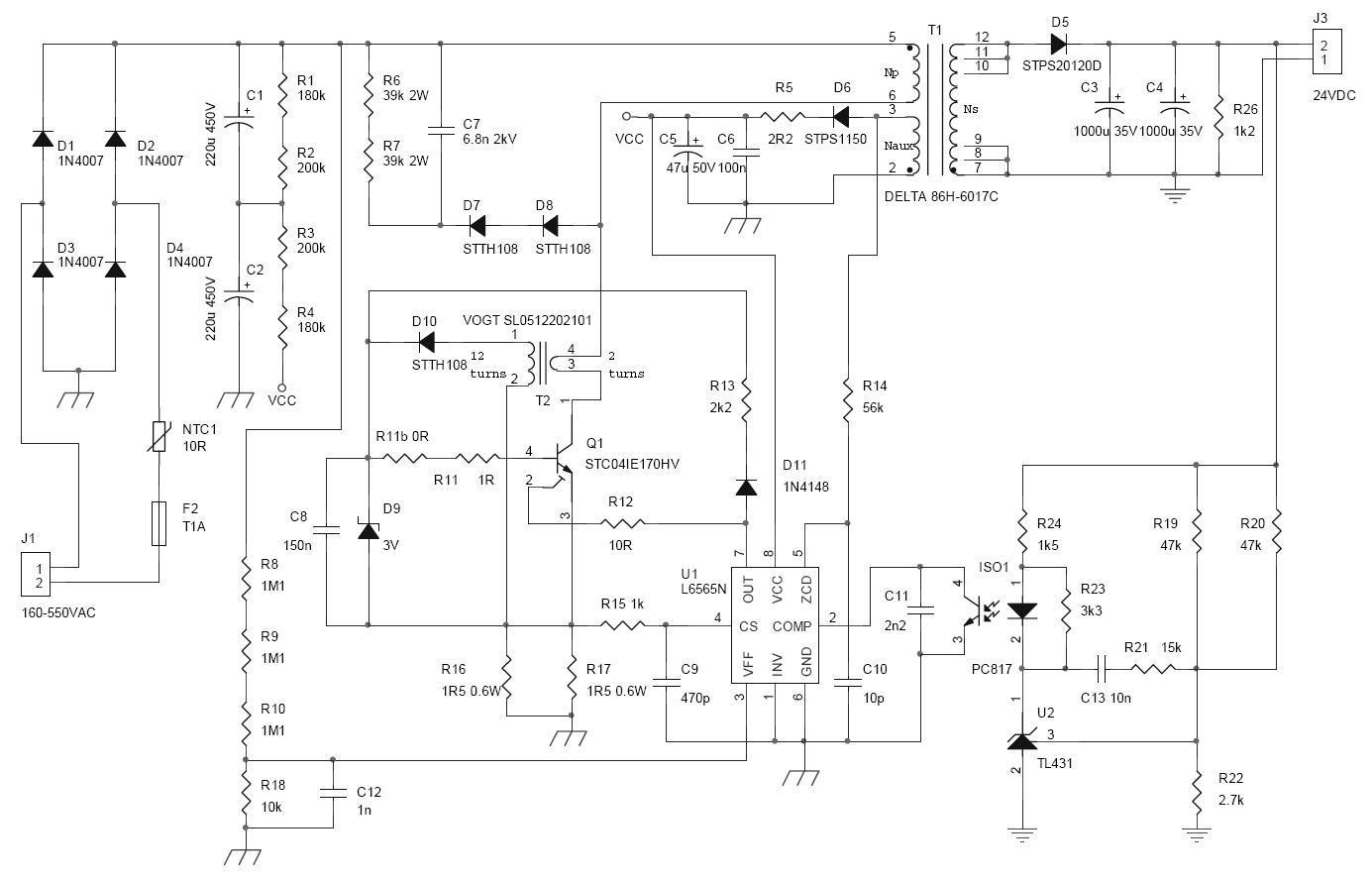
Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
- В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
- Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
- Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.
Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
- Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
- После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
- Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора
Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.

Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.
Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Заключение
Ремонт сварочных инверторов своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
Источник: https://tutsvarka.ru/oborudovanie/remont-svarochnogo-invertora
Как отремонтировать сварочный инвертор своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
- Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти.
- Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов.
- Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например).
Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока.
Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность.
Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока.
Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы.
Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем.
Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Источник: https://tokar.guru/svarka/remont-svarochnyh-invertornyh-apparatov-svoimi-rukami.html
Как отремонтировать сварочный инвертор своими руками?
Предпосылки для проведения ремонта инвертора:
- Горение сварочной дуги сопровождается большим числом брызг от материала электрода. Такой дефект возникает при неправильном выборе тока, диаметра и типа электродов.
- Чрезмерное прилипание к свариваемым деталям. Данная проблема возникает из-за низкого уровня сетевого напряжения.
- При включенном инверторе и при световых индикаторах отсутствует дуга. Отсутствие объясняется наличием перегрева аппарата. Повреждение разъемов проводов сварочного аппарата.
- Отключается напряжение в сети во время сварки. Неправильно подключен автоматический выключатель.
- Инвертор не включается. Отсутствует, либо низкий уровень напряжения в сети.
Этапы проведения диагностики инвертора:
- Визуальный анализ транзисторов.
- Проверка на наличие неисправностей драйверов.
- Проверка работоспособности выпрямителей.
- Анализ работы управляемой платы.
Как самостоятельно сделать ремонт
устройствосхема сварочного инвертора
- Прежде всего, для определения типа неисправности и объема предполагаемых работ, следует вскрыть корпус и провести визуальный осмотр. Часто причиной неправильной работы является плохая пайка кабелей, элементов схемы. Решение такой проблемы — банальная перепайка всех поврежденных контактов и элементов схемы.
Детали, вышедшие из строя можно легко определить визуально – это треснутые элементы, имеющие потемневший корпус, либо вздутые (конденсаторы).
- При смене всех негодных частей схемы, производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате.
Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.
- В случае отсутствия дефектов при визуальном осмотре, применяются специализированные приборы мультиметр, либо омметр.
Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата. Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации – будет замена сломанного транзистора.
- Для более надежного крепления на радиаторе, используется термопаста, обеспечивающая лучший отвод тепла.
- Затем проверяются выходные и входные выпрямители. Они представляют собой установленный мост.
- В случае проверки, выпаивается мост и снимается с радиатора.
- Каждый диод нужно проверить на наличие короткого замыкания, прозвонив каждый элемент отдельно.
- При монтаже нового диода, учитываются рабочие токи порядка 150 – 200 А.
Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
.png.4751b6da4e9c307180fd5b01e577a26e.png)
.jpg)
- Самое сложное при ремонте инверторных сварочных аппаратов – это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
- Применяется осциллограф для проверки подачи сигналов с платы управления на ключи.
- При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
- о ремонте сварочного инвертора в двух частях.
- Часть 1:
- Часть 2:
Проведение проверки драйвера, выпрямителей и полуавтомата
- Контроль элементов драйвера. Зачастую, транзисторы не повреждаются вследствие каких-то аномалий. До поломки транзистора из строя выходят сопутствующие ему элементы – драйвера.
Проверить работоспособность можно при помощи омметра, все запчасти, вышедшие из строя, подвергаются замене.
- Контроль выпрямителей. Выпрямители входные и выходные, являясь диодными мостами, смонтированы на радиаторе.
Эти элементы можно назвать самыми надежными фрагментами инвертора. Для проверки диодного моста, следует отпаять все клеммы и демонтировать с платы.
Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи.
Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода.
- Проверка работы полуавтоматов.
Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава. Самым надежным решением такой поломки является замена сварочного канала.Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового.
Основные неисправности
- Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования.
Это могут быть:
- попадание различных предметов извне;
- смещение катушек;
- замыкание в катушках. Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
- Невысокое значение сварочного тока.
Данный фактор имеет место – в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока. - Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве.
Причина может быть скрыта в таких факторах, как:
- ослабление крепежных элементов, удерживающие детали устройства;
- поломка сердечника;
- смещение катушек;
- перегруженный генератор;
- замыкание сварных проводов. Решение этой проблемы – подкрутить все зажимные элементы, исправить механизмы крепежа сердечника, а также проконтролировать наличие изоляции рабочих кабелей.
- Непрогнозируемое выключение сварочного генератора. Включая аппарат в сеть, происходит срабатывание защиты, и устройство выключается.
В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:
- повреждение конденсаторов;
- замыкание между обмотками либо элементами магнитопровода. Для проведения ремонта, обязательно требуется отключение от сети генератора, затем нужно найти поврежденное место и затем аккуратно устранить его.
- Сильное нагревание сварочного устройства.
Возможные причины:- неправильная эксплуатация, то есть значение питаемого тока выше нормы;
- использование аппарата длительное время без остановок;
- выбран очень большой диаметр электрода;
- Резкий обрыв дуги при сварке.
Причинами могут быть:- замыкание цепи между сварочными контактами;
- нарушение связи между контактами;
- Попадание различного рода влаги, как правило, при работе на открытом пространстве (дождь, снег, град).
- Оседание пыли, скопившейся во внутренней части корпуса, может нарушить нормальный уровень охлаждения электронной системы. Пыль может попасть при сварке на строительных площадках и в различных пыльных средах.
 Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.

Источник: https://ccm-msk.com/kak-otremontirovat-svarochnyy-invertor-svoimi-rukami/
Ремонт сварочных инверторов своими руками – основные положения + Видео
1 Особенности ремонта сварочных инверторов
Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.
Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.
Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.
В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора.
2 Неисправности сварочных инверторов – основные виды и причины
Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы:
- обусловленные неправильным выбором рабочего режима сварки;
- связанные с выходом из строя или неправильной работой электронных компонентов аппарата.
В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:
- Попадание внутрь устройства влаги – чаще всего происходит из-за осадков (снег, дождь).
- Пыль, скопившаяся внутри корпуса, нарушает нормальное охлаждение элементов электронной схемы. Как правило больше всего пыли попадает в аппарат при его эксплуатации на строительных площадках. Чтобы это не послужило причиной поломки инвертора, его необходимо периодически чистить.
- Несоблюдение предусмотренного изготовителем режима непрерывности сварочных работ – также способно привести к выходу из строя электроники инвертора в результате ее перегрева.

3 Наиболее распространенные неисправности инверторных аппаратов
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).
- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.
- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.
 Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).
Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).
4 Самостоятельный ремонт инверторных сварочных аппаратов
О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма. В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний.
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.
Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.
Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов «раскачивающего» их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.
Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.
Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей. Диагностируют этот сигнал с помощью осциллографа.
При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов.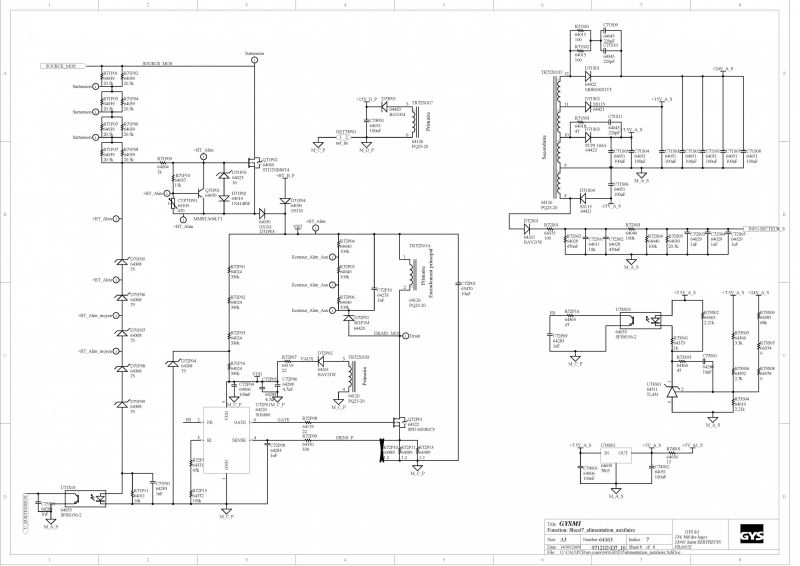 Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
Ремонт сварочного инвертора своими руками
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.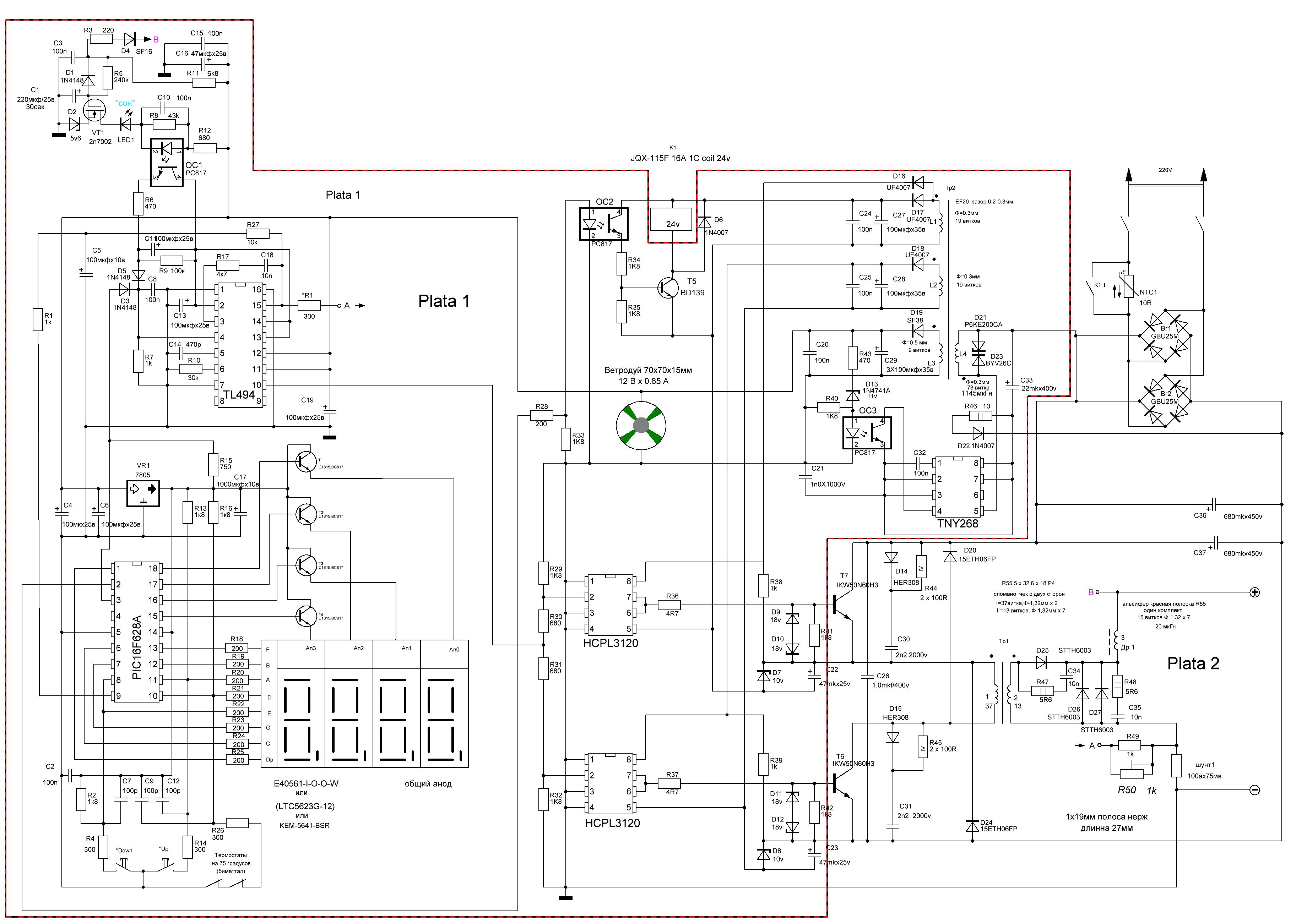
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор. Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.
В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления.Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях. При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов.
При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов.
Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.
Основные причины неисправности
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.

Ремонт сварочного аппарата инверторного типа своими руками
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.
- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки.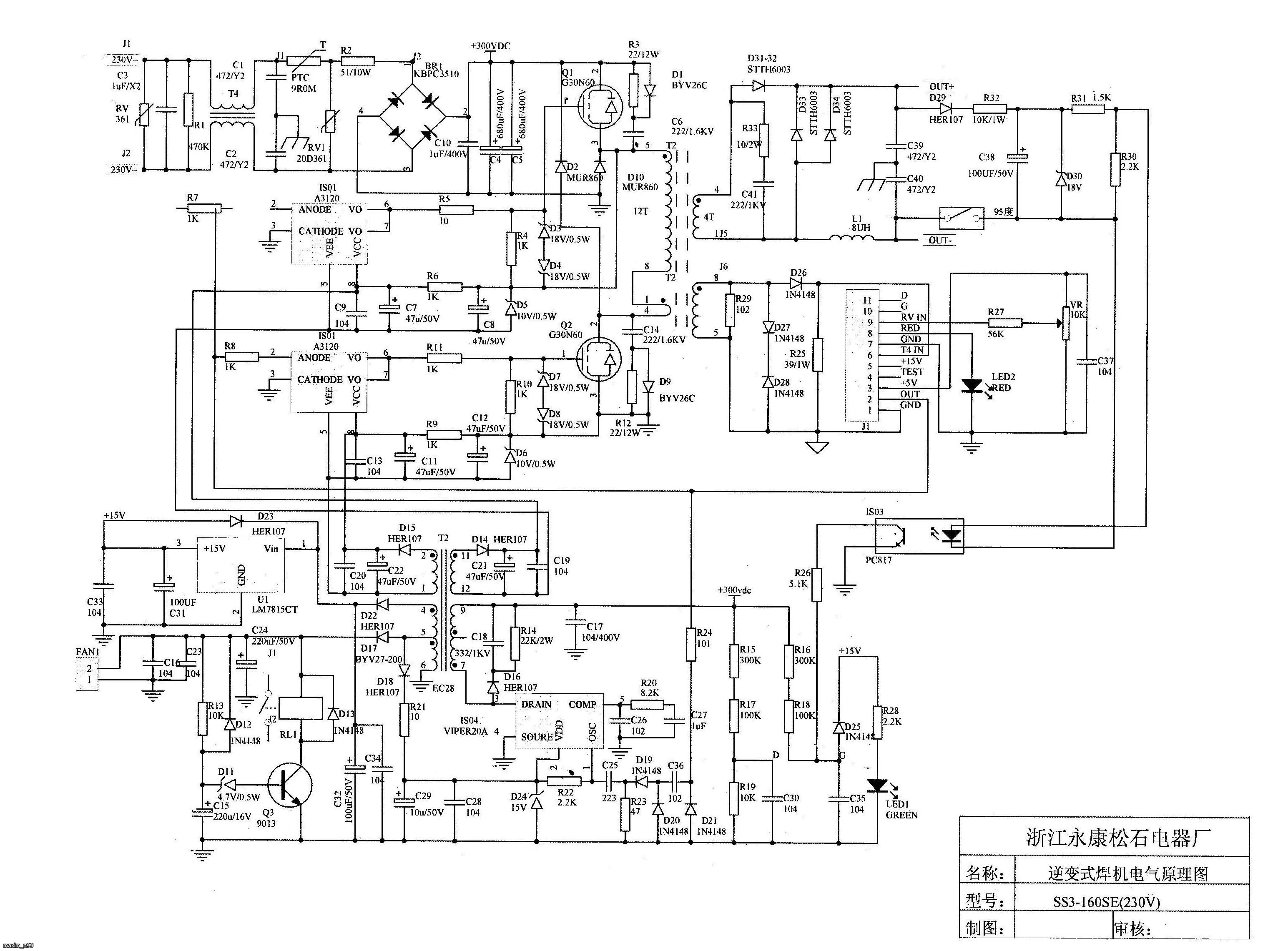 В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы. При подозрении на неисправность транзистор выпаивается из схемы (как проверить транзистор мультиметром — мы уже знаем).
При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.
Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде.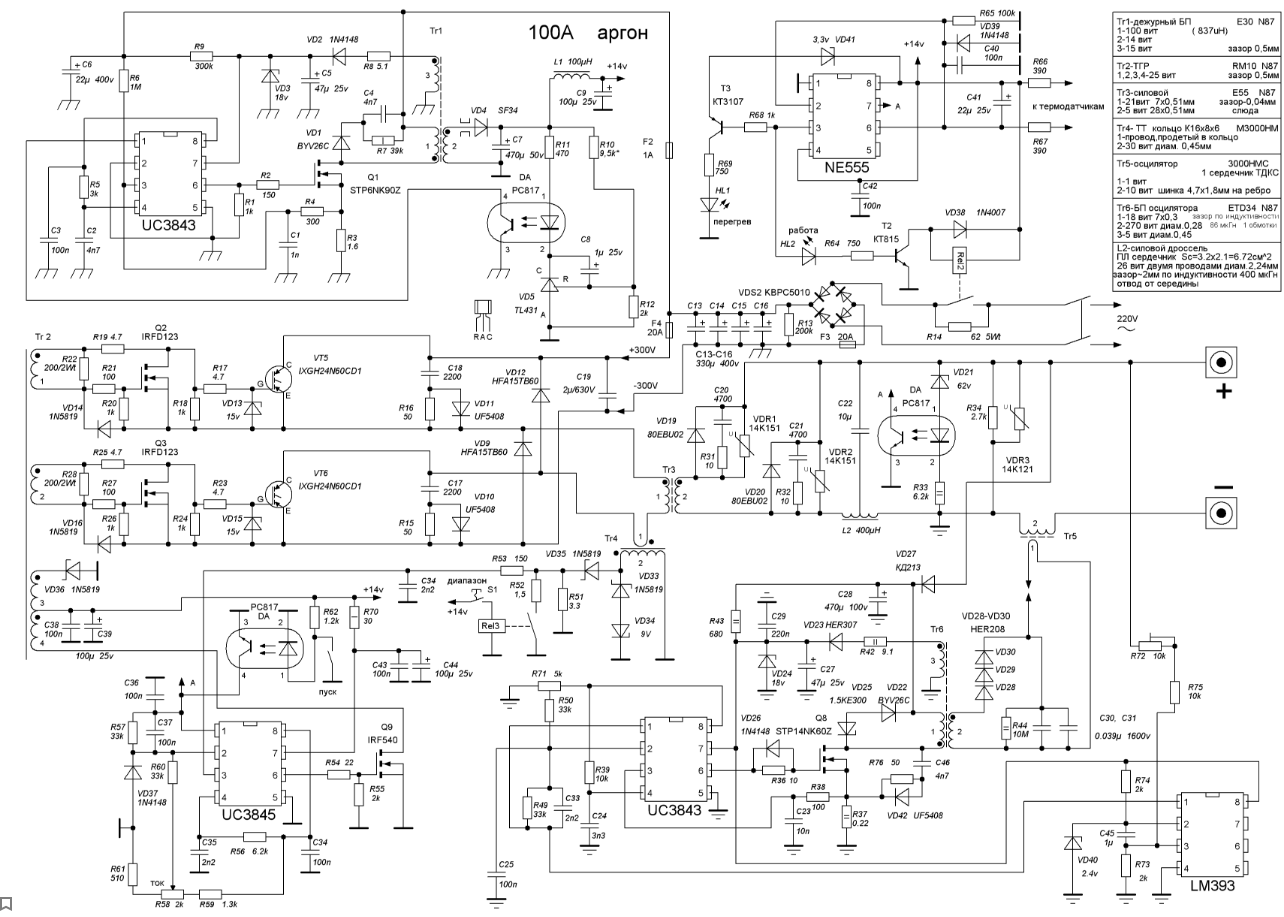 Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности. При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод.
При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод.
Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.
При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
Ремонт сварочного инвертора своими руками
Благодаря своей компактности и широкому диапазону настроек, инверторы активно используются частными сварщиками и мобильными бригадами. Шов, получаемый от подобных аппаратов, отличается хорошей степенью проплавки и чешуйчатости. Сила тока позволяет работать с разной толщиной металла. Но что делать если устройство сломалось? Ситуация осложняется когда гарантия магазина уже истекла, или когда оборудование нужно на ближайшее время для срочной работы. Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Понимание особенностей оборудования
Чтобы ремонт сварочного инвертора своими руками принес результаты, необходимо понимать строение и принцип действия данного устройства. Без этого можно долго смотреть на разобранный аппарат и не замечать причину поломки, находящуюся «на поверхности».
Сварочный инвертор позволяет эффективно работать с металлами разной толщины и производить качественные соединения благодаря преобразованию тока в несколько этапов. В его схему входит четыре ключевых узла:
- выпрямляющий блок;
- инверторный модуль;
- понижающий трансформатор;
- электронный регулятор.
Знание принципа действия аппарата поможет понять на каком этапе возникает несоответствие в работе и выявить причину поломки. Суть процесса заключается в следующем:
- Напряжение из бытовой сети поступает на выпрямитель, который преобразовывает переменный ток в постоянный. Это достигается за счет специально рассчитанного диодного моста.
- Инверторный модуль состоит из ряда транзисторов, способных преобразовывать постоянное напряжение обратно в переменное, но со значительным повышением частотности. Эта величина может достигать значения 100 кГц.
- Понижающий трансформатор снижает поступающее напряжение до безопасных значений, одновременно увеличивая силу тока для сварки. Так, из бытовой сети в 6-25 А, можно получить 200 А, способных варить металл 5-7 мм толщиной.

Это основные элементы, ремонтируемые в сварочных инверторах. Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
С чего начинается ремонт
Ремонт инверторных сварочных аппаратов начинается с анализа причинно-следственной связи в функционировании оборудования. Суть в том, чтобы распознать проблемные «симптомы» устройства и понять какие факторы могут на это влиять.
Например, если дуга горит не естественно, то нет смыла искать проблему в электрической плате, а стоит перенастроить режим сварки. И наоборот, когда аппарат вообще не включается, не стоит крутить переключатели управления в надежде на чудо, а необходимо искать обрыв контакта. У каждой поломки (следствие) существует явление (причина), предшествовавшее ей. Тонкое понимание характера поломки поможет точнее идентифицировать причину.
Поиск причины начинается с визуального осмотра оборудования. Необходимо обнаружить оборванные провода или подгоревшие контакты. Если это не дало результатов, то для ремонта сварочного аппарата своими руками необходимо задействовать тестеры, помогающие найти обрыв в цепи. Последовательный «прозвон» всех ключевых участков поможет найти проблему.
Конечно, для этих действий требуются простейшие навыки в электрике. Возможно, изучение нескольких видео, на которых показан ремонт сварочных инверторов своими руками, и процесс поэтапного осмотра узлов аппарата, поможет обрести уверенность и приступить к делу.
Простейшие причины поломки и их устранение
Не всегда поломка инвертора — это полная неисправность аппарата. Порой, это может быть что-то несерьезное. Поэтому, если оборудование работает, но не корректно, то стоит проверить следующие причины:
| Вид неисправности | Причина | Способ устранения |
| Сварочный металл разлетается в разные стороны. | Выставлена слишком большая сила тока, не соответствующая параметрам электрода. | На пачке электродов указаны оптимальные значения настроек аппарата, которые необходимо переустановить в согласии с этими рекомендациями. |
| Сила тока выставлена правильно, но электрод постоянно прилипает к изделию. | 1. Во входящей сети упало напряжение (менее 220 V). 2. Используется слишком длинный удлинитель. 3. В гнездах кабелей нет плотного контакта. 4. Плохой контакт в розетке сети. 5. Шнур от розетки до аппарата имеет сечение меньше 2.5 мм. | 1. Подождать возобновления уровня напряжения или установить стабилизатор. 2. Если необходим удлинитель, то его сечение должно быть более 4 мм квадратных. 3. Проверить плотность фиксации кабелей в гнездах путем поворота по часовой стрелке до упора. 4. Устранить причину плохого контакта. 5. Заменить провод на аналог с большим сечением. |
| Не зажигается дуга, хотя аппарат работает. | Плохой контакт на массе. | Переподключить контакт массы. |
| Обрыв напряжения при сварке. | Поломан автомат сети или его параметры не соответствуют используемой силе тока. | Заменить автомат. |
| Горит индикатор перегрева. | Это срабатывает при достижении температуры 80 градусов. Сварка велась слишком долго. | Дать остыть аппарату, не ведя работы. |
Проблемы в электронике и их устранение
Ремонт инверторного сварочного аппарата может подразумевать поиск более серьезных поломок и их устранение. Это касается электронной платы и других узлов. Причина может крыться в:
- попадании влаги во внутрь инвертора и замыкании;
- запыление внутренних элементов оборудования, приводящее к перегреву;
- нарушение режимов сварки, повлекшее к перегреву и уменьшению срока работы отдельных деталей.
Поиск перегретых и сгоревших элементов начинается с визуального осмотра. Определить вышедшую из строя деталь можно по нескольким факторам:
- цвет электронного элемента явно потемнел;
- на ножках или клеммах устройства виден черный нагар;
- деталь, впаянная в электронную плату, треснула;
- наблюдается визуальное вздутие предмета в схеме.
В этом случае необходимо выпаять неработающую деталь при помощи паяльника, и заменить на аналогичную. При подборе нового элемента важно, чтобы он имел и соответствующую маркировку, полностью совпадающую с предыдущей. Она часто указывается на корпусе. Если надпись затерлась, то в специальных справочниках можно получить расчеты электронной схемы по задаваемым величинам входящего и выходящего тока.
Еще одной причиной поломки инвертора может быть обрыв кабеля. Стоит проверить каждый провод вручную, слегка подергав за него. Выполнять это следует даже с маленькими проводами от тумблеров и переключателей.
Узлы устройства «прозваниваются» тестером. Начать следует с транзисторного блока, поскольку чаще всего контакт обрывается в нем. Важно проверить не только сами транзисторы, но и их общий контур. После этого, подобной проверке подвергают диодный мост.
Если предыдущие попытки отремонтировать инвертор не принесли успеха, то следует проверить плату управления ключами, влияющую на функционирование всего оборудования. Для этого потребуется раздобыть осциллограф. Проверяется изменение напряжения и частота управляющих сигналов. Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Выполнить ремонт сварочного аппарата своими руками возможно в большинстве случаев. Для этого необходимы элементарные знания электротехники, соответствующее оборудование, и следование изложенным выше рекомендациям. Но если проблема осталась, то необходимо воспользоваться помощью специалистов.
Поделись с друзьями
1
0
0
0
как отремонтировать если не работает, причины + видео
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;
Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
- слабое соединение электродержателя с электродом или кабеля в гнезде аппарата не даёт поджига дуги. Плохой контакт вызывает перегрев в местах соединения проводов, опасный для устройства;
- неправильно подобранные по типу и диаметру электроды не дадут устойчивой сварочной дуги или вызовут большое количество брызг расплавленного металла;
- неисправность регулятора сварочного тока не обеспечивает его стабильного поступления и не даёт возможности им управлять;
- неверно выбранный автоматический выключатель вызывает отключения аппарата;
- выход из строя светового индикатора не остановит работу аппарата, но индикатор требуется заменить;
- перегрев устройства из-за несоблюдения режима сварки зажигает индикатор неисправностей и останавливает работу.
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
- прерывание, пульсацию дуги вызывает нестабильность или низкое значение сварочного тока. Проверяют надёжность подключений или повышают ток. Если в сети присутствуют значительные скачки напряжения, используют стабилизатор;
- сильное разбрызгивание металла провоцирует высокий сварочный ток или неправильно установленная полярность. Решают вопрос понижение силы тока и соблюдение полярности;
- горбатый, с подрезами, шов исправляют повышением тока и правильной установкой полярности;
- пористый шов с большим количеством дефектов получается из-за неподготовленного металла или сварки длинной дугой. Количество дефектов шва можно уменьшить при помощи очистки ржавой и грязной поверхности и приближения электрода к металлу.
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | <3,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Толщина металла, мм | <4 | 4–8 | 4–12 | 12 и > | >12 |
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности:
- сначала прикасаются щупами к крайним ножкам: чёрным — к левой, красным — к правой. В этом положении тестер должен давать показания. При перемене щупов местами показаний быть не должно. Так проверяют все транзисторы, при этом цифровые показатели должны быть примерно равными;
- затем проверяют внутренний диод каждого транзистора, для чего чёрный щуп прикладывают к средней ножке, красный — к левой;
- наконец, транзистор проверяют на затвор. Для этого красный щуп ставят на правую ножку, чёрный оставляют на месте.
Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
- Контакт в кнопке. Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.
Кнопку проверяют в режиме «включено», прозванивая её контакты
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя. Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.
Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
- Силовые узлы. Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
- Плата управления ключами. Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.
Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора. Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Сварочный инвертор своими руками — схемы и инструкции по ремонту
Большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу и габариты конструкции.
На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у них всех очень схожий принцип действия. Чтобы смастерить сварочный инвертор или починить его, необходимо понять, как он функционирует.
Сварочный инвертор своими руками. Схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвер силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная (1) – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
На приведенной ниже схеме изображена силовая часть устройства.
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Чтобы настроить блок питания, необходимо подобрать сопротивление таким образом, чтобы напряжение, которое подается на питание реле, равнялось 20-25 В.
Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик. Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.
Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.
Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, + все сопровождается мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для полного исследования.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного выхода устройства из строя. Чаще всего исправить ситуацию можно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтобы не ухудшить ситуацию.
[Всего: Средний: /5]неисправности аппаратов и как проверить полуавтомат
На чтение 9 мин. Просмотров 16.6k. Опубликовано Обновлено
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
инверторного типа обладает рядом особенностей и преимуществ.Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
[box type=”info”]Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.[/box]Большинство моделей комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Схема сварочного инвертора Бармалей. Сварочный инвертор своими руками. Правила технического обслуживания и ремонта сварки
Сварочный инвертор своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. Если у вас есть опыт и желание, вы можете приобрести необходимые детали и потратить некоторое время на работу.
Для изготовления устройства необходимо запастись всеми необходимыми деталями и аксессуарами.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблематичным в эксплуатации, что заменившие его тиристорные инверторы быстро приобрели всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулирования и стабилизации сварочного тока позволяют легко работать даже новичкам.
Выбор конструкции инвертора
В качестве корпуса можно использовать старый компьютерный блок.
Компоновка самодельного сварочного инвертора неоригинальна и похожа на большинство других конструкций.Большинство деталей можно заменить на аналоги. Необходимо определиться с габаритами устройства и приступить к изготовлению корпуса при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). Если у вас есть алюминиевая шина толщиной 2-4 мм и шириной более 30 мм, вы можете сделать их самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали должны располагаться на ровной поверхности, возможности подключения смотреть согласно принципиальной схеме.
Затем определите место установки вентилятора, чтобы горячий воздух от одних деталей не нагревал другие. В сложной ситуации можно использовать два вентилятора, работающих на вытяжке. Стоимость кулеров невысока, вес тоже незначителен, надежность всего устройства значительно возрастет.
Самыми большими и самыми тяжелыми частями являются трансформатор и дроссель для сглаживания пульсаций. Желательно располагать их по центру или симметрично по краям, чтобы их вес не тянул устройство в сторону.Крайне неудобно работать с устройством, носимым на плече и постоянно скользящим в сторону во время сварки.
При удовлетворительном расположении всех частей нижнюю часть устройства необходимо измерить и вырезать из доступного материала. Материал должен быть токонепроводящим, обычно используют гетинакс, стекловолокно. В отсутствие этих материалов можно использовать древесину, обработанную антипиренами и для защиты от влаги. Последний вариант в чем-то имеет свои преимущества.Для крепления деталей можно использовать винты, а не резьбовые соединения. Это несколько упростит и снизит стоимость производственного процесса.
Схема подключения инвертора
Все инверторы имеют аналогичную блок-схему:
- входной диодный мост, преобразующий переменное напряжение сети в постоянное;
- преобразователь постоянного тока в переменный высокочастотный;
- устройство для понижения высокочастотного напряжения до рабочего; Преобразователь напряжения постоянного тока
- с фильтром сглаживания пульсаций.
Выбранная для самоделок схема устроена по классическому образцу … Основа схемы — наклонный мостик, обеспечивающий наилучшую производительность работы при максимальной простоте и такой стоимости. Цепь питания управляется контроллером TL494. Функции управления и регулировки сварочного тока выполняет микроконтроллер PIC16F628. Также через него реализована защита устройства от перегрева. В зависимости от максимального тока и используемых деталей возможны несколько версий прошивки устройства с разным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтной аппаратуры построен на базе ШИМ-контроллера TNY264.
Принципиальная схема, несмотря на большое количество элементов, выполнена довольно просто. Вся система управления построена на нескольких платах:
- плата элемента питания, два варианта; Выпрямитель
- ;
- две платы управления.
Выпрямительные диоды со схемами защиты, силовые транзисторы, трансформатор, измерительное сопротивление установлены на плате силовых элементов.Требуемый вариант платы необходимо выбирать в соответствии с имеющимися компонентами для сварочного инвертора.
Плата управления мощностью требуется для инверторного устройства.
Плата выпрямителя содержит мостовые элементы, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменение параметров от температуры (термисторы).
Платы управления питанием содержат следующие цепи:
- ШИМ-контроллер с элементами развязки оптопары; Цифровой индикатор
- с кнопками управления;
- элементов питания; Микроконтроллер
- .
Перед сборкой плат дорожки для установки силовых элементов необходимо армировать медным проводом сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника трансформатора сварочного инвертора можно использовать линейные трансформаторы от старых телевизоров. Потребуется шесть трансформаторов типа ТВС110ПЦ15.У. Снимите зажимную скобу с трансформаторов (открутите две гайки M3 и снимите скобу).Обмотку можно разрезать с обеих сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после снятия обмотки сердечник не распадается на две части, нужно зажать его в тисках и разделить легким ударом. Поверхности деталей необходимо очистить от эпоксидной смолы … После подготовки магнитопроводов нужно сделать каркас. Оптимальным материалом для каркаса будет стекловолокно толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики магнитопровода в сборе:
Трансформаторы можно позаимствовать у старого телевизора.
- средняя длина магнитопровода кп = 182 мм;
- размеры окна S 0 = 6,2 см 2;
- сечение магнитопровода S м = 11,7 см 2;
- коэрцитивная сила H c = 12 А / м;
- остаточная магнитная индукция B г = 0,1 Тл;
- магнитная индукция B s = 0,45 Тл (если H = 800 А / м), B m = 0,33 Тл (если H = 100 А / м и t = 60 ° С).
Сечение и количество витков обмоток следует рассчитывать исходя из максимально допустимого рабочего тока устройства.
Обмотки следует располагать по всей ширине окна, чтобы уменьшить потери на накладных расходах.
В качестве материала обмоток для устранения скин-эффекта может использоваться медная фольга или литц необходимого сечения. Изоляционным материалом между слоями и обмотками может быть вощеная бумага, лакированное полотно, ФУМ-лента.
Если необходимо контролировать сварочный ток, можно изготовить трансформатор тока. Для его изготовления вам потребуются два кольца типа К30х18х7.Им нужно намотать в лаковой изоляции 85 витков медной проволоки сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети инвертору не хватает мощности для нормальной работы. Если есть возможность, однофазный инвертор можно преобразовать в трехфазный.
При подключении к однофазной сети (вилка вставлена в розетку) пускатель К1 включается.Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл / выкл) инвертора. Другая пара соединит отрезанные дорожки печатной платы от автоматического выключателя со стационарным выпрямителем.
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подачи напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети желательно использовать розетку 3p + N + E (три фазных провода, нейтраль и земля).Устройство может быть встроено в инвертор или изготовлено как отдельный блок. Изготовление отдельной единицы оптимально при работе на одном месте. При частых движениях носить два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так уж и сложно. При недостатке опыта всегда можно проконсультироваться у специалистов.
В результате вы можете получить отличное устройство с дополнительными функциями, недоступными в коммерческих инверторах.
Ремонт поделки не создаст особых проблем, а пользоваться инструментом в работе доставит удовольствие.
Конструктор и известный ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство — сварочный инвертор. Предлагаем рассмотреть, как сделать сварочный инвертор своими руками с использованием импульсного трансформатора и мощных MOSFET-транзисторов.
Самым важным при проектировании или ремонте покупного или самодельного инвертора является его принципиальная электрическая схема… Мы взяли его из проекта Негуляева на изготовление нашего инвертора.
Производство трансформаторов и дросселей
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Рама трансформатора.
- Медная шина или провод.
- Кронштейн для крепления двух половинок сердечника.
- Лента изоляционная термостойкая.
Для начала нужно запомнить простое правило : обмотки наматываются только на всю ширину рамы, при такой конструкции трансформатор становится более устойчивым к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор намотан медной шиной или пучком проводов. Алюминиевые провода такого же сечения не выдерживают достаточно высокой плотности тока в инверторе.
В этом варианте трансформатора вторичная обмотка должна быть намотана в несколько слоев по принципу сэндвича. Пучок скрученных вместе проводов 2 мм будет служить вторичной обмоткой. Их необходимо изолировать друг от друга, например, с помощью лакового покрытия.
Обмоточные кольца
Между первичной и вторичной обмотками должно быть в два или три раза больше изоляции, чтобы сетевое напряжение, которое в выпрямленном виде составляет 310 вольт, не падало на вторичную обмотку. Для этого лучше всего подойдет фторопластовый термостойкий утеплитель.
Трансформатор можно изготовить не на стандартном сердечнике, используя для этих целей 5 трансформаторов из строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Также необходимо помнить о воздушном зазоре между обмотками и сердечником трансформатора, это способствует его охлаждению.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще 0,5 мм, мы получим скин-эффект, который не очень хорошо влияет на режим работы и тепловые характеристики трансформатора.
Трансформатор тока также сделан на ферритовом сердечнике, который затем будет закреплен на плюсовом проводе питания. Выходы этого трансформатора поступают на плату управления для отслеживания и стабилизации выходного тока.
Дроссель используется для уменьшения пульсаций на выходе устройства и уменьшения количества шумовых выбросов в сеть питания. Также он наматывается на ферритовый каркас любой конструкции, с проводом или шиной, толщина которой соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как сконструировать достаточно мощный инвертор для импульсной сварки в домашних условиях.
Если повторить конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору с помощью специально вырезанной для этого пластины, улучшая тем самым теплоотдачу от транзистора к радиатору.Между радиатором и транзисторами необходимо проложить теплопроводящую, токоведущую прокладку. Это обеспечивает защиту от короткого замыкания между двумя транзисторами.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление аналогично транзисторам. Их выводы соединены между собой неизолированным проводом сечением 4 мм. Следует следить за тем, чтобы провода не соприкасались.
Дроссель прикреплен к основанию сварочного аппарата железной пластиной, размеры которой повторяют форму самого штуцера.Для уменьшения вибрации между дроссельной заслонкой и корпусом ставится резиновое уплотнение.
Видео: Сварочный инвертор своими руками
Все силовые провода внутри корпуса инвертора должны быть разнесены в разные стороны, иначе возможно короткое замыкание. Вентилятор охлаждает одновременно несколько радиаторов, каждый из которых предназначен для отдельной части схемы. Такая конструкция устраняет необходимость в одном вентиляторе, установленном на задней панели корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса; он оптимален как по размеру, так и по мощности. Поскольку вентиляция вторичной обмотки играет важную роль, это следует учитывать при ее размещении.
Схема: сварочный инвертор в разобранном виде
Вес такого инвертора будет от 5 до 10 кг, а его сварочный ток — от 30 до 160 ампер.
Как настроить работу инвертора
Сделать самодельный сварочный инвертор не так уж и сложно, тем более что он практически полностью бесплатный, не считая стоимости некоторых деталей и материалов.Но для настройки собранного устройства может потребоваться помощь специалистов. Как это сделать самому?
Инструкция по самонастройке сварочного инвертора:
- Сначала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также на охлаждающий вентилятор подается напряжение, это предотвратит перегрев конструкции и работа устройства будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядятся от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, что если вы подключите инвертор без токоограничивающего резистора, может произойти взрыв!
- Использование такого резистора значительно снижает броски тока при включении сварочного аппарата в сеть 220 вольт.
- Наш инвертор может выдавать более 100 ампер, это значение зависит от конкретной схемы, используемой в конструкции. Определить это значение с помощью осциллографа несложно. Необходимо измерить частоту поступающих на трансформатор импульсов, они должны быть отношениями 44 и 66 процентов.
- Режим сварки проверяется непосредственно на блоке управления путем подключения вольтметра к выходу усилителя оптопары. Если инвертор небольшой, среднее пиковое напряжение должно быть около 15 вольт.
- Затем проверяется правильность сборки выходного моста, подавая на вход инвертора напряжение 16 В от любого подходящего источника питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных измерений.
- Для сравнения можно проверить работу промышленного инвертора. С помощью осциллографа измеряются импульсы на обеих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проверить работу сварочного инвертора с подключенными силовыми конденсаторами.Меняем напряжение питания с 16 вольт на 220 вольт, подключив прибор напрямую к электросети. С помощью осциллографа, подключенного к выходным MOSFET транзисторам, мы контролируем форму волны, она должна соответствовать тесту пониженного напряжения.
Видео: ремонт сварочного инвертора.
Сварочный инвертор — очень популярное и необходимое устройство, в любой деятельности, как на промышленных предприятиях, так и в быту … Кроме того, за счет использования встроенного выпрямителя и регулятора тока с помощью такой сварки инвертора, можно добиться лучших результатов сварки по сравнению с результатами, которые могут быть достигнуты на традиционных машинах, трансформаторы которых изготовлены из электротехнической стали.
— вещь полезная, как в хозяйстве, так и на производстве. Особенно приятно, когда сварочный инвертор сделан вручную, а не куплен в магазине. Сварочный инвертор Бармалей самодельный имеет два важных преимущества: экономия средств и гарантия качества. Можно собрать сварочный аппарат Бармалей, который будет рассчитан на 160 А, при этом у этого инвертора будет одноплатный вариант.
Технические характеристики:
- Электросеть — 220В;
- Частота сети — 50 Гц;
- Назначение — ручная дуговая сварка металлов и сплавов;
- Максимальный ток -160 А;
- Тип оборудования — инверторное.
Эксплуатация и монтаж оборудования
Сварочный инвертор питается от обычной сети переменного тока 220В, после чего напряжение выпрямляется, сглаживается с помощью конденсаторов. Далее запитываются транзисторные ключи, которые, в свою очередь, целесообразно, в свою очередь, производить качественную переменную величину из постоянного тока, который подается на ферритовые трансформаторы.
С помощью частоты мы имеем возможность уменьшить габариты блока питания, в результате чего используется не железо, а, как правило, феррит.Далее следует трансформатор, выпрямитель для последующего преобразования сварочного тока, а также дроссель. Управление полевыми транзисторами осуществляется с помощью осциллограммы. Измерения на стабилитроне показывают, что рабочий цикл и частота равны 43 и 33 соответственно. В ручном варианте оборудования силовые переключатели IRG4PC50U могут быть заменены на самые современные IRGP4063DPBF.
Таким образом, стабилитрон SK2136 заменен двумя стабилитронами, рассчитанными на 15В и 1.3 Вт встречно подключенных стабилитронов, так как в прежней версии прибора КС2336 стабилитроны греются. После того, как была произведена замена ТЭНов оборудования, проблемы подобного рода полностью не исчезли. Все остальное остается таким же, как показано на схематическом чертеже.
Осциллограмма коллектор-эмиттер нижнего ключа также заслуживает внимания тех, кто собирает сварочный инвертор своими силами. При подаче напряжения 310В с помощью лампы мощностью 150Вт возникает нужная нам картина.Силовой трансформатор намотан на сердечнике B66371-G-X187, # 87, E70 / 33/32 EPCOS. Данные обмотки: первая половина первичной обмотки, после которой наматывается вторичная обмотка, остатки первичной обмотки.
Провод, расположенный как на первичной обмотке, так и на вторичной, имеет диаметр 0,6 миллиметра. Первичная обмотка состоит из 10 проводов толщиной 0,6 мм, скрученных по 18 витков. Первый ряд аккуратно вмещает 9 витков обмотки. После этого остатки причины намотки уходят в сторону, и начинается намотка 6 витков проводом 0.Толщиной 6 мм на полсотни штук, тоже в скрученном состоянии.
Тогда снова должна найти место остаточная масса первичной обмотки в количестве 9 витков. Не забудьте про изоляционный слой, который будет располагаться между слоями. Для межслойной намотки вполне удачно можно использовать кассовую бумагу, иначе намотка не влезет в окно. Каждый из слоев следует тщательно пропитать эпоксидной смолой.
Производим сборку. Между половинками феррита Е70 зазор 0.Требуется 1 миллиметр. Таким образом, на крайние стержни надеваем прокладку от простого кассового чека, после чего все складываем и склеиваем. Можно покрасить матовой краской, затем нанести слой лака для фиксации. Также стоит знать, что в дополнение ко всему, каждую обмотку следует обмотать малярной лентой для большей изоляции.
Не забудьте отметить начало и конец обмоток, так как это пригодится для последующего разделения фаз, а также сборки оборудования.Неправильная фазировка гарантирует, что сварочный инвертор не будет работать вообще или будет работать с половинной мощностью. При подключении устройства к сети выходные конденсаторы заряжаются. Первичный ток довольно велик и может привести к возгоранию диодного моста при коротком замыкании. В связи с этим рекомендуется установка ограничителей заряда конденсаторов.
Сварочный инвертор согласно приведенной выше схеме имеет реле WJ115-1A-12VDC-S. Питание катушки — 12 В постоянного тока, коммутируемая нагрузка 20 А, входное напряжение — 220 В переменного тока.В обычную проволочную обмотку ставят токоограничивающий резистор, например — С5-37 В 10. Альтернативой резисторам могут быть токоограничивающие конденсаторы, включенные в цепь последовательно.
Сегодня широко используемым сварочным аппаратом является сварочный инвертор. Его преимущества — функциональность и производительность. Сделать мини сварочный аппарат своими руками можно без особых денег (потратившись только на расходные материалы), если иметь представление о том, как работает и работает электроника. Хорошие инверторы сегодня дороги, а дешевые инверторы могут расстраивать из-за низкого качества сварки.Перед тем как самому построить такой инструмент, необходимо внимательно изучить схему.
Все компоненты устройства должны быть установлены на основании. Для его изготовления подойдет пластина гетинакс толщиной ½ см. Вырежьте в центре пластины круглое отверстие для вентилятора, которое нужно будет защитить решеткой. Между проводами должно быть воздушное пространство.
Светодиоды, резисторы и ручки тумблера, кабельные зажимы должны быть выведены на переднюю часть основания. Весь этот механизм должен быть снабжен сверху «кожухом», для изготовления которого подойдет винилпласт или текстолит (толщиной не менее 4 мм).На электрододержателе устанавливается кнопка, которая вместе с подключенным кабелем должна быть хорошо изолирована.
Сам процесс сборки не такой уж и сложный. Самый важный этап — это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала нужен инвертор. Подключите питание 15 В к ШИМ , одновременно подключив один конвектор к источнику питания, чтобы снизить тепловую мощность устройства и сделать его тише.
- Чтобы замкнуть резистор, нужно подключить реле … Подключается, когда заряд конденсаторов закончился. Эта процедура значительно снижает колебания напряжения при подключении инвертора к сети 220 В. Если резистор не используется при прямом подключении, может произойти взрыв.
- Затем проверьте, как срабатывают реле. замыкает резистор через несколько секунд после подключения тока к плате ШИМ. Провести диагностику самой платы на наличие прямоугольных импульсов после срабатывания реле.
- Затем подается питание 15В на мост для проверки его исправности и правильности установки. Сила тока не должна превышать 100 мА. Установите ход на холостой ход.
- Проверить правильность установки фаз трансформатора … Для этого можно использовать 2-лучевой осциллограф. Подключите питание к мосту от конденсаторов через лампу 220В 200Вт, перед этим установите частоту ШИМ на 55кГц, подключите осциллограф, посмотрите форму сигнала, убедитесь, что напряжение не поднимается больше 330 В.
- Постепенно увеличивайте ток преобразователя с резистором. Обязательно слушайте прибор и наблюдайте за показаниями осциллографа. Нижний ключ не должен подниматься выше 500 В.Стандартный показатель — 340В. При наличии шума IGBT может выйти из строя.
- Начать сварку через 10 секунд … Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Затем вы можете увеличить время сварки до 1 минуты или более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор остынет, и вы снова сможете начать работу.
Для того, чтобы определить частоту устройства, нужно постепенно снижать частоту ШИМ, пока не появится небольшой поворот на нижнем ключе IGBT. Зафиксируем этот показатель, разделим на два, к полученной сумме прибавим значение частоты перенасыщения. Итоговой суммой будет рабочая частота трансформатора.
Мост должен потреблять ток порядка 150 мА. Свет от лампочки не должен быть ярким, очень яркий свет может указывать на поломку обмотки или ошибки в конструкции моста.
Трансформатор не должен создавать шумовых эффектов. Если они присутствуют, то стоит проверить полярность. Тестовое питание может быть подключено к мосту через бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, идущие от ШИМ, должны быть короткими, скрученными и вдали от источников помех.
Сборка самодельного сварочного инвертора своими руками на видео
Собрать самодельный инверторный сварочный аппарат можно даже домашним мастером, не обладающим глубокими познаниями в электрических процессах.Главное требование — соблюдение технологии установки, соблюдение схемы и понимание принципа работы устройства. Если создать инвертор своими руками, то его параметры и производительность не будут существенно отличаться от заводских моделей, но экономия может оказаться приличной.
Самодельный простой аппарат инверторного типа позволит качественно выполнять сварочные работы. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Технические характеристики
Такой сварочный аппарат для домашнего использования может иметь следующие параметры:
- Уровень напряжения 220 вольт.
- Входной ток — 32 ампера;
- Выходной ток 250 ампер.
Для бытового применения подходит инвертор, который работает от бытовой электросети 220 В. При необходимости можно собрать более мощный прибор, работающий от 380 В. Он имеет более высокую производительность по сравнению с однофазным инвертором. сварочный аппарат.
Особенности функционирования
Для начала необходимо понять, как работает инвертор. По сути, это компьютерный блок питания. В нем вы можете наблюдать превращение электричества в следующей последовательности:
- Входное переменное напряжение преобразуется в постоянное.
- Потребляемый ток частотой 50 Гц преобразуется в высокую частоту.
- Выходное напряжение падает.
- Выходной ток выпрямляется, необходимая частота поддерживается.
Подобные преобразования необходимы для уменьшения веса оборудования и его габаритов.
Аппараты для сварки трансформаторовимеют чувствительный вес и габариты. Благодаря значительной силе тока в них можно проводить дуговую сварку. Для увеличения тока и снижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В результате сварщик трансформатора становится тяжелым и большим.
Инверторный принцип позволяет значительно снизить эти показатели.Схема такого устройства предполагает увеличение частоты до 60-80 кГц, что позволяет уменьшить его габариты и вес. Для реализации такого преобразования используются силовые полевые транзисторы. Они общаются друг с другом именно с этой частотой. Они питаются постоянным током от выпрямительного устройства, которое представляет собой диодный мост. Значение напряжения выравнивается конденсаторами.
После транзисторов ток передается на понижающий трансформатор. Это небольшая катушка. Малые габариты трансформаторной катушки инвертора обеспечиваются умножением частоты полевых транзисторов.В результате получаются характеристики, аналогичные характеристикам трансформаторного устройства, но с меньшими массой и габаритами.
Что нужно для сборки
Для создания такой самоделки необходимо учитывать характеристики схемы, то есть напряжение и потребляемый ток. Выходного тока 250 ампер достаточно для создания прочного шва. Для реализации идеи необходимы следующие реквизиты:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0.3 мм).
- 3 обмотки. Снаружи: 20 витков, ⌀ 0,35 мм. В середине: 15 и ⌀ 0,2. Внутри 15 и ⌀ 1 мм.
Кроме того, перед началом сборки инвертора необходимо подготовить инструменты и элементы для разработки. электронные схемы … Вам потребуется:
- Отвертки;
- Паяльник;
- Ножовка по металлу;
- Крепежные изделия;
- Электронные элементы;
- Провода медные;
- Термобумага;
- Электротехническая сталь;
- Стекловолокно;
- Текстолит;
- Mica.
Схема
Принципиальная электрическая схема инвертора — один из важнейших моментов при проектировании или ремонте инверторного устройства. Поэтому рекомендуем сначала подробно изучить варианты, а затем приступить к их реализации.
Список радиоэлементов
Силовая часть
Блок питания играет одну из ведущих ролей в инверторном аппарате. Это трансформатор, намотанный на феррите.Обеспечивает стабильное падение напряжения и увеличение тока. Требуется 2 ядра Ø20х208 2000 нм.
Термобумага используется для создания теплоизоляции между обмотками инвертора. Чтобы свести к минимуму негативное влияние постоянных падений напряжения в сети, обмотку следует проводить по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют использовать медный лист, который имеет ширину 40 мм и толщину 0,3 мм.Его нужно завернуть в термобумагу толщиной 0,05 миллиметра (кассовую ленту). Специалисты объясняют это тем, что во время сварки на поверхность толстых проволок навязывается ток высокой частоты, при этом сердечник не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Этот эффект можно устранить, используя проводники с большой площадью поверхности.
Аналог медного олова, который разрешено использовать, — провод ПЭВ сечением 0,5-0.7 мм. Он скручен с воздушными зазорами между проводниками для уменьшения нагрева.
После создания первичного слоя экранирующая проволока со стеклотканью наматывается в том же направлении. Этот провод (аналогичного диаметра) должен полностью покрывать стекловолокно. Таким же образом необходимо поступить и с другими обмотками трансформатора. Их необходимо изолировать друг от друга с помощью указанных выше изоляторов.
Для того, чтобы напряжение от трансформатора до реле было на уровне 20-25 вольт, необходимо правильно подобрать резисторы.Основная задача блока питания инвертора — преобразование переменного тока в постоянный. Это реализовано схемой диодного моста типа «косой мост».
Во время работы диоды инверторного устройства нагреваются. Поэтому их необходимо разместить на радиаторе. Допускается использование радиаторов от компьютеров. К счастью, сейчас они широко распространены и недороги. Вам понадобится 2 радиатора. Верхний элемент моста закреплен на одном, а нижний — на втором.В этом случае при установке первого необходимо использовать слюдяную прокладку, а во втором — термопасту.
Выход диодного моста находится в том же направлении, что и выход транзисторов. Используйте провода не длиннее 15 см. Основа инверторного блока — транзисторы. Мостик необходимо отделить от блока питания листом металла, который впоследствии крепится к корпусу.
Монтаж диодов на радиатор
Инверторный блок
Основная задача этого инверторного блока — преобразование выпрямленного тока в высокочастотную переменную составляющую.Силовые транзисторы предназначены для выполнения этой функции, открывая и закрываясь с высокой частотой.
Преобразователь инверторного устройства лучше создавать не на одном более мощном транзисторе, а на нескольких более слабых. Это стабилизирует частоту тока и сводит к минимуму шум во время сварки.
Конденсаторы должны присутствовать в цепи инвертора. Они соединены последовательно. Выполняют 2 основные задачи:
- Минимизирует резонансное излучение источника питания.
- Снижает потери транзисторного блока после включения. Объясняется это тем, что транзистор открывается раньше. Скорость закрытия заметно меньше. В этом случае происходит потеря тока и ключи в транзисторном блоке нагреваются.
Система охлаждения
Силовые элементы преобразователя во время сварки сильно нагреваются. Это могло быть причиной поломки. Во избежание этого, помимо упомянутых выше радиаторов, следует использовать вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Может быть достаточно одного вентилятора достаточной мощности. Однако при использовании элементов старого ПК может потребоваться до 6 штук, 3 из которых необходимо разместить возле трансформатора.
Для полной защиты самодельного инвертора от перегрева можно использовать датчик температуры. Его следует монтировать на самом горячем элементе с радиатором. Элемент сможет отключать питание при достижении определенной температуры, а индикация будет сигнализировать о критическом уровне.
Для эффективной и стабильной работы инверторной системы вентиляции необходимо всегда обеспечивать правильный приток воздуха.Для этого отверстия, через которые будет забираться воздух, не должны быть ничем загорожены. В корпусе инвертора должно быть предусмотрено достаточное количество отверстий. В этом случае их необходимо разместить на противоположных поверхностях корпуса.
Контроль
При размещении электронных плат прибора можно использовать фольгированный текстолит толщиной 0,5 — 1 миллиметр.
Для обеспечения автоматического управления работой инверторной сварки необходимо приобрести и установить ШИМ-контроллер.Он стабилизирует сварочный ток и уровень напряжения. Для удобства управления все элементы управления и точки подключения размещены в передней части.
Корпус
После создания основных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании необходимо учитывать ширину трансформатора, так как он должен свободно помещаться в корпусе. Исходя из этого размера, вы должны добавить около 70% места для остальных деталей. Защитный кожух может быть изготовлен из листового железа 0.Толщина 5-1 мм. Соединение элементов может осуществляться сваркой, болтами. Более сложным вариантом станет цельная конструкция из гнутого сырья. Для переноски устройства требуются ручки и зажимы для ремня.
При проектировании инвертора следует учитывать возможность легкой разборки для доступа к внутренним компонентам для облегчения ремонта. На лицевой стороне также должно быть указано:
- Токовый выключатель;
- Кнопка, с помощью которой устройство будет включаться / выключаться;
- Элементы световой индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашены порошковой краской. В быту можно использовать обычную краску. Стоит нанести покрытие, чтобы исключить появление ржавчины.
Подключение
Сварочный аппарат в сборе необходимо подключить к электросети. При подключении к розетке необходимо предусмотреть предохранитель или автоматический выключатель. Для защиты входа инвертора можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, можно использовать удлинительный кабель.
Устройство включается по стандартной схеме — кнопкой «вкл / выкл». Индикатор должен загореться, обычно для этого используется зеленый светодиод.
Подключать к сети необходимо проводом сечением не менее 1,5 мм 2. Однако оптимальным сечением будет провод 2,5 мм 2.
Перед подключением прибора к электросети проверьте изоляцию всех высоковольтных элементов от частей корпуса.
Функциональная проверка
После проведения всех монтажных и наладочных работ необходимо проверить работоспособность созданного инвертора.
По рекомендациям специалистов необходимо проверить силу тока и напряжение прибора с помощью осциллографа. В нижнем контуре напряжения должно быть до 500 вольт, не превышая значение 550 В. Если все требования конструкции соблюдены, то уровень напряжения будет 330 — 350 вольт. Но такой способ доступен не всегда, ведь не в каждом доме есть свой подобный измерительный прибор.
Часто проверка выполняется непосредственно сварщиком.Для этого создается пробный шов с полным прогоранием электрода. По окончании пробной сварки необходимо проверить температуру трансформатора. Если зашкаливает, значит, в схеме есть недостатки и все нужно перепроверить.
Если температура блока питания в норме, то можно провести еще 2-3 пробных запуска. Затем проверьте температуру радиаторов. Еще они могут перегреться. Если через две-три минуты они придут в норму, то можно смело продолжать работу.
Порядок сборки устройства не сложен. Самый важный шаг — это установка инверторного блока. Возможно, вам придется обратиться за помощью к специалисту.
1. Для начала нужно подключить к ШИМ 15 вольт при одновременном подключении одного конвектора. Это уменьшит нагрев и шум во время работы.
2. Чтобы замкнуть резистор, необходимо подключить реле. Подключается по окончании зарядки конденсаторов. Благодаря этому можно значительно снизить колебания напряжения при подключении к электросети 220 вольт.Риск взрыва без резистора при прямом подключении.
3. Проверьте работу реле включения резистора через пару секунд после подачи тока на плату ШИМ. Проверить наличие на плате прямоугольного импульса после срабатывания реле.
4. Подать напряжение 15 В на мост для проверки его работоспособности и правильности сборки. Сила тока не должна превышать 100 мА на холостом ходу.
5. Проверка правильности размещения фаз. Воспользуйтесь осциллографом.В мостовую схему от конденсаторов через лампу поступает 200 вольт при нагрузке 200 Вт. Частота ШИМ установлена на 55 кГц. Подключается осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Чтобы определить частоту устройства, медленно понижайте частоту ШИМ до тех пор, пока не произойдет легкий поворот ключа IGBT. Полученное значение частоты необходимо разделить на 2 и добавить частоту перенасыщения. В результате будут получены колебания рабочей частоты трансформатора.
Трансформатор устройства не должен шуметь. Если есть, проверьте полярность. Диодный мост можно запитать для проверки через подходящую бытовую технику … Например, подойдет чайник мощностью 3000 Вт.
Проводники, ведущие к ШИМ, должны быть короткими. Их нужно скручивать и размещать подальше от источника помех.
6. С помощью резистора постепенно увеличивают ток. В этом случае необходимо прослушивать инвертор и контролировать значения осциллографа.На нижнем ключе не должно быть больше 500 вольт. Среднее значение — 340. Если присутствуют шумы, возможно повреждение IGBT.
7. Начните сварку через 10 секунд. Радиаторы проверяют, если они не нагрелись, то работу следует продлить еще на 20 секунд. После второй проверки сварка может длиться от одной минуты или дольше.
Безопасность
Все выполняемые операции, за исключением проверки работоспособности, должны выполняться исключительно на обесточенном оборудовании.Рекомендуется заранее проверить каждый элемент, чтобы после установки он не вышел из строя из-за перенапряжения. Также обязательны основные правила электробезопасности.
Таким образом, делать инверторную сварку своими руками может практически каждый. Предлагаемое описание должно помочь разобраться во всех нюансах. Если изучить видео-уроки и фотоматериалы, то собрать устройство не составит труда.
Как выбрать источник сварочного тока
СварщикамDIY следует подумать о приобретении сварочного аппарата SMAW с функцией горячего пуска, которая при запуске создает большую силу тока и помогает предотвратить прилипание электрода при зажигании дуги.
Сварку часто считают устрашающим занятием. Но выбор правильного источника сварочного тока может быть в равной степени устрашающим и трудным. Если вы новичок в сварке или хотите модернизировать свой аппарат, может быть трудно понять, что искать.
Для тех, кто плохо знаком со сваркой, имеет небольшой опыт или занимается этим неполный рабочий день, важно понимать, как вы собираетесь использовать источник питания. Какова средняя толщина свариваемого материала? Будете ли вы работать в помещении, на улице или и то, и другое? Вам понадобится источник питания, предназначенный для одного процесса сварки, или вам нужен многопроцессорный аппарат? Реалистичный взгляд на то, что вы собираетесь делать с машиной, поможет вам найти тот, который соответствует вашим потребностям, и избежать перерасхода средств на возможности, которые вам не нужны.
Большинство сварщиков можно разделить на три категории: домашние мастера (DIY), фермеры / владельцы ранчо и генеральный подрядчик. Следующие ниже рекомендации помогут вам принять решение и проанализировать сварочную технологию и области применения.
Источники энергии для сварочного аппарата «сделай сам»
Сварщики, относящиеся к категории «сделай сам», обычно выполняют небольшие ремонтные работы в своем гараже, например, газонокосилки, изделия из металла, ходунки, небольшие тракторы и ремонт автомобилей.Сварка в гараже обычно означает, что мобильность машины не играет большой роли.
Большинство домашних мастеров используют в основном дуговую сварку в среде защитного металла, также известную как сварка штучной сваркой, или дуговая сварка порошковой проволокой (FCAW), чтобы не тратить деньги на защитный газ. Однако, если вы любите приключения и хотите улучшить свои навыки или изучить другие процессы, подумайте о многопроцессорной машине, которая может выполнять FCAW, газовую дуговую сварку металлическим электродом (GMAW), ручную сварку и газовую дуговую сварку вольфрамом (GTAW).
Обычные сварщики, работающие своими руками, не сваривают материалы толщиной более дюйма, что означает, что достаточно не менее 100 ампер сварочной мощности и 20 ампер для плазменной резки. Обычно это можно найти с машинами на 110–120 В. Если вам требуется больше мощности для иногда более толстого материала, подумайте о машине, которая может работать как от 110 до 120 В, так и от 208 до 240 В. Тщательно выбирайте машину, которая максимально использует вашу входную мощность.
Пятнадцать лет назад все источники питания, сделанные своими руками, были трансформаторными машинами, потому что они были недорогими.Рынок изменился и движется к машинам на основе инверторов, потому что они намного более энергоэффективны и обычно имеют немного более высокую мощность и рабочий цикл. Выбор инверторного станка FCAW даст вам больше возможностей; более плавная дуга; и позволяют бесступенчато регулировать напряжение и подачу проволоки, что упрощает обучение и настройку.
Сварка палкой — отличный способ сварки таких материалов, как сталь, нержавеющая сталь, чугун и наплавки. Дополнительным преимуществом является то, что он не требует защитного газа, что может снизить ваши первоначальные вложения.Ищите SMAW-машину с функцией горячего старта, которая при запуске производит большую силу тока и поможет предотвратить прилипание электрода при зажигании дуги.
Рассмотрите возможность приобретения как диаметром 3⁄32, так и диаметром 1⁄8 дюйма. электроды для машины на 120 В, которая позволит вам сваривать листовой металл толщиной до дюйма. Иногда можно встретить 5/64 дюйма. электрод, который идеально подходит для сварки тонколистового металла. Электрод большого диаметра, например 5/32 дюйма, не рекомендуется для устройств на 120 В, потому что он будет производить плохое проплавление и у вас, вероятно, не будет достаточной выходной силы тока для зажигания дуги.
Помните, что некоторые стержни, такие как E6013 и E7014, работают с малой силой тока, и с ними легко бить и учиться. Электроды некоторых марок разработаны так, чтобы лучше работать на низковольтных сварочных аппаратах, поэтому попробуйте несколько разных марок, чтобы узнать, что лучше всего работает на вашем аппарате.
Распространенное заблуждение при выборе провода для GMAW состоит в том, что провода большего диаметра, например 0,035 дюйма, лучше, но это не относится к машинам на 120 В. Большинство аппаратов подачи проволоки начального уровня рекомендуют использовать 0.030-дюйм. проволока, которая является лучшим выбором. Проволока небольшого диаметра будет иметь более стабильную дугу, более широкую зону наилучшего восприятия, лучшую плотность тока и лучшее проплавление, при этом она сможет сваривать материалы различной толщины, включая листовой металл до дюйма.
Если вам нужно сварка вдали от гаража, подумайте о выборе генератора. Большинство устройств на 120 В могут работать от высококачественного генератора непрерывного действия мощностью 4000 Вт, если он выдает чистую мощность (менее 5% общего гармонического искажения).Прежде чем пытаться использовать сварочный аппарат, убедитесь, что производитель источника питания сообщает, что это подходящий для генератора сварочный аппарат.
Источники энергии для сварщика на ферме / ранчо
Требования к сварщикам на фермах и ранчо аналогичны требованиям домашних мастеров, но они сваривают чаще и на более крупном оборудовании и материалах большей толщины. Кроме того, важна портативность, так как ремонтную сварку часто проводят в полевых условиях.
Примерно 15–20 лет назад большинству фермеров и владельцев ранчо требовался специальный сварочный аппарат, обеспечивающий надежность и простоту использования на открытом воздухе.Однако выбор между палкой и GMAW больше не проблема, потому что производители машин теперь производят несколько хороших многопроцессорных машин по цене менее 1500 долларов. Эти машины могут выполнять FCAW, Stick, GMAW и GTAW, что дает вам большую универсальность и лучшую общую ценность. На новых машинах гораздо проще переключаться между процессами, чем на некоторых старых источниках питания. Если вы попадаете в категорию фермеров / владельцев ранчо, попробуйте найти машину, которая позволяет легко переключаться между ручкой и GMAW (процесс TIG не так распространен для этой отрасли).
Толщина материала, наиболее часто используемого в этой категории, составляет от листового металла до ½ дюйма. Это означает, что для достижения хороших результатов вам потребуется выходная мощность сварки 200 А и выходная мощность плазменной резки 40 А. Машины с несколькими или двумя напряжениями могут значительно улучшить вашу гибкость при сварке в различных местах и входят в список рекомендуемых функций.
Машины-трансформеры чаще используются фермерами и владельцами ранчо из-за факторов надежности, ремонтопригодности и знакомства.Хотя у вас больше шансов найти трансформатор на ферме, инверторные машины начинают занимать их место.
Инверторные машины весят намного меньше — на 65–75% меньше, если быть точным — чем трансформаторы, и их легче ремонтировать. Типичная трансформаторная машина на 250 А может весить до 220 фунтов, но инверторная машина с аналогичной выходной мощностью может весить 50 фунтов.
Гарантийное время ремонта составляет в среднем от 25 до 35 минут для инверторной машины и от 45 до 60 минут для трансформаторной машины, при условии, что необходимо заменить всю печатную плату инвертора.
Наконец, у большинства фермеров и владельцев ранчо есть кислородно-ацетиленовая установка для нагрева и резки металлов или фиксации сломанных чугунных деталей. Если у вас нет кислородно-ацетиленовой установки, подумайте о добавлении устройства плазменной резки. Плазменные резаки безопасны и требуют только чистого и сухого сжатого воздуха для качественной резки. Эти машины обычно стоят около 1000 долларов и позволяют резать материал толщиной до ½ дюйма.
Источники энергии для генерального подрядчика
Есть разница между подрядчиком по сварке, который занимается сваркой весь день, каждый день, и генеральным подрядчиком, который занимается сваркой время от времени.Категория генерального подрядчика предназначена для тех, кто может выполнять сварку для целей обслуживания зданий, систем отопления, вентиляции и кондиционирования воздуха, изготовления кухонь из нержавеющей стали, металлических ограждений или лестниц, а также других металлических ландшафтных конструкций. Универсальность и портативность — самые важные факторы для сварщиков, попадающих в эту категорию.
Большинство генеральных подрядчиков работают с тонкими металлами, которые редко превышают ½ дюйма, что означает, что лучше всего подходит сварочный аппарат с силой тока до 200 ампер для сварки и 40 ампер для плазменной резки.Ищите машину с двойным напряжением, чтобы можно было сваривать в различных местах, и ищите инверторный аппарат, который будет легким и универсальным.
Если вы свариваете в основном сталь или нержавеющую сталь, подумайте о многопроцессорном аппарате с выходом постоянного тока (DC), который позволяет использовать GMAW или палку. Многопроцессорная машина добавляет гибкости и позволяет переключаться между FCAW, GMAW, Stick и GTAW. Тримиксный газ часто рекомендуется для сварки нержавеющей стали GMAW, но это может быть немного дороже.Палка для сварки нержавеющей стали может быть дешевле. Обычные электроды из нержавеющей стали — E308L, E309L и E316L. При работе с нержавеющей сталью, например, в пищевой промышленности, где переходы между кромками сварных швов должны быть идеальными, попробуйте GTAW с использованием специальной палочки / GTAW-машины с импульсным управлением.
Если вам нужно сварить алюминий, убедитесь, что ваш многопроцессорный аппарат поддерживает катушку с пистолетом. Для прецизионной алюминиевой GTAW на тонких конструкционных рамах (например, мотоциклов и некоторых лодок), вероятно, потребуется специальный GTAW-автомат с выходом переменного тока (AC).Для алюминия GTAW вам понадобится возможность регулировки баланса, частоты и пульса. Возможно, вы слышали термин «контроль формы волны». Это удобная функция для очень специфических приложений, но она также добавляет сложности и затрат. Генеральному подрядчику необходима двухвольтная машина, работающая от 110 до 120 В или от 208 до 240 В.
Большинству подрядчиков требуется регулярная резка металла. Эффективность важна, поэтому подумайте о плазменном резаке, который имеет возможность чистой резки до ½ дюйма.толстый. Если вы запутались и работаете на дюйма, вы обычно можете разрезать 3⁄4 дюйма с помощью плазменного резака, рассчитанного на ½ дюйма.
Расходные материалы для плазменной резки могут быть дорогими, поэтому имейте это в виду, когда оценка различных машин. Проблема № 1 с плазменными машинами — это грязный или маслянистый воздух, поэтому обязательно фильтруйте и сушите воздух и никогда не используйте компрессор с масляной ванной. Лучший вариант — найти сухой сверхтихий компрессор со встроенным осушителем и фильтром. Обращайтесь с плазменным резаком осторожно, так как внутри есть движущиеся части, которые могут легко заклеиться или повредиться.Замена поврежденной или нефункционирующей головки плазменного резака — обычное дело, и большинство производителей не дают гарантии на резак или головку.
Перед покупкой
Одним из наиболее важных элементов, которые следует учитывать при покупке новой машины, являются гарантия и сертификация. Скорее всего, вам понадобится хорошая гарантия и техническая поддержка в течение всего срока службы вашей машины. Обязательно приобретайте машину от уважаемой компании и бренда.
Кроме того, покупка сертифицированного станка (сертифицированного CSA и ETL) гарантирует, что он соответствует стандартам безопасности UL, которые применимы в США.С. и Канада (примечание: сертификация CE не является). Помните, что в США и Канаде продаются машины без этих сертификатов, а несертифицированные продукты не тестируются и не проверяются третьей стороной.
Джейсон Махью — директор по инженерно-техническим услугам в Forney Industries, 2057 Vermont Drive, Fort Collins, CO 80525, 800-521-6038, [email protected].
Назад к основам: Защита автомобиля при сварке
Иногда возвращение к основам может иметь решающее значение между качественным ремонтом и неудачным ремонтом.Когда дело доходит до замены панелей и других компонентов кузова, необходимо предпринять несколько мер предосторожности, чтобы защитить автомобиль во время сварки.
Вот несколько распространенных ошибок и как их избежать при сварке:
- Будьте осторожны, не обожгите окрашенные поверхности, стекло, молдинги и интерьер. Удалите все молдинги в зоне сварки и, если возможно, удалите стекло. Если невозможно удалить стекло, убедитесь, что оно покрыто искроустойчивым материалом. Также накройте окрашенные поверхности и открытые внутренние помещения, чтобы предотвратить возгорание.
- Избегайте сварки вблизи NVH и других пен / герметиков. Удалите пену, герметики, клеи и вставки из зоны сварки. Такие продукты, как перечисленные ранее, легко воспламеняются и могут быстро воспламениться и попасть в другие части автомобиля.
- Избегайте сварки вблизи электрических систем или при подключенном аккумуляторе. Перед сваркой убедитесь, что аккумулятор отключен и все системы отключены. Электрический ток, протекающий через сварочный аппарат, может привести к повреждению или короткому замыканию электрических компонентов.Если в автомобиле установлена высоковольтная аккумуляторная система, проверьте руководство по обслуживанию, чтобы правильно выключить гибридную систему. Также не забудьте удалить все модули, батареи, датчики, провода и другие электронные компоненты из зоны сварки. Это расстояние от зоны сварки, на котором должны быть удалены объекты, обычно указывается изготовителем оборудования, но обычно не превышает 300 мм (12 дюймов).
Следуйте рекомендациям производителей автомобилей и СОП, чтобы обеспечить полный, безопасный и качественный ремонт.
Дополнительные новости по ремонту столкновений I-CAR, которые могут оказаться полезными:
Отключение резервных аккумуляторов и основного аккумулятора
Сварка на гибридном автомобиле
Связанные курсы I-CAR
Курс Теория сварки алюминия GMA
Курс Введение в точечную сварку сопротивлением сжатием
Курс Теория сварки стали GMA
Курс Защита транспортных средств в процессе ремонта
Как собрать эту тележку для сварки своими руками
Джеймс Вестман
.
POP Projects — это коллекция новых и классических проектов из более чем столетней истории Popular Mechanics . Овладейте навыками, получите рекомендации по инструментам и, что наиболее важно, создайте что-то свое.
Сварка — это навык, который выглядит устрашающе, но его легко освоить, и лучший первый проект для большинства начинающих сварщиков — практический: вам нужна магазинная тележка, чтобы держать этого нового сварщика и складировать принадлежности.
На сборку нашей тележки ушло всего несколько часов.Он имеет стойку вдоль спины для C-образных зажимов, пару крючков для одежды для подвешивания шлемов и проводки, а также верхнюю часть для установки плазменного резака.
Дизайн прост, поэтому вы можете настроить его под свои нужды. Расширьте эти простые методы, чтобы сделать садовую мебель, отремонтировать велосипедные рамы или построить скульптуру из свалки, которая годами вертится в вашей голове.
💡Как лучше всего научиться сварочным навыкам? Запишитесь на курс в муниципальном колледже или в школе технологий.Вы узнаете правила техники безопасности, получите доступ к различным типам сварочных аппаратов и получите много практики.
Эти инструменты помогутЛинкольн Электрик Пауэрмиг 210
Линкольн Электрик1 699,89 долл. США
Lincoln Electric Power MIG 210 — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой стержнем.
Миллерматик 141
Millermatic 141 — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Графика ДНК
Сварочная маска с автоматическим затемнением
Антра
Сварочная маска с автоматическим затемнением Antra предлагает множество вариантов в зависимости от размера линзы.
Mig Wire с сердечником Flux
Это хороший провод, но перед покупкой в руководстве для сварщика рассказывается, что для этого нужно, и обычно есть инструкции на откидной панели сбоку аппарата.
Графика ДНК
Перчатки для сварки MIG
Эти перчатки созданы для сварки и включают в себя цельный указательный палец для дополнительной гибкости и подкладку там, где это необходимо во время длительных сварочных сессий.
Графика ДНК
Чертежи и материалыПерсонал
Сварка и резкаВ этом случае положите проект на ровную негорючую поверхность — в цеху. Теперь выровняйте детали рамы и слегка приварите их вместе. Некоторые зажимы или грузы удерживают все на месте [1] .
Вы могли бы эти кусочки-дюйма распилить.Угловое железо достаточно легко, но вы можете сэкономить время, используя абразивное лезвие для резки металла в качестве диска в отрезной пиле [2] . Медленная, равномерная подача обеспечивает быстрое резание без чрезмерного нагрева.
Сварите ровно столько, чтобы сколоть детали вместе. По мере добавления дополнительных деталей корректируйте, чтобы все оставалось квадратным. Никогда не завершайте сварку каких-либо стыков, пока не получите достаточно полную сборку, которая хорошо закреплена; измерьте по диагонали, чтобы получить квадрат [3] .
Мы использовали плазменный резак для обрезки части уголка на стыках [4] .Это называется копингом, и это позволяет деталям более плотно прилегать друг к другу. Того же можно добиться болгаркой или даже ножовкой.
Собираем все вместеПосле сборки передней и задней рамы добавьте горизонтальные элементы рамы. Здесь может помочь другая пара рук. Скрепите все вместе [5] и убедитесь, что все квадратные, перед тем, как приступить к полному сварному шву.
Если вам неудобно, сварной шов будет блуждать.Обеими руками держите сварочный пистолет [6] и прижмите хотя бы один локоть к туловищу. Отрепетируйте движение более длинных валиков при отключенном сварочном аппарате.
По мере наращивания постоянно проверяйте прямоугольность сборки путем измерения по диагоналям [7] . С помощью нескольких легких ударов молотком откорректируйте сварку с точностью до 1/8 дюйма, прежде чем закончить сварку.
Брэд Дечекко
Мы добавили ручку, стойку для зажимов и заземляющих кабелей сзади и, конечно же, колеса и ролики.Полки изготовлены из просечно-вытяжного металла, поэтому они не собирают пыль и шлак. Затем мы очистили сварные швы пескоструйным аппаратом и закончили краской Hammertone silver.
На тележке установлен плазменный резак, который режет стальную пластину толщиной 1/4 дюйма, например, теплый тофу [8] .
Калибровка сварочного аппарата— Skippack Welding
КАЛИБРОВКА — ПРОВЕРКА И СЕРТИФИКАЦИЯ СВАРОЧНЫХ МАШИН
ПРОЦЕДУРА СЛЕЖЕНИЯ НА МАШИНЕ:
Машины, оборудованные счетчиками
- Подключите переменную нагрузку со статическим сопротивлением через выход сварочного аппарата, чтобы имитировать сварочную нагрузку.
- Подключите сертифицированные в лаборатории вольтметры и амперметры к выходу сварочного аппарата и используйте их для определения стандартной выходной мощности сварочного аппарата.
- Подайте питание на сварщика и приложите нагрузку.
- Наблюдайте за вольтметром на сварочном аппарате и сравните показания или значение со стандартным выходным уровнем сварщика или значением выше с интервалами 10 вольт во всем диапазоне счетчика и выходной мощности сварщика.
Наблюдайте за амперметром на сварочном аппарате и сравните показания или значение со стандартным выходным уровнем сварочного аппарата или вышеуказанным значением с интервалами 50 А во всем диапазоне измерителя и выходной мощности сварочного аппарата.
- Показания всех счетчиков должны находиться в пределах +/- 10% от стандартов (допуск промышленного стандарта). Любой измеритель, выходящий за пределы допуска, будет откалиброван в соответствии с процедурой производителя и перепроверен.Если измеритель не может быть откалиброван до допуска, он будет помечен / помечен как «не калиброванный» до тех пор, пока счетчики не будут отремонтированы / заменены и откалиброваны заново.
- После прохождения вышеуказанных испытаний на машину будет наклеена наклейка с датой.
- Марка, модель, серийный номер и идентификатор клиента. Номер будет записан и предоставлен клиенту в форме сертификата, обеспечивающего отслеживаемость до Национального института стандартов и технологий.
Машины без счетчиков
Skippack Welding Repair & Service не может откалибровать никакую машину без счетчиков. Мы рекомендуем нашим клиентам модернизировать до машины с измерителями, если требуются калибровочные стандарты
КАЛИБРОВКА — ПРОВЕРКА И СЕРТИФИКАЦИЯ ПРОВОЛОЧНОГО ФИДЕРА
ПРОЦЕДУРА СЛЕЖЕНИЯ НА МАШИНЕ:
Машины, оборудованные счетчиками
- Отсоедините приводные ролики, чтобы проволока не попала в пистолет.
- Установите IPM устройства подачи на 700 в толчковом режиме. (вы будете снимать показания IPM с интервалом 200 IPM от 700 до 100)
- Используйте цифровой контактный тахометр для определения числа оборотов приводного ролика в каждом интервале (запишите показания в листе калибровочных данных)
- Используйте следующее уравнение, чтобы найти фактическое IPM. Обороты в минуту x C = IPM (записать фактическое IPM в лист калибровочных данных)
Наблюдайте за показаниями IPM на подающем устройстве и сравните показания с допуском промышленного стандарта
.- Все интервалы должны быть в пределах +/- 5% от настройки IPM. (допуск промышленного стандарта
). Любой интервал, выходящий за пределы допуска, будет откалиброван в соответствии с процедурой производителя
и перепроверен. Если интервал
не может быть откалиброван с допуском, устройство будет помечено / помечено как «вне калибровки»
до тех пор, пока не будет выполнен необходимый ремонт и не будет откалиброван питатель.
- Все интервалы должны быть в пределах +/- 5% от настройки IPM. (допуск промышленного стандарта
- После прохождения вышеуказанных испытаний на машину будет наклеена наклейка с датой.
- Марка, модель, серийный номер и идентификатор клиента. Номер будет записан и предоставлен клиенту в форме сертификата, обеспечивающего отслеживаемость до Национального института стандартов и технологий.
Машины без счетчиков
Skippack Welding Repair & Service не может откалибровать никакую машину без счетчиков. Мы рекомендуем нашим клиентам модернизировать до машины с измерителями, если требуются калибровочные стандарты
Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке.Я пишу это, чтобы познакомить со сваркой таких людей, как она. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком. Я в основном самоучка. Я знаю «Инструктаж Тима Андерсона: дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать.Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Следующий за ним абзац «Определения». Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими аппаратами для ручной сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их. Многие вещи, которые необходимо сделать, чтобы получить хороший сварной шов с помощью аппарата для ручной сварки, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то и другое одновременно время, когда это возможно.Упомяну немного о сварке ацетилен (газ). Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем , сварка с подачей проволоки с флюсом . У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой.У меня нет опыта сварки TIG , и я не буду это обсуждать.
Определения :
Сварочные аппараты Сварочные аппараты имеют такое название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую можно взять с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики в сварочном аппарате, приводимые в движение электродвигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу с одной стороны соединения на другую, чтобы сварной шов проникал в обе стороны соединения. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей.При плетении, особенно с использованием сварочного аппарата с механизмом подачи проволоки, важно «держать углы». То есть, когда дуга находится на одной стороне сустава или на другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и на этой стороне. Расплавленный сварочный материал притягивается к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Sag — это расплавленный металл, который вытекает из стыка во время сварки под действием силы тяжести. Это может быть проблемой, если сварной шов выполняется вертикально, над головой или горизонтально вдоль боковой стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для управления сварным швом и противодействия провисанию.
В аппаратах для кислородно-ацетиленовой сварки используются два резервуара, один из которых заполнен кислородом, а другой — ацетиленом.Оба газа проходят через шланги под контролируемым давлением, смешиваются и горят очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Flux core Сварщики используют электрод из тонкой проволоки, в центре которого находится химический порошок. Этот порошок плавится и стекает по сварному шву, чтобы защитить свежий сварной шов от кислорода.Это затвердевшее покрытие называется шлаком . После того, как сварной шов остынет, отколите его или удалите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педального управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW — дуговая сварка защищенным металлом — сварка штучной сваркой
FCAW — дуговая сварка порошковой проволокой
GMAW — газовая дуговая сварка металлическим электродом — Сварка MIG
GTAW — Сварка вольфрамом в среде инертного газа — Сварка TIG
(Фотография взята из Bing Images.)
Электробезопасность: Ответы OSH
Удар электрическим током
Тело человека проводит электричество.Даже слабый ток может вызвать серьезные последствия для здоровья. Спазмы, ожоги, мышечный паралич или смерть могут произойти в зависимости от силы тока, протекающего по телу, его маршрута и продолжительности воздействия.
Национальный институт безопасности и гигиены труда (NIOSH) сообщает, что стандартные рабочие напряжения создают токи, проходящие через человеческое тело в миллиамперном (мА) диапазоне (1000 мА = 1 ампер). Расчетные эффекты переменного тока 60 Гц, проходящего через грудную клетку, показаны в таблице 1.
Расчетное влияние переменного тока 60 Гц | |
1 мА | Едва заметное |
20 мА | Паралич дыхательных мышц |
100 мА | Порог фибрилляции желудочков | 91992
15/20 А | Общий предохранитель или автоматический выключатель размыкает цепь * |
* Контакт с 2 Ток 0 миллиампер может быть фатальным.