
Как правильно залудить провода — Морской флот
Почему это так важно?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и соединение электрических проводов пайкой было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при подключении светодиодной ленты к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
- Подготовьте нужный инструмент: острый нож, пинцет либо пассатижи, паяльник, припой и флюс (в нашем случае канифоль).
- Снимите ПВХ изоляцию с проводника.
 Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм. - Аккуратно, с помощью того же ножа зачистите жилу до металлического блеска. Если провод, который Вам нужно лудить, многожильный – распушите все проводки и очень аккуратно зачистите их ножом.
- Подключите паяльник к сети и подождите, пока он нагреется. Кстати, перед лужением нужно очистить жало паяльника от мусора и старого припоя. Для этого рекомендуем использовать напильник.
- Проведите разогретым жалом по кончику провода, который Вы собрались лудить.
- Прикоснитесь жалом паяльника к канифоли, а после этого сразу же к припою. Рабочая поверхность паяльника должна равномерно покрыться оловом.
- Прикоснитесь жалом к медному проводу. Припой должен равномерно распределиться по медной жиле. Для лучшего лужения рекомендуем взять проводник пассатижами либо пинцетом, после чего залудить кончик со всех сторон, самостоятельно прокручивая провод.
- Визуально просмотрите, насколько хорошо у Вас получилось залудить кабель. На фото ниже пример отлично проделанной работы. Если не вся рабочая поверхность покрыта припоем, повторите пункты 6 и 7.
 Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях. Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Вот по такой простой технологии можно самому выполнить лужение паяльником. Надеемся, что теперь Вы знаете, как лудить провода и для чего это нужно. Если какой-то момент был Вам не понятен, рекомендуем просмотреть наглядную видео инструкцию либо задать вопрос в комментариях!
Обязательно прочтите:
 com/embed/K3VpM0sTBlI»/>
com/embed/K3VpM0sTBlI»/>
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Облуживание с помощью паяльника
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Тогда работа будет доставлять удовольствие долгие годы.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой.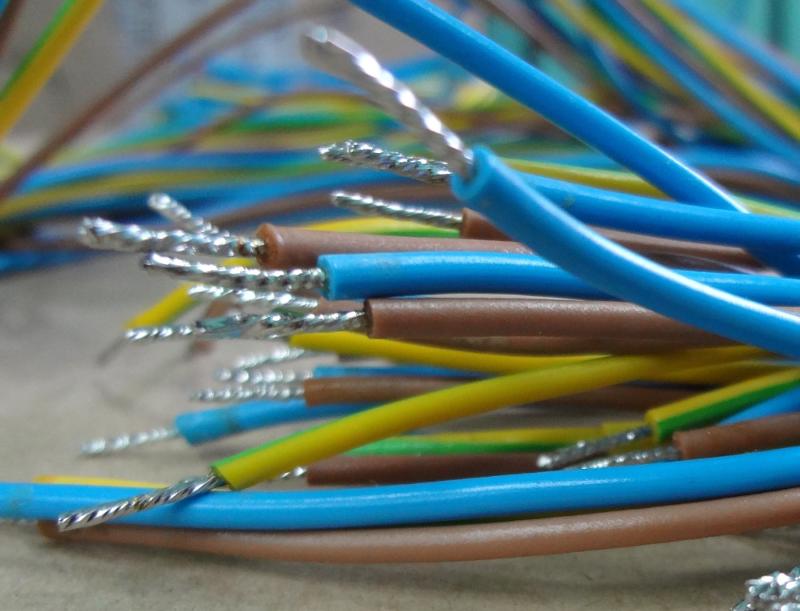 У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Варианты обработки проводов
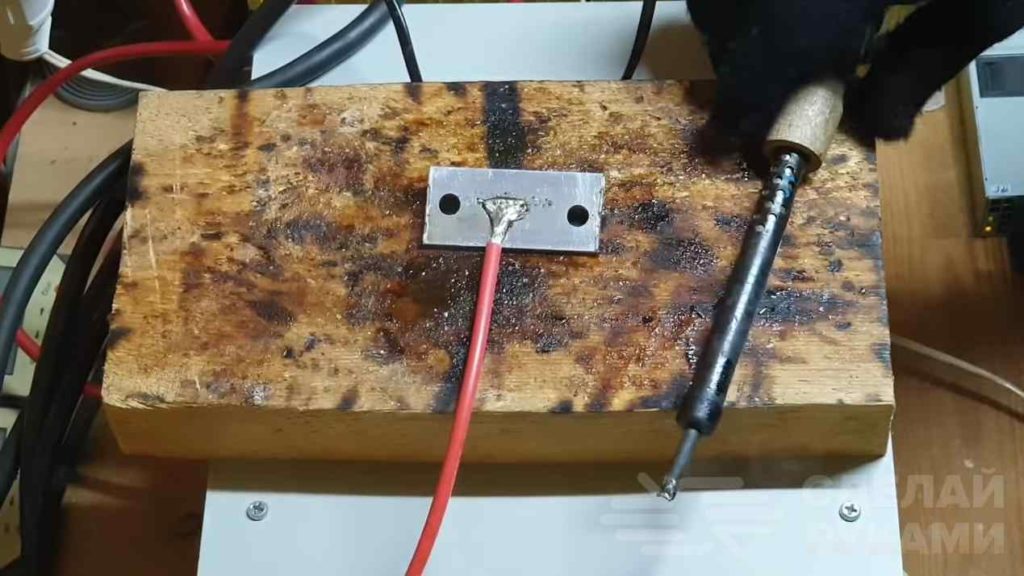
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Лужение посредством окунания
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.
Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс электрохимической коррозии. Окисление приводит к ухудшению контакта между проводами и перегреву соединения. Чтобы этого избежать и добиться оптимальной связи, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс электрохимической коррозии. Окисление приводит к ухудшению контакта между проводами и перегреву соединения. Чтобы этого избежать и добиться оптимальной связи, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Рассмотрим, как лудить провода паяльником. Разобравшись, вы поймете что данный процесс совсем не сложен.
Необходимый инструмент для лужения
Для работы вам понадобится:
- Нож или специальный инструмент для снятия изоляции с проводов.
- Пинцет.
- Плоскогубцы.
- Паяльник (паяльная станция).
- Припой (олово).
- Флюс (канифоль или паяльная паста).

Инструкция как лудить провода
Рассмотрим пошагово как лудить провода:
- В первую очередь с концов соединяемых проводов снимается изолирующий слой. Для этого используйте нож или специальный инструмент для снятия изоляции с проводов. Длина очищенного участка провода в зависимости от конкретной ситуации составляет 10-50 мм.
- Кончиком ножа провод зачищается до блеска. Это необходимо, чтобы удалить с металлической жилы остатки изолирующего слоя и окислов. Если провод состоит из множества тонких медных жил, перед такой зачисткой кончик провода нужно распушить, придав ему вид веера. После зачистки он скручивается в одну жилу.
- Разогревается паяльник. Перед работой нужно удостовериться, что жало паяльника чистое. При необходимости оно очищается от окислов напильником, надфилем и протирается о деревянную дощечку.
- Далее паяльником разогреваются зачищенные участки проводов.
- Для равномерного распределения по жалу паяльника прикасаемся им к канифоли, затем к кусочку припоя. Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.
- Для повышения эффективности операции можно слегка потереть жалом вдоль провода с разных сторон. Чтобы уберечься от ожогов, провод удерживается пинцетом или плоскогубцами.
- Расплавленная канифоль должна обволакивать всю контактную поверхность провода. Если провод тщательно зачищен, процесс лужения происходит довольно быстро.
- Необходимо убедиться, что кончик провода покрыт равномерным слоем припоя. Если жгут имеет плохо обработанные места, процедура лужения повторяется еще раз.
 Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.
Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.Для наглядности рекомендуется ознакомиться со следующим видео:
Небрежное лужение провода не позволит обеспечить надежный электрический контакт, что со временем неминуемо приведет к порче соединения. Поэтому, учитывая, что лудить провода паяльником — работа не слишком сложная, сделайте ее качественно.
Как лудить провода перед пайкой: порядок действий при лужении паяльником и окунание в припой — Pcity.su
Быстрое лужение проводов
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Облуживание с помощью паяльника
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль.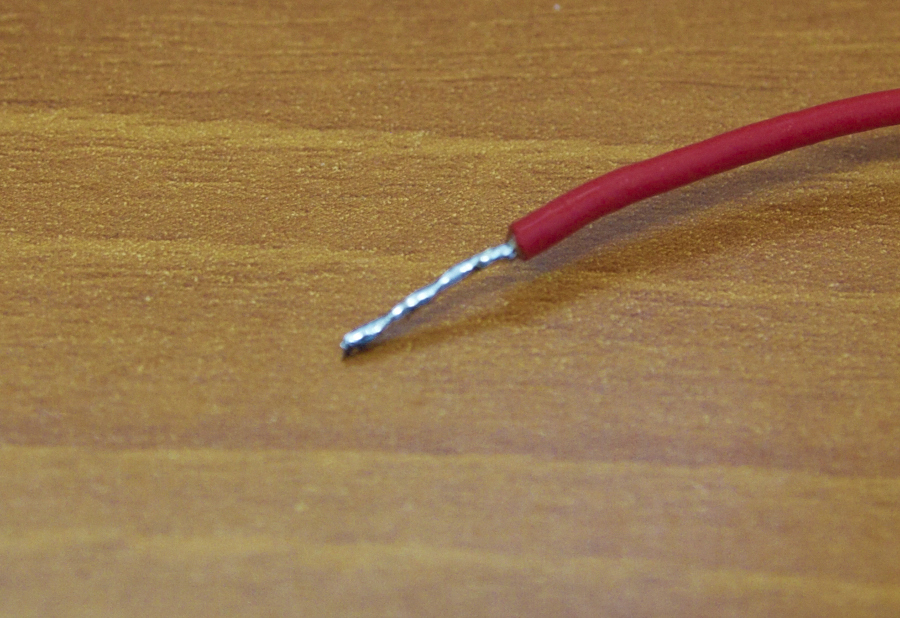
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Лужение посредством окунания
Предварительную обработку проводов большого диаметра проводят иначе.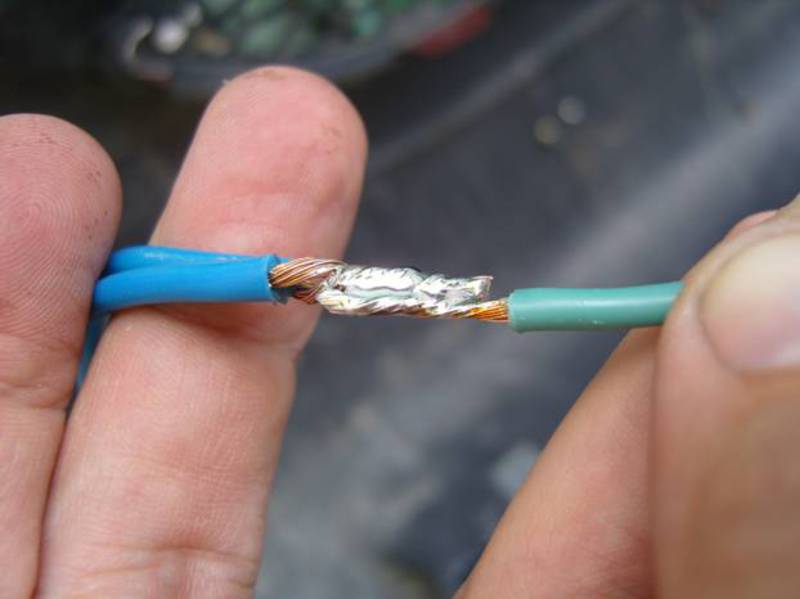 Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.
Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Источник:
http://svaring.com/soldering/praktika/luzhenie-provodov
Как правильно лудить провода?
Практически во всех сферах электромонтажных работ, моделирования, робототехники, радиоэлектроники используются токоведущие провода, как соединительный элемент электрической цепи.
Среди огромного разнообразия методов соединений для получения качественного электрического контакта может выполняться пайка, клеммное обжатие, болтовое соединение, гильзовая обжимка. Но ни один контакт не может длительно сохранять электрические параметры без предварительного покрытия проводника слоем олова. Поэтому в данной статье мы рассмотрим, как лудить провода и для чего выполняется эта процедура.
Зачем нужно лудить провода?
Не смотря на то, что большинство проводников изготавливается из цветных металлов, особо не подверженных коррозионному разрушению, их поверхность, со временем, все же окисляется. Это приводит к возникновению полупроводникового слоя с довольно большим показателем омического сопротивления, значительно превышающим сопротивление металла. Из-за чего в местах окисления алюминиевых и медных проводов будет возникать чрезмерный нагрев и металла, и окружающих его элементов – изоляции, деталей, конструктивных частей. Перегрев, в свою очередь, может, как вывести со строя оборудование, так и привести к воспламенению горючих частей.
Это приводит к возникновению полупроводникового слоя с довольно большим показателем омического сопротивления, значительно превышающим сопротивление металла. Из-за чего в местах окисления алюминиевых и медных проводов будет возникать чрезмерный нагрев и металла, и окружающих его элементов – изоляции, деталей, конструктивных частей. Перегрев, в свою очередь, может, как вывести со строя оборудование, так и привести к воспламенению горючих частей.
Процесс лужения подразумевает под собой нанесение защитного проводящего слоя на проводник. Такой слой должен равномерно распределяться по контактной поверхности и прочно закрепляться на ней, для чего разработана специальная технология.
Материалы и инструменты, чтобы лудить провода
Для того чтобы лудить провода вам понадобятся специальные вещества, слесарный и электрический инструмент. Их желательно заготовить заранее, чтобы вам не пришлось отвлекаться от работы и переделывать определенные этапы по-новому.
Сюда относятся:
- Инструмент для снятия изоляции – необходим для удаления диэлектрика с токоведущих частей, позволяет очистить с поверхности проводов полимерный, тканевый или лаковый состав. Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы. Рис. 1: специализированное приспособление для снятия изоляции
- Приспособления для удержания и манипуляций с проводами – пассатижи, кусачки, пинцет и прочие. Позволяют перекусить токоведущие жилы, удерживать их под воздействием высоких температур, гнуть, подносить к паяльнику, чтобы лудить и т.д.
- Приборы для разогрева припоя – в зависимости от метода пайки выделяют устройства локального и общего воздействия. Первые из них представлены паяльниками и станциями, которые позволяют лудить провод в определенной точке. Они подходят, чтобы лудить провода малого и среднего сечения локально. Вторые представлены тигелями и печами, которые наполняются лудильной смесью для погружения металлических жил или мест пайки, они позволяют выполнять большие объемы работы и лудить провода большого сечения или целые детали. Рис. 2: разновидности устройств для разогрева припоя
- Флюсы и припои – являются расходными материалами, используются для покрытия проводов, при пайке скруток и т.д. Флюсы наносятся перед тем, как лудить провода, чтобы очистить поверхность и сделать ее более восприимчивой. И те и другие представлены широким ассортиментом, припои отличаются по химическому составу, тугоплавкости и электротехническим свойствам. Одни из них предназначены для медных проводников, другие только для алюминиевых проводников. Флюсы также имеют большой ассортимент, в быту чаще всего используют канифоль и паяльную кислоту, реже применяют подручные средства.
 Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы. Рис. 1: специализированное приспособление для снятия изоляции
Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы. Рис. 1: специализированное приспособление для снятия изоляции Рис. 2: разновидности устройств для разогрева припоя
Рис. 2: разновидности устройств для разогрева припояПеречень необходимых материалов и инструментов подбирается непосредственно перед тем, как лудить провода исходя из конкретных задач и особенностей обрабатываемой детали. А о назначении, применении и типах наиболее распространенных припоев и флюсов вы можете узнать из таблиц ниже.
Таблица 1: Наиболее распространенные флюсы для пайки
Источник:
http://www. asutpp.ru/kak-ludit-provoda.html
asutpp.ru/kak-ludit-provoda.html
Технология правильного лужения проводов
Почему это так важно?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и соединение электрических проводов пайкой было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при подключении светодиодной ленты к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
- Подготовьте нужный инструмент: острый нож, пинцет либо пассатижи, паяльник, припой и флюс (в нашем случае канифоль).
- Снимите ПВХ изоляцию с проводника. Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
- Аккуратно, с помощью того же ножа зачистите жилу до металлического блеска. Если провод, который Вам нужно лудить, многожильный – распушите все проводки и очень аккуратно зачистите их ножом.
- Подключите паяльник к сети и подождите, пока он нагреется. Кстати, перед лужением нужно очистить жало паяльника от мусора и старого припоя. Для этого рекомендуем использовать напильник.
- Проведите разогретым жалом по кончику провода, который Вы собрались лудить.
- Прикоснитесь жалом паяльника к канифоли, а после этого сразу же к припою. Рабочая поверхность паяльника должна равномерно покрыться оловом.
- Прикоснитесь жалом к медному проводу. Припой должен равномерно распределиться по медной жиле. Для лучшего лужения рекомендуем взять проводник пассатижами либо пинцетом, после чего залудить кончик со всех сторон, самостоятельно прокручивая провод.
- Визуально просмотрите, насколько хорошо у Вас получилось залудить кабель. На фото ниже пример отлично проделанной работы. Если не вся рабочая поверхность покрыта припоем, повторите пункты 6 и 7.

Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях. Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
 su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/w29Gn029rLg»/>
su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/w29Gn029rLg»/>
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Вот по такой простой технологии можно самому выполнить лужение паяльником. Надеемся, что теперь Вы знаете, как лудить провода и для чего это нужно. Если какой-то момент был Вам не понятен, рекомендуем просмотреть наглядную видео инструкцию либо задать вопрос в комментариях!
Обязательно прочтите:
 su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/TjdmdtyjURI»/>
su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/TjdmdtyjURI»/>
Источник:
http://samelectrik.ru/texnologiya-pravilnogo-luzheniya-provodov.html
Как правильно лудить электрические провода
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод.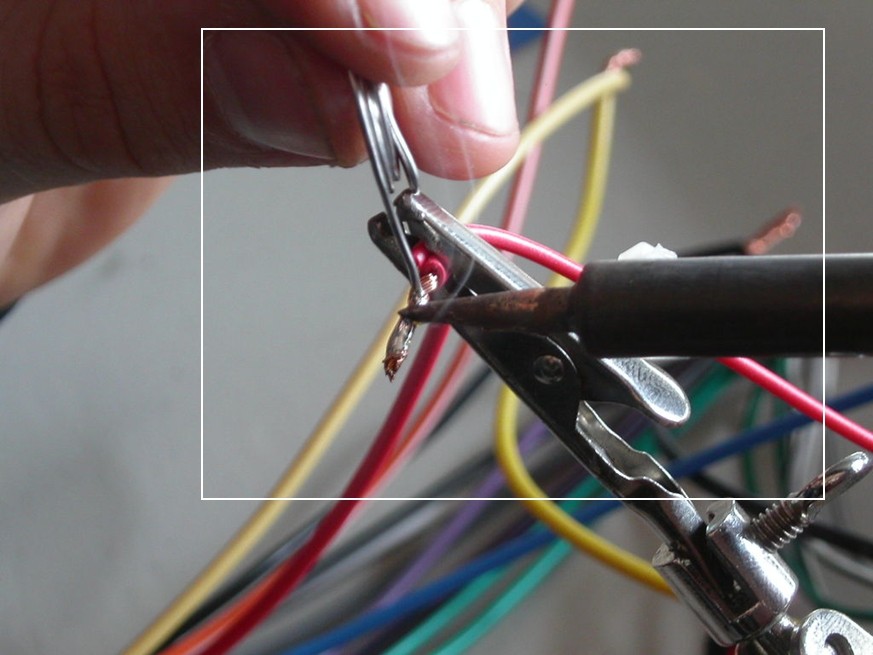
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями.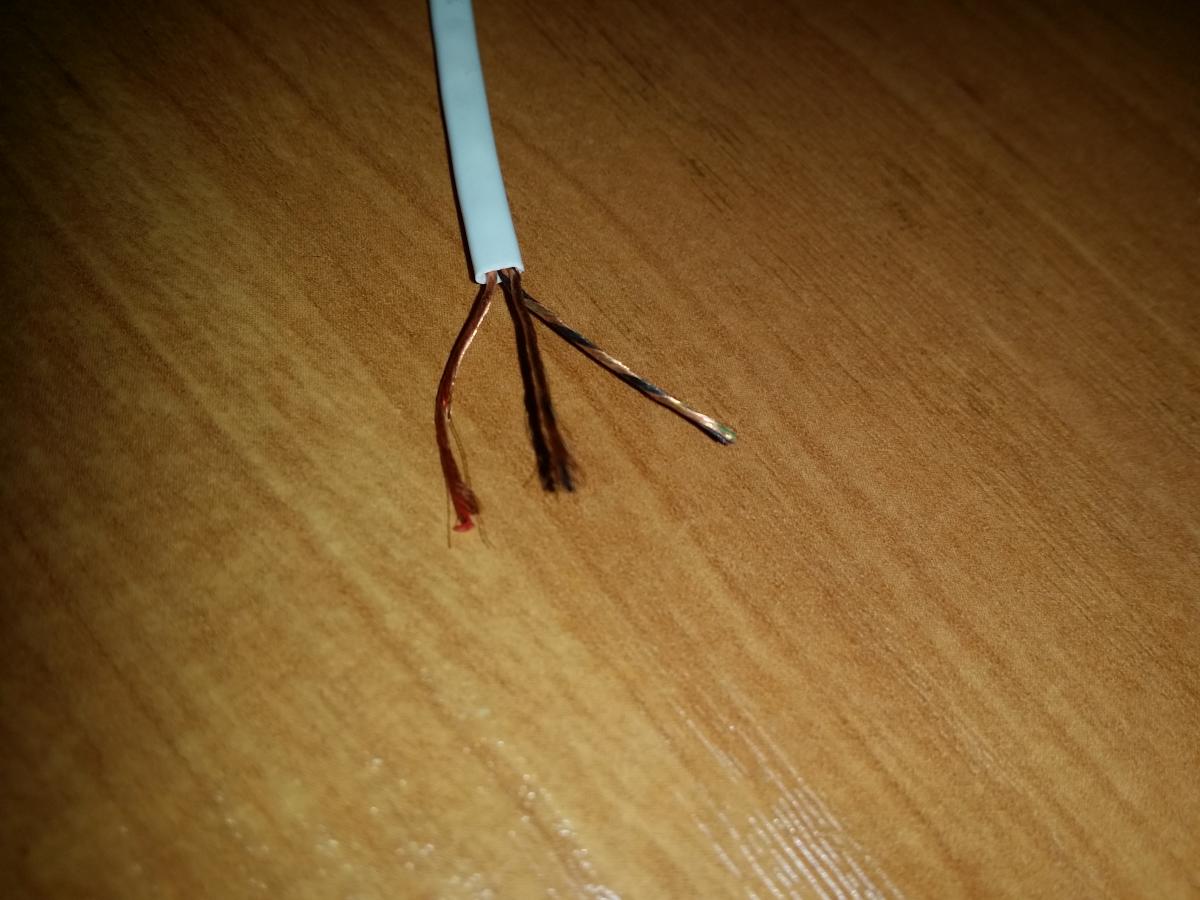 Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.

Если работа предстоит с совсем тонкими проводами, канифоль лучше не использовать, поскольку рассчитать точное количество вещества очень сложно. В качестве аналога подойдет паяльная кислота. Обработать кончик проводника можно обыкновенной кисточкой. После этого можно приступать к нанесению припоя. Этот способ нельзя назвать более надежным, но с такими видами проводков иначе нельзя.
Способы обработки проводов
Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Лужение посредством окунания
Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях. Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде. Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом. Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками. После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.
Источник:
http://strojdvor.ru/elektrosnabzhenie/luzenie-provodov/
Технология лужения токопроводящих жил – обзор методов
Существуют различные способы соединения отдельных электрических проводников. От качества получаемого контакта зависит надежность, безопасность и бесперебойность всей электрической цепи. Для достижения указанных показателей требуется выполнять лужение проводов.
Для достижения указанных показателей требуется выполнять лужение проводов.
В чем заключается необходимость лужения проводов
Современные проводники изготавливаются из цветных сплавов, покрытых изоляционным слоем, что сопровождается повышенным сопротивлением к коррозионному воздействию. При выполнении их соединения требуется зачистить часть изоляции. Это приводит к образованию контакта с воздушной средой, а со временем — к окислению поверхности проводника.
Лужение провода препятствует окислению токопроводящего материала
Обратите внимание! При наличии слабого контакта будет отмечаться повышенный нагрев в месте соединения проводов. В лучшем случае все закончится обрывом электрической цепи, в худшем — возгоранием.
Для исключения указанных проблем следует лудить зачищенные участки проводов. Облуживание удалит с открытых жил кабеля оксидные примеси и позволит повысить сцепление между соединяемыми элементами.
Перечень необходимых для лужения провода материалов и инструментов
Качественно облудить соединяемые жилы кабеля можно только после предварительной подготовки. Она заключается в сборе требуемого материала и инструмента. Для проведения лужения потребуется:
Она заключается в сборе требуемого материала и инструмента. Для проведения лужения потребуется:
- Устройство для удаления изоляционного покрытия — используется для снятия полимерной, лаковой или тканевой изоляции. При этом жила не подвергается механическим повреждениям. Такой инструмент стоит достаточно дорого. При его отсутствии можно воспользоваться канцелярским ножом или скальпелем.
- Средство для удерживания проводников — процесс лужения сопровождается нагревом жил кабеля и различных припоев до высоких температур. Поэтому понадобится подготовить плоскогубцы, пинцет, кусачки или подобный инструмент.
- Припои, флюсы — материал, используемый непосредственно для лужения проводников. Первоначально электропровод обрабатывается флюсом для очистки поверхности. Затем наносится слой припоя. Существуют различные виды указанных материалов, которые подбираются под конкретный сплав проводника.
- Устройство для разогревания припоя — подбираются исходя от требуемого вида выполнения пайки. При локальном лужении жил кабеля небольшого сечения используются паяльники или паяльные станции. Чтобы облудить провода с толстыми жилами, используется тигель или печь. Их конструкция предусматривает наличие специальной ванны, которая заполняется лудильной смесью.
 При локальном лужении жил кабеля небольшого сечения используются паяльники или паяльные станции. Чтобы облудить провода с толстыми жилами, используется тигель или печь. Их конструкция предусматривает наличие специальной ванны, которая заполняется лудильной смесью.
При локальном лужении жил кабеля небольшого сечения используются паяльники или паяльные станции. Чтобы облудить провода с толстыми жилами, используется тигель или печь. Их конструкция предусматривает наличие специальной ванны, которая заполняется лудильной смесью.Набор инструментов для лужения проводов к содержанию ↑
Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
 При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
Тонкости проведения лужения проводов
Лужение проводов состоит из множества нюансов, которые становятся доступными с опытом. Далее представлены некоторые советы от профессионалов о том, как облегчить и улучшить процесс облуживания:
- Чтобы залудить провод большой длины, целесообразнее использовать тигель или печь.
- При выполнении пайки заводских деталей не нужно делать облуживание. Все контактные части уже очищены от примесей.
- Удалять слой лака с проводников мелкого сечения гораздо проще при помощи зажигалки. Достаточно обжечь контактную часть и удалить образовавшийся нагар.
- При работе с припоем рекомендуется использовать плоскую часть жала паяльника.
- Старые паяльники со временем разогреваются до больших температур. Это приводит к тому, что припой скатывается с жала в процессе пайки. Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
 Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.Использование плоской части жала паяльника для лужения оплетки к содержанию ↑
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.
Использование янтаря для замены канифоли к содержанию ↑
Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.
Слив электролита из старого аккумулятора
При применении аспирина рекомендуется использовать классическую форму препарата. Таблетки растираются до порошкообразного вида и растворяются в воде или спиртосодержащей жидкости. Потребуется принять меры для защиты органов дыхания. Можно использовать ватно-марлевую повязку или задействовать вытяжку. Оба варианта сопровождаются выделением вредных газов.
Лужение проводов с помощью таблетки аспирина к содержанию ↑
Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.
Для замены флюса можно использовать борную кислоту к содержанию ↑
Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.
Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.
Канифоль для смычков Thomastik Euphon
Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Источник:
http://220.guru/electroprovodka/provoda-kabeli/luzhenie-provodov.html
Как лудить провода паяльником
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс электрохимической коррозии. Окисление приводит к ухудшению контакта между проводами и перегреву соединения. Чтобы этого избежать и добиться оптимальной связи, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Чтобы этого избежать и добиться оптимальной связи, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Рассмотрим, как лудить провода паяльником. Разобравшись, вы поймете что данный процесс совсем не сложен.
Необходимый инструмент для лужения
Для работы вам понадобится:
- Нож или специальный инструмент для снятия изоляции с проводов.
- Пинцет.
- Плоскогубцы.
- Паяльник (паяльная станция).
- Припой (олово).
- Флюс (канифоль или паяльная паста).
Инструкция как лудить провода
Рассмотрим пошагово как лудить провода:
- В первую очередь с концов соединяемых проводов снимается изолирующий слой. Для этого используйте нож или специальный инструмент для снятия изоляции с проводов. Длина очищенного участка провода в зависимости от конкретной ситуации составляет 10-50 мм.
- Кончиком ножа провод зачищается до блеска. Это необходимо, чтобы удалить с металлической жилы остатки изолирующего слоя и окислов. Если провод состоит из множества тонких медных жил, перед такой зачисткой кончик провода нужно распушить, придав ему вид веера. После зачистки он скручивается в одну жилу.
- Разогревается паяльник. Перед работой нужно удостовериться, что жало паяльника чистое. При необходимости оно очищается от окислов напильником, надфилем и протирается о деревянную дощечку.
- Далее паяльником разогреваются зачищенные участки проводов.
- Для равномерного распределения по жалу паяльника прикасаемся им к канифоли, затем к кусочку припоя. Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.
- Для повышения эффективности операции можно слегка потереть жалом вдоль провода с разных сторон. Чтобы уберечься от ожогов, провод удерживается пинцетом или плоскогубцами.
- Расплавленная канифоль должна обволакивать всю контактную поверхность провода. Если провод тщательно зачищен, процесс лужения происходит довольно быстро.
- Необходимо убедиться, что кончик провода покрыт равномерным слоем припоя. Если жгут имеет плохо обработанные места, процедура лужения повторяется еще раз.


Для наглядности рекомендуется ознакомиться со следующим видео:
Небрежное лужение провода не позволит обеспечить надежный электрический контакт, что со временем неминуемо приведет к порче соединения. Поэтому, учитывая, что лудить провода паяльником — работа не слишком сложная, сделайте ее качественно.
Источник:
http://poweredhouse.ru/kak-ludit-provoda/
Как облудить алюминиевый провод
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника.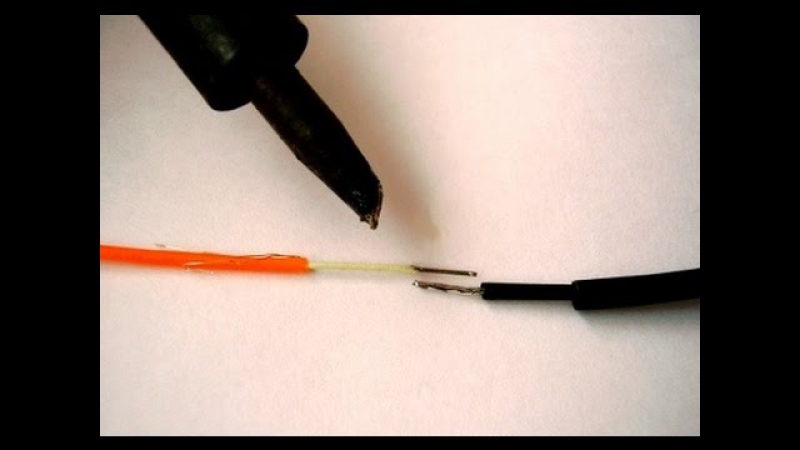 Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
 Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.

Процесс пайки алюминия
Подготовка изделия
- До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
 Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
 Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Есть много видео в сети на YouTube. Вот инструкция для проведения успешной пайки алюминия.
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки.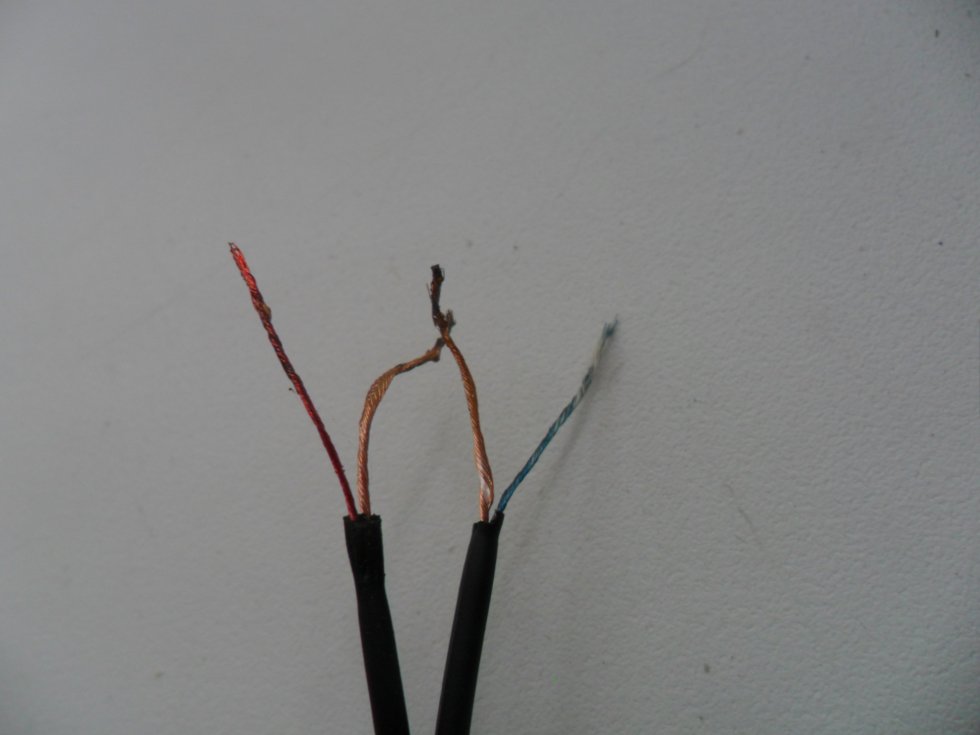 Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.

Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
 Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка..jpg) Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Пойдет ли лужение вместо клеммы?
fallЗагрузка
24.05.2018
1905
Вопросы и ответыСобственно вопрос… Могу ли я облудить конец многожильного провода (читай, залить припоем пространство между скрученными жилами) и использовать для соединения с клемной коробкой? При подключении к блоку питания например, или разъемам Ramps 1.4?
Ответы на вопросыПопулярные вопросы
f0r2naЗагрузка
24. 02.2021
02.2021
1946
Всем доброго времени суток!Обращаюсь к людям, разбирающимся в электронике. На моем принтере Creality Ender-5 стоит материнская плата…
Читать дальше membranЗагрузка
17.02.2021
492
Выглядит это примерно вот такВсё печаталось нормально, до момента как я решил исправить то, что принтер зеркалит модели по оси Y.При…
Загрузка
19.08.2018
6023
нашел четыре недорогих принтера. по описанию только на АНЕТ А6 много инфы а вот на остольные нпочти нету! подскажите какой из переч…
Читать дальшеКак облудить медный провод большого сечения. Как правильно паять паяльником с канифолью и оловом (припоем)
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться.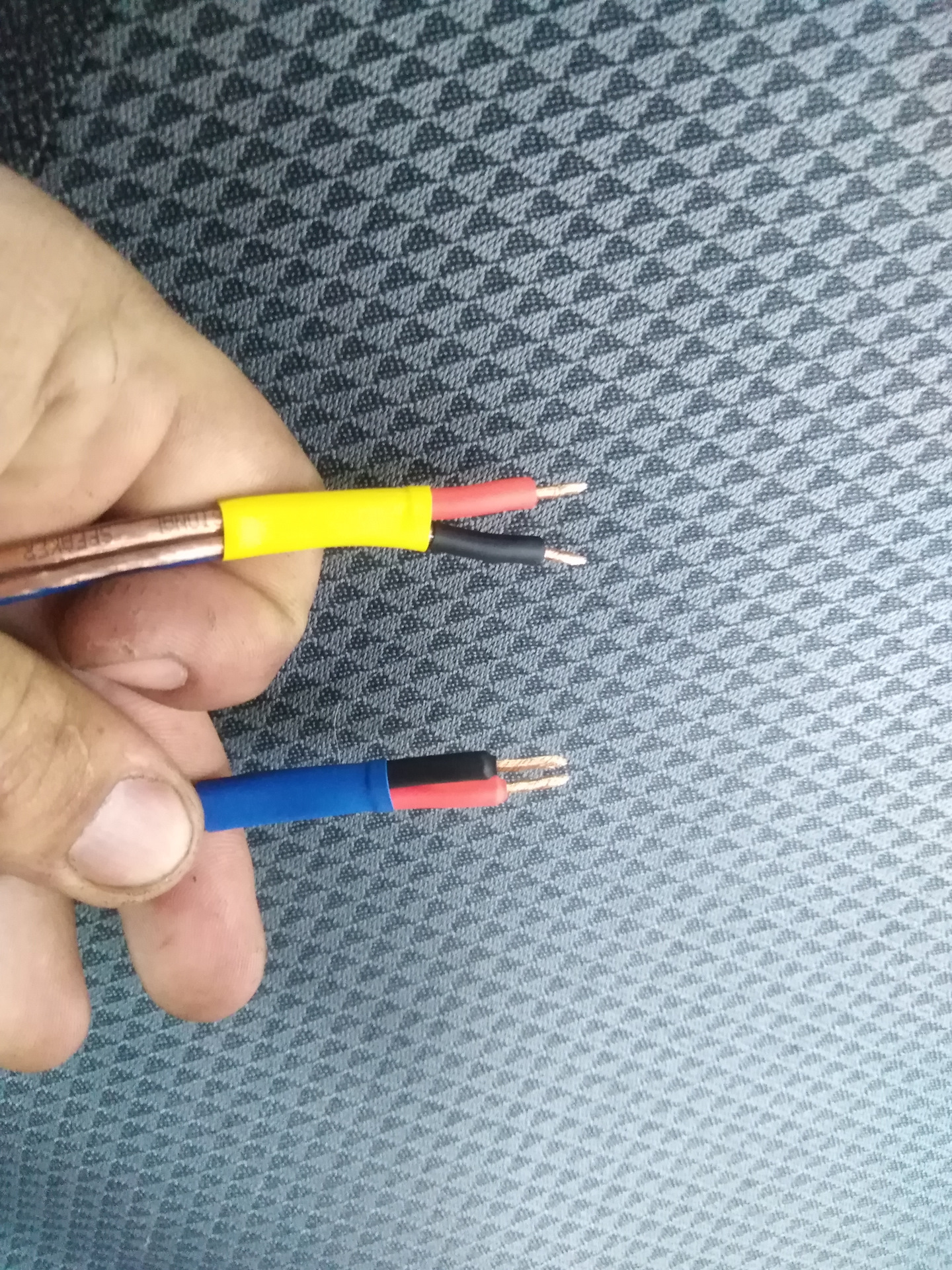 Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым .
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать , всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси.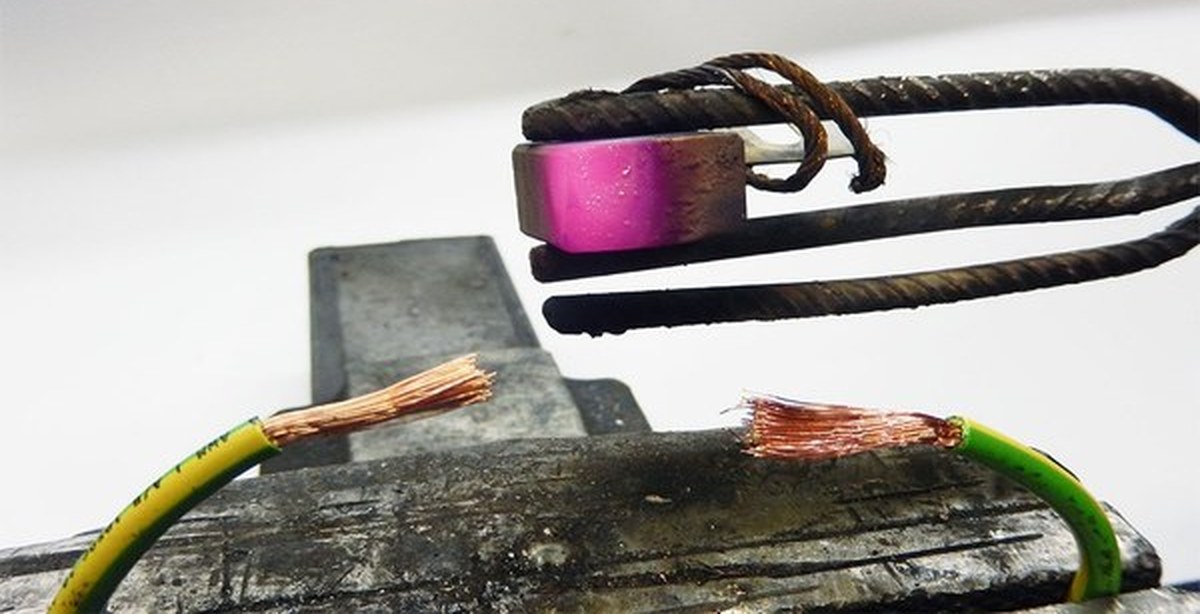 В результате провода будут успешно лудиться.
В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Лужение посредством окунания
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода.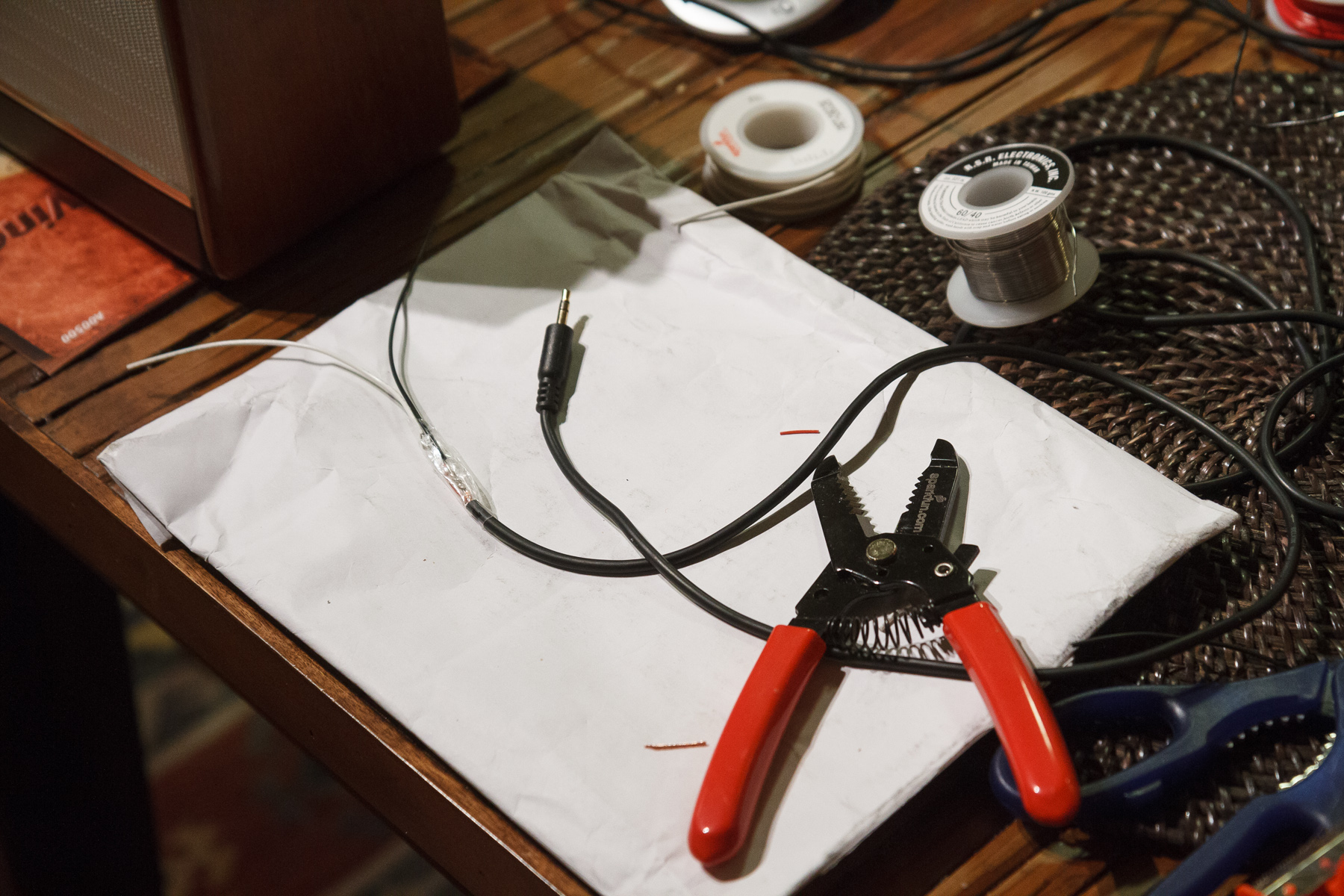 Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.
Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Вы, наверное, замечали, что когда два соединенных между собой проводника, при долгой работе начинают греться. Особенно это заметно при увеличении мощности проходящего тока. Данное явление происходит при образовании оксидной пленки между проводниками, которая нарушает контакт. Недостаточный контакт между проводами, приводит к их нагреву. Для обеспечения долгого и надежного контакта, используют процесс лужения проводов.
Как залудить паяльник: особенности
Лудить, это значит покрывать металлические изделия тонким слоем олова, которое в свою очередь предотвращает процесс окисления металлических поверхностей. Но если брать во внимание облуживание паяльника, то тут процесс немного отличается.
Но если брать во внимание облуживание паяльника, то тут процесс немного отличается.
Залуживание паяльника пошагово:
- Подготовка поверхности;
- Лужение.
Перед тем как облудить паяльник, необходимо подготовить рабочую поверхность. В первую очередь, если паяльник совершенно новый, нужно заточить жало устройства. Для того чтобы сделать это правильно, следует учитывать процессы в которых будет использоваться паяльник.
Жалу паяльника можно придать форму клина. Для этого жало вынимается из устройства, и при помощи напильника или электростанка, жало с двух сторон затачивается под углом до 40 0 . Если паяльник используется для работы с мелкими радиодеталями, то ему придают форму конуса, которая обеспечивает более удобную работу.
Обратите внимание! Ширина острия клина должна быть не менее одного миллиметра. Если жало в виде конуса, то рабочая площадь составляет около двух миллиметров.
Если заводская форма жала устраивает, то важно понимать, что все изделия на заводе изготовителе, покрывают патиной – оксид кислорода и меди, которая имеет зеленоватый оттенок.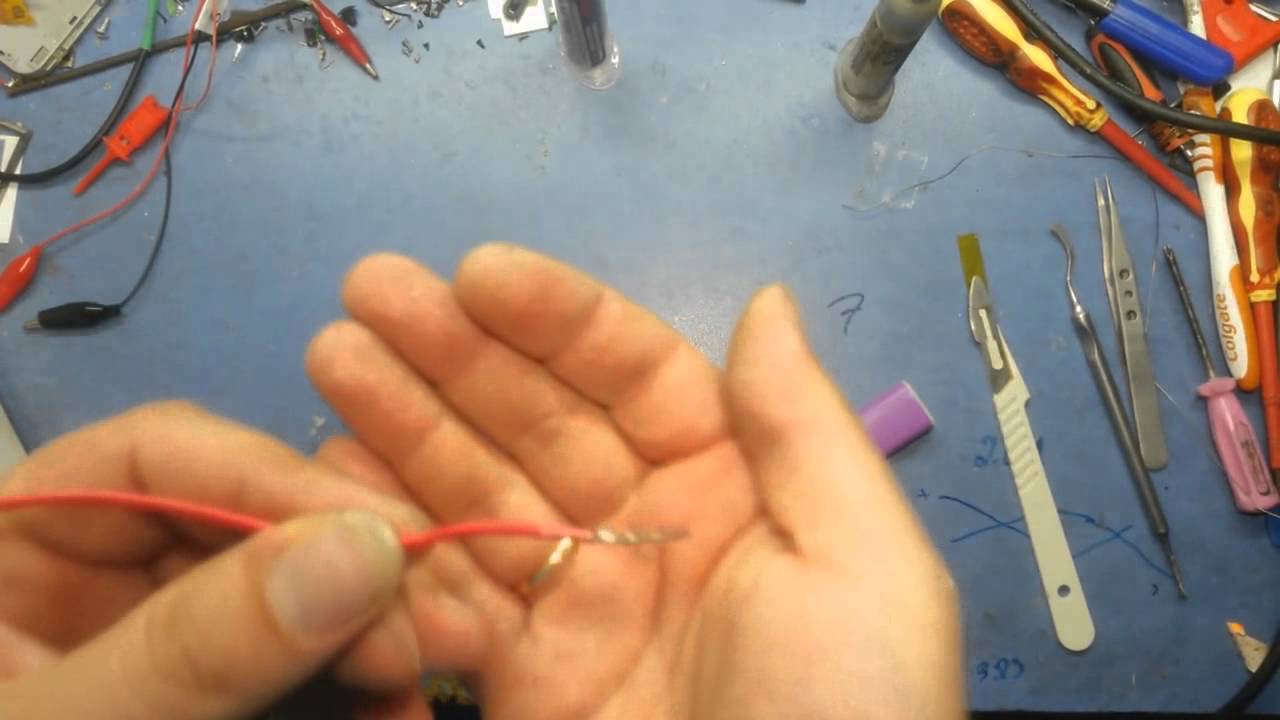 Перед лужением жала устройства, необходимо используя наждачную бумагу с мелким зерном, удалить данное покрытие.
Перед лужением жала устройства, необходимо используя наждачную бумагу с мелким зерном, удалить данное покрытие.
После этого, жало устанавливается в устройство, и подключается к электросети. Необходимо дождаться равномерного прогрева свей поверхности жала, после которого и производиться лужение.
При нагревании до оптимальной температуры, жало устройства обрабатывают смолой или куском канифоли. Покрывается вся поверхность.
Лужение проводов: технология
Медь и ее сплавы со временем окисляются под воздействием кислорода. Для того чтобы соединения медных проводников в процессе работы не окислялись, необходимо их залудить оловом.
Для работы потребуется:
- Паяльник;
- Припой;
- Флюс или канифоль.
Правильно залудить медный провод, получится только хорошо разогретым паяльником. Поэтому пред началом работ, включаем его в сеть и оставляем разогреваться.
После этого, в зависимости от материала обработки, выполняется следующее. Если медная жила покрывается канифолью, то ее помещают в емкость с данным материалом и нагревают паяльником. Если используется флюс, то провод покрывается жидким флюсом и прогревается паяльником.
Если медная жила покрывается канифолью, то ее помещают в емкость с данным материалом и нагревают паяльником. Если используется флюс, то провод покрывается жидким флюсом и прогревается паяльником.
Обратите внимание! Чем лучше прогрев металла, тем качественнее лужение медного проводника.
Затем, на разогретое жало паяльника берется необходимое количество олова и используя данное устройство, распределяется по всей поверхности обработанного провода.
Для того чтобы залудить медный кабель большого сечения, используют тигель (емкость для плавления). В этом случае, в разогретую емкость до температуры плавления олова, помещаются куски металла. Жила кабеля обрабатывается флюсом или канифолью и помещается в тигель. Таки образом, достигается, нормальный нагрев жилы и равномерное распределение олова по ее поверхности.
Что нужно и как залудить и припаять провода от наушников
Очень часто, под воздействием механических нагрузок, выходят из строя наушники. Эти приводит к обрыву слаботочных проводников. Данные проводники в устройстве, достаточно тонкие, поэтому технология лужения и пайки немного отличается.
Эти приводит к обрыву слаботочных проводников. Данные проводники в устройстве, достаточно тонкие, поэтому технология лужения и пайки немного отличается.
Особенности работы:
- Тонкое жало паяльника;
- Использование канифоли;
- Применение проволочного припоя.
Начать работу, следует с разборки старого девайса. В первую очередь отпаиваются оборванные проводники. Далее производится подготовка к пайке нового провода.
Так как, слаботочные проводники для наушников, для изоляции друг от друга покрывают лаком, то это в некоторой степени затрудняет процесс припаивания. Для этого, облегчения работ, необходимо удалить слой лака с проводов, тем самым подготовить металл для лужения.
Делается это при помощи разогретого паяльника с использованием канифоли. Жила провода, помещается в канифоль, и разогревается. Затем она кладется на ровную поверхность, на которой легкими движениями от изоляции к концу провода счищается слой лака.
Обратите внимание! Лак следует снять на такое расстояние, при котором касание проводников не приведет к их замыканию.

После этого, используя разогретый паяльник, тонким слоем олова покрываются провода. Стоит отметить, что залуженные провода наушников не только обеспечивают надежный контакт, но и процесс пайки значительно упрощается.
Луженая медь: характеристики и применение
Благодаря своим свойствам, медная проволока, нашла широкое применение, как в бытовых, так и промышленных масштабах. Главной особенностью меди, является устойчивость к различным механическим воздействиям, перепадам температуры и влиянию атмосферных осадков.
Но для улучшения показателей устойчивости меди, используют процесс лужения, при котором она покрывается тонким слоем олова, толщина которого варьируется 1 – 20 микрон.
Процесс лужения медной проволоки:
- Очистка;
- Лужение;
- Выравнивание слоя олова;
- Охлаждение;
- Повторное выравнивание;
- Упаковка.
В первую очередь, катушка с проволокой устанавливается на специальный подающий механизм, посредством которого, она проходит все необходимые процессы.
Сначала, проходя через специальные щетки, которые смачиваются раствором хлорида цинка, проволока очищается. Раствор хлорида цинка, получают путем растворения гранулированного цинка в соляной кислоте.
После того, как проволока прошла очистку, она проходит через ванну, наполненную расплавленным оловом. Данный способ, позволяет добиться равномерного распределения олова по всей поверхности металла.
Обратите внимание! Самым важным при лужении медной проволоки, является не допустить наплывы олова.
Затем, проволоку охлаждают. Происходит это при прохождении ее через ванну наполненную холодной водой. Данные процесс, выполняет функцию улучшения качества соединения олова с медной поверхностью проволоки.
После этого, проволока проходит вторичную обработку щетками, при которой проволока полностью избавляется от наплывов и при необходимости уменьшается ее диаметр.
На приемном механизме, проволока наматывается на катушку и упаковывается.
Как облудить подшипник оловом (видео)
Не имеет значения, какая конструкция у металлического изделия (провод или подшипник). Достаточно часто, корректная работа данных изделий зависит от качества соединения и материалов, которыми оно обработано.
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника.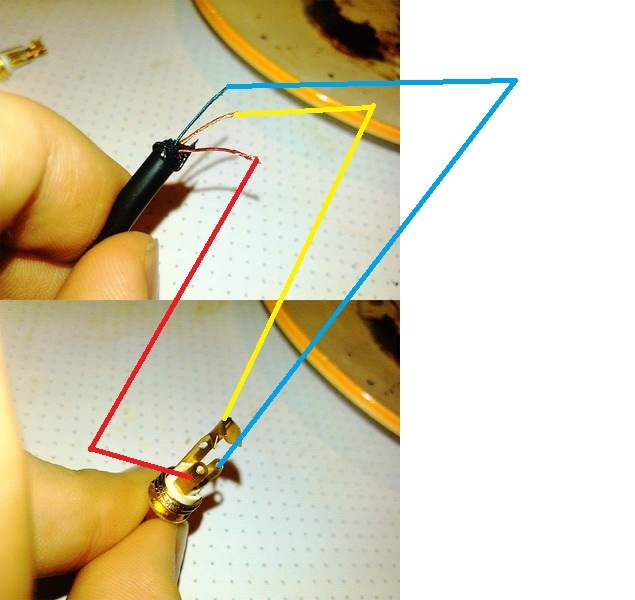 На жале должно быть достаточное количество припоя и канифоли.
На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля . Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Как научиться паять. Именно такой, небольшой специальный урок, не относящийся напрямую к основной тематике, решил подготовить для тех, кому не только придётся паять шнуры, гнёзда, штекера, но и вообще, что угодно. Итак, начнём…
Что нам понадобится для пайки?
Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Как залудить паяльник?
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя.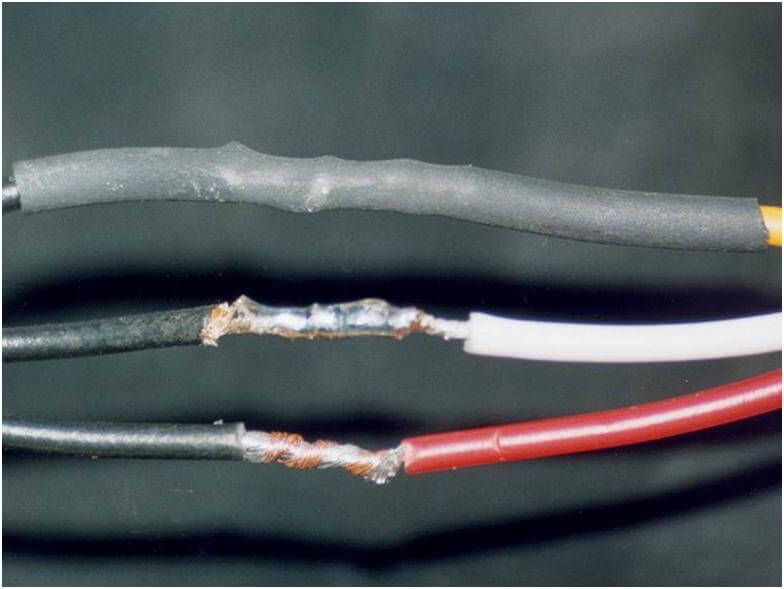 Вот это и называется «залудить», в данном случае паяльник.
Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Как залудить провод?
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Как припаять провод?
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Как отпаять провод?
Отпаивать провода и различные паянные соединения, можно соответственно, обратным методом — разогревом места пайки (залуженным и обмокнутым в канифоль, разогретым) жалом паяльника до расплавления припоя.
…И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
Что можно паять?
А точнее, какие металлы хорошо паять? На первом месте, это, конечно же медь, латунь, золото, серебро, свинец, само собой – олово. Хуже паять (лудить) железо, сталь, цинк. Для залуживания последних придётся воспользоваться специальной паяльной пастой (см. рисунок выше). Есть и такие металлы, которые совсем не поддаются пайке, например – алюминий.
порядок действий при лужении паяльником и окунание в припой
Практически во всех сферах электромонтажных работ, моделирования, робототехники, радиоэлектроники используются токоведущие провода, как соединительный элемент электрической цепи.
Среди огромного разнообразия методов соединений для получения качественного электрического контакта может выполняться пайка, клеммное обжатие, болтовое соединение, гильзовая обжимка. Но ни один контакт не может длительно сохранять электрические параметры без предварительного покрытия проводника слоем олова. Поэтому в данной статье мы рассмотрим, как лудить провода и для чего выполняется эта процедура.
Поэтому в данной статье мы рассмотрим, как лудить провода и для чего выполняется эта процедура.
Облуживание с помощью паяльника
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).

Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Вспомогательные материалы
Это компоненты не входящие в состав полученного соединения после пайки, но участвуют в его образовании: паяльные флюсы, газовые среды, стоп-вещества. Действия, которые следует проводить при флюсировании:
- смачивать металл и припой флюсом;
- снять оксидную пленку с поверхности металла и припоя;
- удаление флюса из под зазора расплавленным припоем.
Газовая среда или вакуум применяют для нейтрализации оксидов и прочих вредных пленок на поверхности соединяемых металлов или их повторное образование. Аргон марки А и азот используют в качестве газовых сред. Стоп-вещества используют для того, чтобы избежать действия припоя на металл. Чаще всего это стоп-пасты и прочие покрытия, наносящиеся на поверхность распылением или пульверизацией.
Стоп-вещества используют для того, чтобы избежать действия припоя на металл. Чаще всего это стоп-пасты и прочие покрытия, наносящиеся на поверхность распылением или пульверизацией.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков.
 Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.Паяльный флюс
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:
Читать также: Какое зарядное устройство для аккумуляторных батареек выбрать
Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.
Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.
Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.
Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
 youtube.com/embed/szxXw8udeos?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/szxXw8udeos?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.
Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Лужение посредством окунания
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла.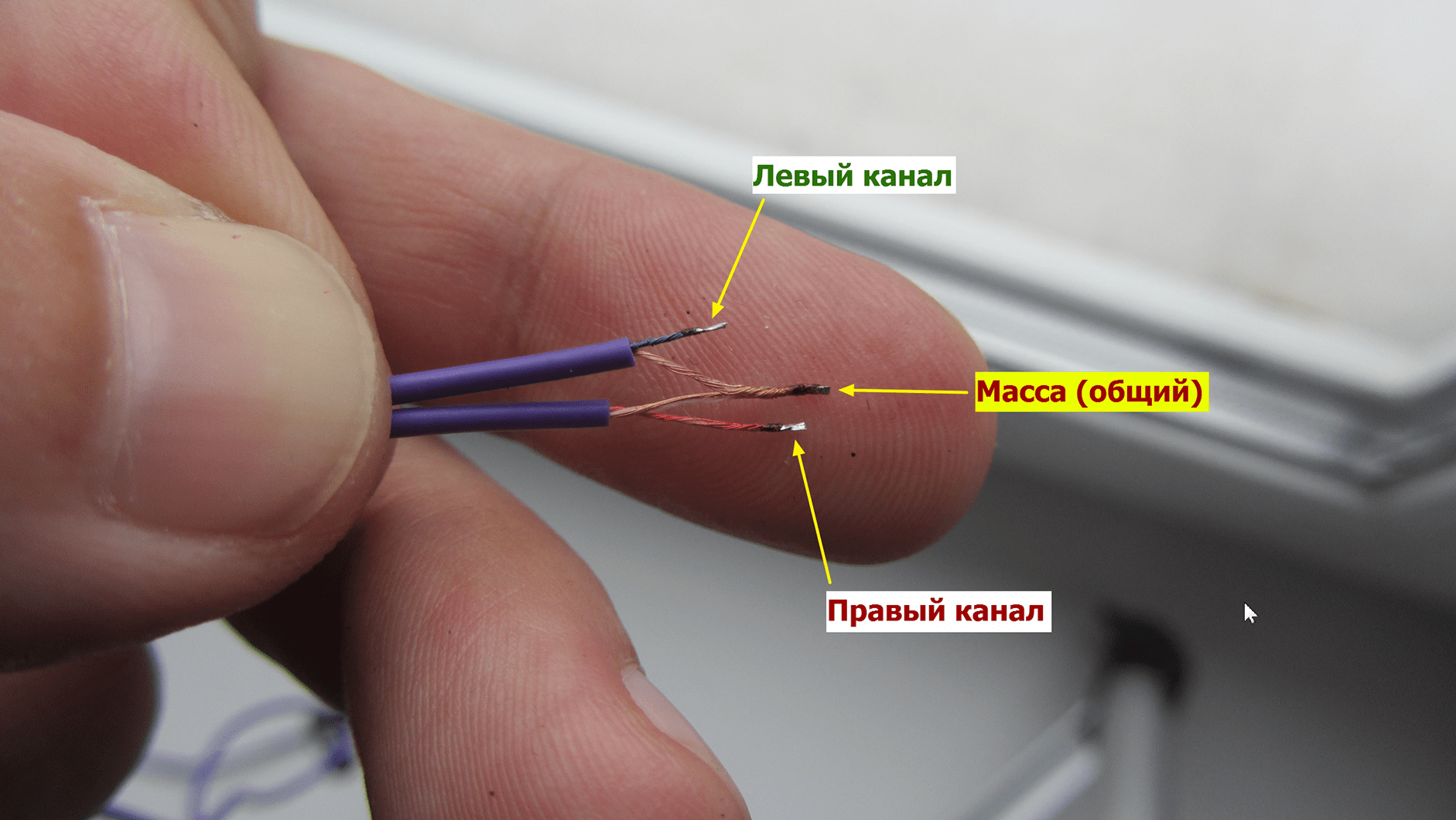 Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.
Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.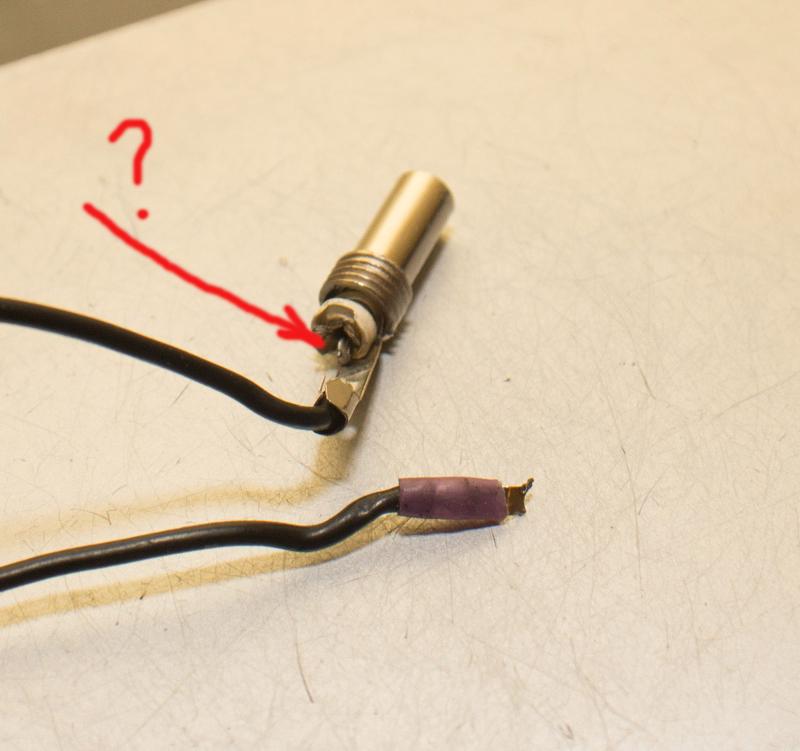
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам.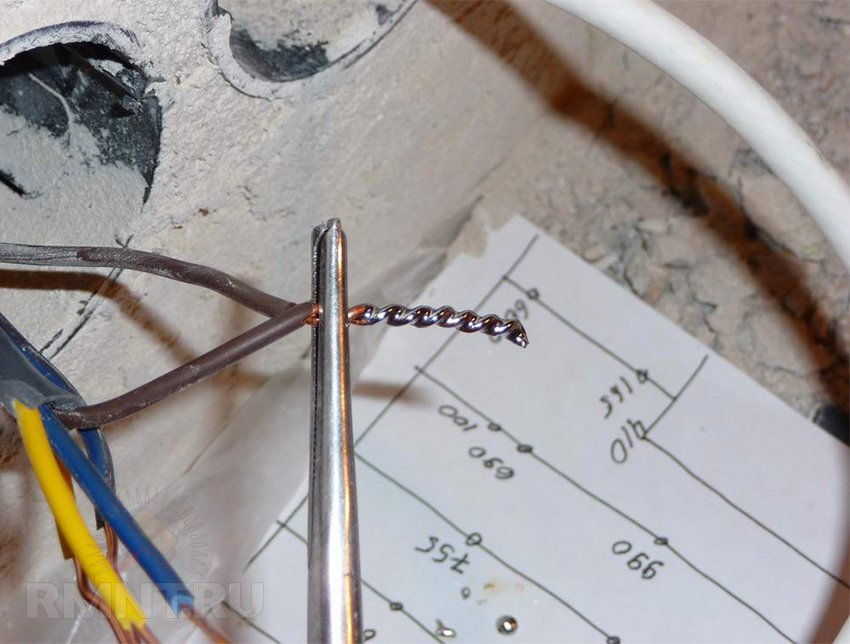 Как следствие, происходит обрыв проводков.
Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта.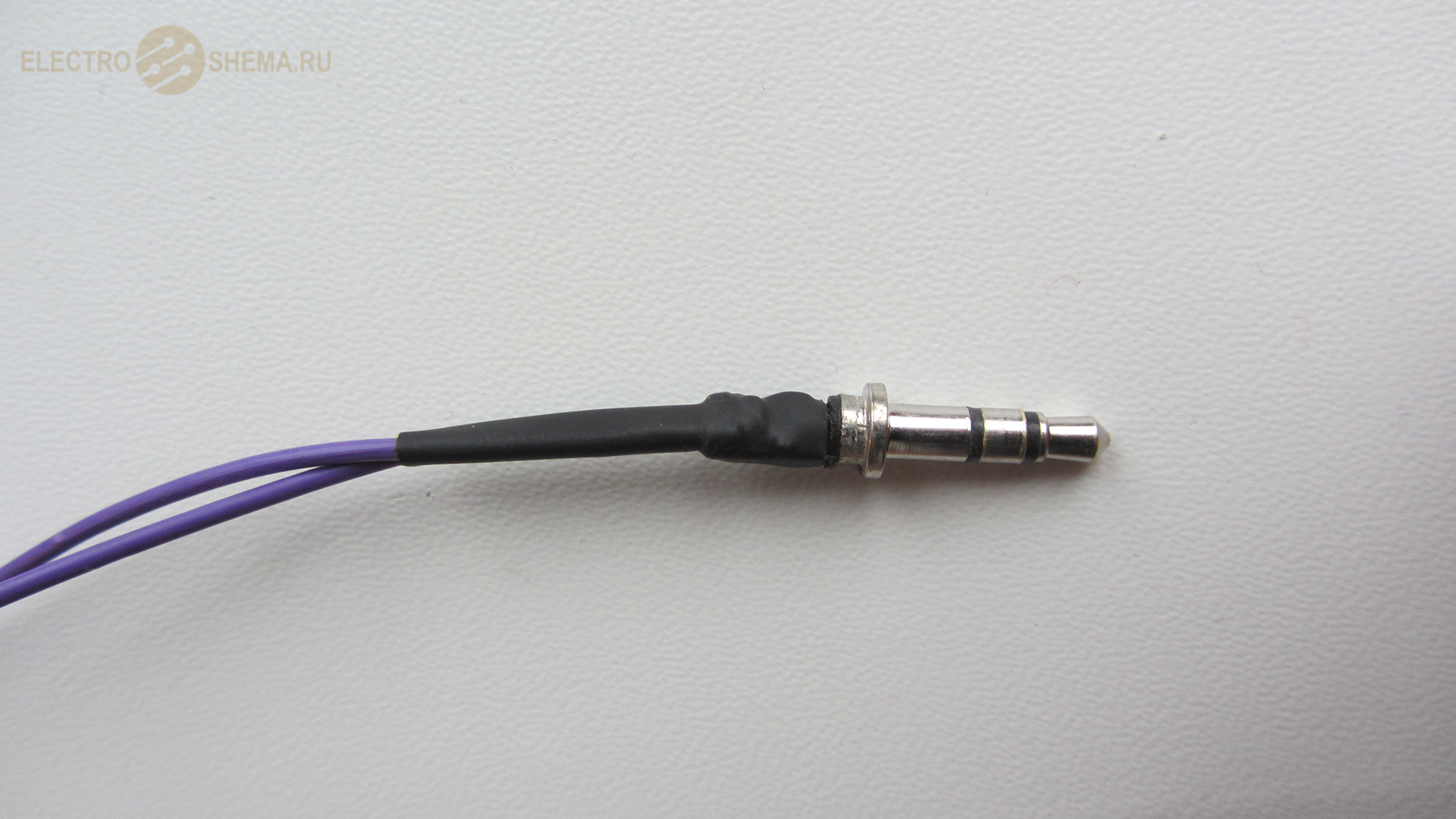 После этого быстро выполняется соединение. Служить оно будет долго и надежно.
После этого быстро выполняется соединение. Служить оно будет долго и надежно.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте.
 Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой.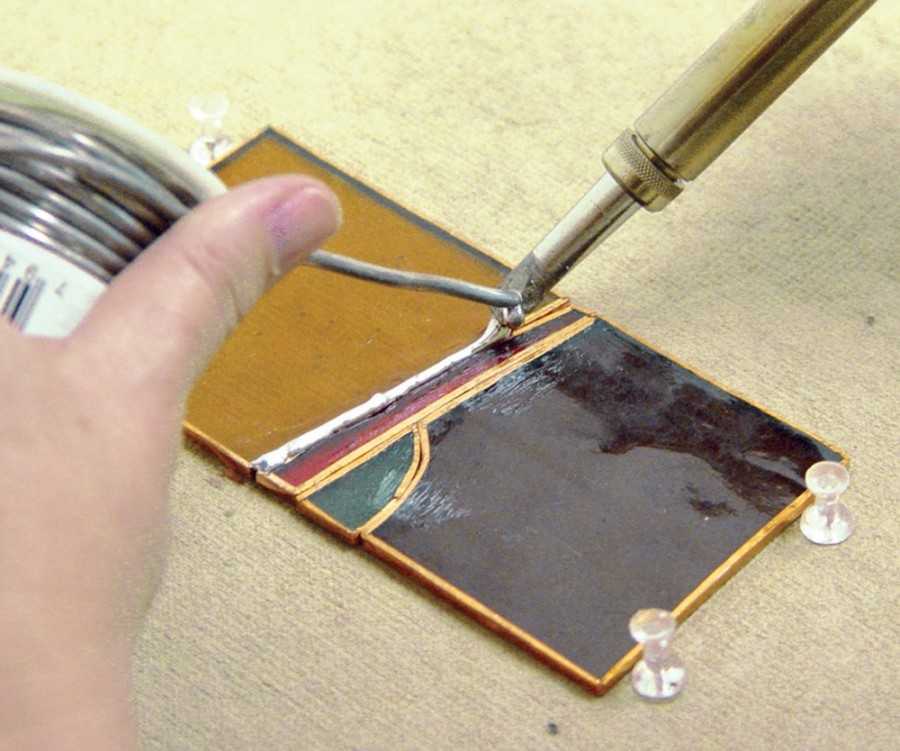 Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводовБольшой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Оцените качество статьи:
Советы по лужению многожильных электрических проводов
Лужение — это процесс плавления припоя вокруг многожильного электрического провода с помощью паяльника. Лужение концов многожильных проводов скрепляет тонкие провода и позволяет легко подсоединять их к винтовым клеммам или другим разъемам. Это также обеспечивает электрическое соединение всех проводов. Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Лужение концов многожильных проводов скрепляет тонкие провода и позволяет легко подсоединять их к винтовым клеммам или другим разъемам. Это также обеспечивает электрическое соединение всех проводов. Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Как работает лужение многожильных проводов
Обратите внимание, что в лужении не используется «олово».Единственный используемый материал — припой электрического качества. Когда нагревается с помощью паяльника, припой заполняет пустоты между стойками для проводов, образуя один сплошной провод, который можно легко согнуть и поместить под винты клемм. Это обеспечивает плотное соединение и практически исключает возможность того, что свободные жилы проводов касаются соединительной коробки или выходят из-под клеммного винта.
Что такое припой электрического класса?
Припой для электротехники обычно имеет канифольный стержень, содержащий материал, называемый флюсом, который помогает улучшить электрическое соединение и прочность.Другой основной тип сердечника — припой с кислотным сердечником — используется в сантехнике, но может повредить электрические компоненты.
Соображения безопасности
Пайку нужно выполнять осторожно! Паяльник сильно нагревается и может вызвать сильные ожоги. Всегда кладите паяльник на жаропрочную поверхность, пока он нагревается и остывает. При пайке всегда работает над термостойкой поверхностью и вдали от легковоспламеняющихся материалов. Будьте осторожны, чтобы не перегреть провод и не расплавить изоляцию провода.Хорошая идея — попрактиковаться в пайке, используя обрезки того же провода, который вы будете паять для своего проекта.
Необходимые инструменты и расходные материалы
- Паяльник
- Бескислотный припой с канифолью
- Губка
- Многожильный электрический провод
- Инструмент для зачистки проводов
Выбор правильного припоя
Лучший припой для лужения многожильного медного провода — это припой с канифольным сердечником электрического качества. Это безкислотный припой, содержащий флюс в сердцевине припоя.Никогда не используйте припой, содержащий кислоту, так как это может повредить провод или его изоляцию. Припой с кислотным сердечником предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без канифольного стержня, вам может потребоваться нанести флюс на проволоку как часть процесса пайки.
Инструкции
Подготовьте провод
Лужить нужно только неизолированной проволокой. Если провод изолирован, снимите с конца провода от 3/4 до 1 дюйма изоляции с помощью приспособлений для зачистки проводов.Эта длина дает вам достаточно провода, чтобы обернуть его вокруг винтовых клемм, но не достаточно, чтобы обнажился лишний провод.
Подготовьте паяльник
Подключите и включите паяльник, дайте ему нагреться. Быстро протрите кончик паяльника влажной губкой. Это удаляет любое окисление, которое могло произойти во время нагрева железа.
Нанесите припой на провод
Вытяните припой из катушки по прямой линии.При желании вы можете зажать проволоку с помощью инструмента «третьи руки» или аналогичного термостойкого удерживающего устройства.
Прикоснитесь кончиком припоя к кончику паяльника, чтобы на кончике паяльника образовалась небольшая лужа жидкого припоя. Это поможет провести тепло к проволоке. Затем прикоснитесь кончиком паяльника к нижней стороне провода, чтобы припой соприкасался с проводом.
Нанесите припой на верхнюю часть провода, противоположную наконечнику паяльника. Припой должен расплавиться и затянуться вокруг жилы проволоки.Совместите припой и паяльник вдоль оголенной части провода, расплавляя припой по ходу движения.
Пусть провод остынет
Дайте припою остыть, затем проверьте результаты. Припой должен образовывать тонкое покрытие по всей длине провода и не должен образовывать комок или толстый валик, создающий электрическое сопротивление. Обычно жилы проволоки видны под припоем.
Если вокруг провода имеется излишек припоя, его можно снова нагреть, чтобы он стал жидким, и его можно было стереть.
При желании с помощью острогубцев согните луженую проволоку в крючок в форме леденца, который легко наматывается на винтовой зажим на таких устройствах, как переключатели и розетки.
Пайка — лужение
Шаг 2: лужение
Неважно это вы паяете, перед собой надо оба контакта «залудить» попытаться спаять их. Это покрывает или заполняет провода или разъем контакты с припоем, чтобы их можно было легко сплавить.
Чтобы залудить проволоку, приложите к ней кончик утюга на секунду. или два, затем нанесите припой на провод. Припой должен стекать свободно на провод и покрыть его (если это многожильный провод, припой должен вливаться в него, и заливать провод). Возможно, вам придется отрезать закончите потом, особенно если вы положили слишком много припаяйте, и на конце провода образовался маленький шарик.
Be осторожно, чтобы не перегреть провод, так как изоляция начнет таять. На более дешевом кабеле изоляция может «сжаться» при нагревании. слишком много, и обнажите больше медной жилы, чем вы планировали. Вы можете вырезать провод обратно после того, как вы его залудили, но лучше просто не перегреть его.
Чем крупнее медная жила, тем больше времени потребуется для нагрева. чтобы втянуть припой, используйте паяльник с более высокой температурой для кабелей большего размера, если можете.
Кому залудить контакт на аудио разъеме XLR, держать утюг снаружи контакта на секунду или две, затем нанесите припой на полость контакта. Еще раз припой должен течь свободно и заполните контакт. Разъемы, такие как гнезда, имеют контакты, которые это просто отверстия в плоской части разъема. Чтобы оловить их, вы положили утюгом и нанесите припой там, где он касается.Припой должен стекать и закрывать отверстие.
После того, как вы залужили обе части, вы готовы их спаять.
Следующая страница: Пайка
% PDF-1.5 % 1 0 obj >>> endobj 2 0 obj > поток 2017-10-19T10: 27: 43-04: 002017-10-19T10: 27: 44-04: 002017-10-19T10: 27: 44-04: 00Adobe InDesign CC 2017 (Windows) uuid: 14c659bd-0095-44b3 -8329-a062b74c8cc6adobe: docid: indd :ffebde8-4a84-11e0-9181-e06d5fbc976fxmp.Идентификатор: 3cadf61a-65cb-8e4b-8a0e-72dec153d7b1proof: pdfxmp.iid: 443b3a20-7d57-644c-9d1a-a0e12526f3f2xmp.did: 705FC408B653E4119C41FA112Deign-application-index-1: indocsfd08d08d08d08ddddddddddddddd08d08d08dddddddddddddddddddc в приложение / pdfAdobe InDesign CC 2017 (Windows) / 2017-10-19T10: 27: 43-04: 00 application / pdf Adobe PDF Library 15.0 Ложь конечный поток endobj 3 0 obj > endobj 5 0 obj > / ExtGState> / Font> / ProcSet [/ PDF / Text / ImageC] / Properties> / XObject >>> / TrimBox [0.0 0,0 612,0 792,0] / Тип / Страница >> endobj 6 0 obj > / ExtGState> / Font> / ProcSet [/ PDF / Text] / Shading >>> / TrimBox [0.0 0.0 612.0 792.0] / Type / Page >> endobj 20 0 объект > поток q 0 382,5 612 409,5 рэ W n q / GS0 гс 0 409,5 409,5 -0 0 382,5 см BX / Sh0 sh EX Q Q BT / CS0 cs 0 0 0 scn / GS1 GS / T1_0 1 Тс -0,005 Tc 6,5 0 0 6,5 22,5 31,2941 Tm (\ 251 2017) Tj [(PHOENIX CONT) 100 (A) 40 (CT)] TJ / Span >> BDC () Tj ЭМС 34,486 0 тд [(P) 150 (.O) 60 (. Bo) 25 (x 4100, Har) 10 (Risburg, P) 70 (A 17111-0100 | Телефон: 717-944-1300 | Факс: 717-944-1625 | \ T) 115 (технический Ser) -15 (вице: 800-322-3225)] TJ 23.88 -1,231 тд [(E-mail: inf) 25 (o @ phoenix) 25 (con.com |) -55 () -55 (W) 90 (ebsit) 10 (e: www) 60 (.phoenix) 25 (продолжение) — 20 (a) 20 (ct.com)] TJ ET / CS0 CS 0 0 0 SCN 0,5 Вт 4 млн q 1 0 0 1 22,5 43,64 см 0 0 мес. 567 0 л S Q BT / T1_1 1 Тс 9,5 0 0 9,5 43,2 713,5211 тм [(Ot) -25 (h) 10 (erc) 20 (omm) 10 (on mis) 5 (c) 20 (on) 10 (c) 20 (e) -20 (p) 9.9 (t) -29.9) (i) 9.9 (ons)] TJ 0 Тс 13,313 0 Тд () Tj / T1_2 1 Тс -0,005 Тс -13,313 -1,474 Тд [(T) 20 (innin) 25 (g wir) 10 (es will in) 10 (c) -10 (r) 10 (eas) 15 (e corr) 15 (osion r) 10 (esis) 10 (tan) 10 (ce:) — 5 ()] TJ / T1_0 1 Тс 0 Тс 17.43 0 Тд () Tj -0,005 Тс -17,43 -1,474 Тд [(Y) 140 (es \ 205, но когда луженая проводка) 25 (e is compr) 25 (essed in the t) 10 (erminal,) — 5 ()] TJ 0 Тс 25,35 0 Тд () Tj -0,005 Тс -25,35 -1,474 Тд [(олово br) 25 (eaks a) 10 (par) -19,9 (t, чтобы соединение не могло быть больше) -5 ()] TJ 0 Тс 24,378 0 Тд () Tj -0,005 Тс -24,378 -1,474 Тд [(be g) -10 (as-tight. Bar) 25,1 (e wir) 25 (e strands) cr) 25 (есть) 10 (ea bett) 10 (er) 99,9 (, g) -10 (as-tight ) -5 ()] TJ 0 -1,474 TD [(соединение и может быть мор) 25 (e e \ 034ectiv) 15 (e wa) 32 (y of r) 25 (обучение cor) 10 (r) 25 (osion.) -5 ()] TJ / T1_2 1 Тс 0 -2,421 TD [(T) 20 (inn) 10 (ed wir) 10 (es will s) 10 (t) -29.9 (ill \ 037) -10 (t in) 20 (to t) -25 (h) 10 (e termin ) 10 (al bloc) -20 (k:) — 5 ()] TJ 0 Тс 17.699 0 Тд () Tj / T1_0 1 Тс -0,005 тс -17,699 -1,474 тд [(В некоторых случаях a) 20 (d) 10 (ded mat) 10 (erial will pr) 25,1 (e) 15 (v) 15 (ent the wir) 25 (e fr) 25 (om \ 037tting) -5 ()] TJ 0 -1,474 TD [(пр) 25 (оперл) 10 (у в блоке) -10 (.ад) 10 (динг жестяная банка) 30 (е вир) 25 (е больше чем) -5 ()] ТДж 0 Тс 25,482 0 Тд () Tj -0,005 Тс -25.482 -1,474 тд [(t) 10 (концевой блок — крыса) 10 (ed f) 25 (или) 100 (. Это будет pr) 25 (e) 15 (v) 15 (ent t) 10 (erminal fr) 25 (om) -5 ()] TJ Т * [(пр) 25 (оперл) 10 (у закрытие / зажим на t) 10 (на провод) 25 (е) -20 (.)] TJ / T1_3 1 Тс 0 -2,895 TD [(Заключительная мысль) -10 (s) -5 ()] TJ / T1_0 1 Тс 0 Тс 6,886 0 Тд () Tj 0,273 0 тд () Tj -0,005 Тс -7,159 -1,474 Тд [(A) -17,8 (l) -4 (lt) -11,3 (h) -5,1 (i) -6,8 (n) -5,8 (g) -18,3 (sc) -2 (o) -8,7 (n) -) — 10,4 (s) -5 (i) -0,8 (d) -9,7 (e) -15,3 (r) -1,1 (e) -9,4 (d) -21,7 (, t) -5,4 (i) -6.9 (n) -8,1 (n) -5,1 (i) -6,8 (n) -5,8 (gw) -14,1 (i) -7,8 (r) -1 (e) -14,7 (sc) -2,1 (o) — 7,4 (u) -6,5 (l) -4,4 (db) -10,4 (et) -11,3 (h) -6,7 (er) -1,1 (e) -18,1 (a) -18,4 (s) -2,8 (o) — 8,7 (нф) 1,2 (о) -9,6 (г) -5 ()] ТДж 0 Тс 24,319 0 Тд () Tj 0,002 Tc -0,007 Tw -24,319 -1,474 Td [(lo) -2,7 (o) 1,9 (s) 6,1 (e) 7 (c) 5,1 (o) -1,7 (n) -1,1 (ne) -7,2 (c) -14,2 (t) 1,5 (i) 2,4 (o) -1,7 (n) -3,4 (s) 7 (дюйм) 7 (s) 4,9 (c) -4,6 (r) 5,9 (e) 6,9 (w) 7 (te) -8,2 (r) -9 ( м) 0,5 (дюйм) -6 (a) -3,4 (l) 7 (b) -2,6 (lo) -1,8 (c) -3,1 (k) -21,5 (s) -7,1 (.) 7 (Вт) -13,7 (ч) 1,9 (i) 2,6 (l) 0,7 (e) 7 (t) 1,6 (дюйм) -1,1 (n) 1,9 (дюйм) 1,2 (g) 2 ()] TJ 0 Tc 0 Tw 23,825 0 Td () Tj -0,005 Тс -23,825 -1,474 Тд [(d) -10,1 (o) -7,8 (e) -14,7 (sh) -13 (a) 11,3 (v) 6,1 (eb) -10,4 (e) -14,3 (n) -6,7 (e) -17,2 ( \ 037) -16,3 (t) -16,9 (s) -21,5 (, t) -11,3 (h) -6,7 (e) -15,3 (r) -1 (ea) -11,8 (r) -1,1 (eb) — 10,4 (e) -14,5 (t) -25,6 (t) -6,9 (e) -15,3 (ra) -10,4 (l) -12,2 (t) -6,9 (e) -15,3 (r) -15 (n) — 13 (а) -4,5 (т) -5,4 (и) -10,7 (в) 6,1 (д) -14,7 (ст) -11,3 (з) -13 (а) -4,5 (тс) -2 (о) -7,5 (и) -6,5 (л) -4.4 (d) -5 ()] TJ 0 Тс 24,294 0 Тд () Tj -0,005 Тс -24,294 -1,474 Тд [(s) -14,2 (a) 11,3 (v) 6,1 (ey) 6 (o) -7,5 (ut) -11,3 (h) -6,7 (eh) -6,7 (e) -18,1 (a) -1,1 (d) ) -17,2 (a) -5,4 (c) -10,6 (h) -6,7 (eo) -5,4 (fl) -6,8 (o) -9,6 (o) -5,1 (s) -0,9 (et) -6,9 (e ) -15.3 (r) -16 (m) -6.5 (i) -6.8 (n) -13 (a) -4.5 (t) -5.5 (i) -4.6 (o) -8.7 (n) -10.4 (s ) -14,1 (. A g) -12,6 (r) -1,1 (e) -18 (a) -4,5 (ta) -10,4 (l) -12,2 (t) -6,9 (e) -15,3 (r) -15 (n) -13 (a) -4,5 (t) -5,5 (i) -10,7 (v) 6,1 (e) -5 ()] TJ 0 -1,474 TD [(i) -8,7 (s t) -7,8 (o u) -12.2 (s) -0.9 (e fe) -15.3 (r) -16 (r) -15.5 (u) -6.5 (l) -6.3 (e) -14.6 (sa) -10.9 (n) -3.1 (de) -14,3 (n) -10,4 (s) -3,5 (u) -9,4 (r) -1,1 (et) -11,3 (h) -6,8 (es) -2,1 (c) -11,6 (r) -1,1 (ew) -10,3 (sa) -11,8 (r) -1,1 (et) -5,5 (i) -4,2 (g) -11,7 (h) -9,2 (t) -6,9 (e) -14,3 (n) -6,7 (e) -9,4 (dt) -7,8 (ot) -11,2 (h) -6,7 (e) -5 ()] TJ 0 Тс 24.901 0 Тд () Tj 0,004 Tc -0,009 Tw -24,901 -1,474 Td [(p) -1,5 (r) 9,3 (o) -1,6 (pe) -6,3 (r) 9 (s) -0,7 (pe) -5,2 (c) 2,6 (i) -2,7 (\ 037) -1,5 ( c) -6.6 (a) 4.5 (t) 3.5 (i) 4.4 (on) -4.6 (.)] TJ ET 0.475 Вт 10 млн q 1 0 0 1 320,95 698,57 12 см 0 0 мес. 156.339 0 л S Q q 1 0 0 1320,95 684,5712 см 0 0 мес. 172.622 0 л S Q q 1 0 0 1 320,95 661,5712 см 0 0 мес. 242.312 0 л S Q q 1 0 0 1 320,95 647,5712 см 0 0 мес. 250.454 0 л S Q q 1 0 0 1320,95 624,5712 см 0 0 мес. 241.249 0 л S Q q 1 0 0 1320,95 610,5712 см 0 0 мес. 191.707 0 л S Q q 1 0 0 1 320,95 587,5712 см 0 0 мес. 155.617 0 л S Q q 1 0 0 1 320,95 564,57 12 см 0 0 мес. 227.626 0 л S Q q 1 0 0 1 320,95 550,57 12 см 0 0 мес. 104.204 0 л S Q q 1 0 0 1 320,95 527,57 12 см 0 0 мес. 230.79 0 л S Q q 1 0 0 1320,95 513,5712 см 0 0 мес. 255.292 0 л S Q q 1 0 0 1320,95 499,5712 см 0 0 мес. 59.356 0 л S Q BT / T1_3 1 Тс 0 Tc 0 Tw 9,5 0 0 9,5 320,95 713,5211 Tm [(Ref) 10 (er) 15 (ences)] TJ / T1_0 1 Тс () Tj () Tj 0 -1,474 TD [(https: // www) 60 (.ipc) -20 (.org / 4.0_Kno) 20 (wledge / 4.1 _)] TJ 0 -1,474 TD [(St) -20 (andar) 25 (ds / J-STD-001E-r) 25 (edline-April-2010.pdf)] TJ 0 -2,421 TD [(https: // electr) 25 (onics.st) -20 (a) 20 (ck) 30 (ex) 25 (change) -19.9 (.com / questions / 29861 / tinning -)] TJ 0 -1,474 TD [(wir) 25 (es-that-will-be-scr) 25 (e) 15.1 (w) 19,9 (ed-in-t) 10 (o-a-chocolat) 10 (e-block-t) 10 (erminal-strip)] TJ 0 -2,421 TD [(http: // pcb) 10 (.iconnect007.media / index) -10 (.php / ar) -19.9 (ticle / 54474 / pcb-101 -)] TJ 0 -1,474 TD (коэффициент \ 036cient-of-теплового расширения / 54477 /? скин = pcb) Tj 0 -2,421 TD [(http: // cleanr) 25 (oom.b) 20 (yu.edu/CTE_mat)10 (erials)] TJ Т * [(http: // www) 60,1 (.bing.com / seek) 25 (ch? q = термическое + расширение & sr) 25 (c = IE -)] TJ 0 -1,474 TD [(Sear) 25 (chBo) 25 (x & FORM = IESR02)] TJ 0 -2,421 TD [(http: // www) 60.1 (.bing.com / search) 25 (ch? q = tinning & qs = n & f) 25.1 (orm = QBRE &)] TJ 0 -1,474 TD (sp = -1 & pq = лужение & sc = 8-7 & sk = & cvid = 9CC57963FDC94701B367E) Tj 0 -1,474 TD [(937D8F0D) 55 (A1A)] TJ ET конечный поток endobj 21 0 объект > endobj 9 0 объект [/ ICCBased 23 0 R] endobj 22 0 объект > endobj 24 0 объект > поток конечный поток endobj 23 0 объект > поток HyTSw oɞc [5laQIBHADED2mtFOE.c} 08 8 GNg9w ߽
Что такое луженая медная проволока?
Медные провода — одни из наиболее часто используемых компонентов в электромонтажных работах.Независимо от того, включает ли работа производство электроэнергии, телекоммуникации или простые схемы, компоненты на основе меди часто играют ключевую роль в проекте. Несмотря на всю универсальность и относительно невысокую стоимость, обычный медный провод подходит не для всех ситуаций. В определенных условиях, чтобы медная проволока оставалась эффективной, ее необходимо подвергать специальной обработке.
TL; DR (слишком длинный; не читал)
Луженая медная проволока — это тип медной проволоки, покрытой тонким слоем олова для защиты меди от коррозии, которая может снизить эффективность проволоки во влажном или дождливом климате. в жарких средах и в определенных типах почв.Луженая проволока дороже, чем ее не луженая аналог, но служит значительно дольше и ее легче припаять, чем не луженую медную проволоку.
Возможности меди
Медь — второй по проводимости металл в мире после серебра, но из-за ее большого количества и простоты работы медь считается стандартом в электромонтажных работах. Медь также является стандартом, по которому оцениваются все другие проводящие металлы. В 1913 году Международная электротехническая комиссия установила его проводимость на уровне 100 процентов от Международного стандарта отожженной меди (IACS).Металл устойчив к гальванической коррозии — постепенному разрушению одного металла при электрическом контакте с другим металлом — и достаточно прочен, чтобы избежать растяжения, зазубрин и разрывов. Однако медь не непобедима.
Проблемы с окислением
Если вы когда-нибудь видели Статую Свободы, вы видели окисленную медь. В исключительно влажном климате, например, на побережье, в болотистых южных районах США или в сильно кислых почвах, медь реагирует с водой, кислородом или серой в окружающей среде и разлагается на полупроводник.Другими словами, медь становится гораздо менее эффективной при перемещении электричества через себя. Чаще всего эту проблему решают путем лужения.
Преимущества лужения
Когда вы наносите тонкое покрытие из олова на оголенный медный провод, либо погружая медь в расплавленный металл, либо используя электрический ток для связывания олова с медью, вы создаете так называемую луженую медную проволоку. . Луженая медная проволока обладает такой же проводимостью, как и неизолированная медная проволока, но тонкий слой олова помогает проволоке противостоять коррозии.Луженая медная проволока может служить до 10 раз дольше, чем ее не луженая аналог, а поскольку припой состоит в основном из олова, луженую проволоку невероятно легко припаять. Луженая медная проволока особенно полезна в промышленных кранах, метро и морских проектах, где оловянное покрытие делает проволоку более водостойкой.
Недостатки стоимости
Несмотря на многие преимущества луженой проволоки, она не всегда подходит для работы. Луженый медный провод дороже, чем его не луженый аналог, и может стоить на 30 процентов дороже, чем обычный неизолированный медный провод.В средах, где кислая почва, высокая температура или высокая влажность не являются проблемой для проекта, не луженая медная проволока также работает.
Концевая заделка проводов для винтовых клемм
Q: Следует ли лужить многожильные медные провода припоем для подключения к винтовым клеммам.
A: Передовой производственной практикой является НЕ олово олово проводов, которые должны заканчиваться винтовыми клеммами.
Во-первых, причина в том, что разные скорости теплового расширения меди и припоя вызывают проблему.Припой на конце луженой проволоки расширяется больше, чем медная (латунная) клемма, а большой штифт в маленьком отверстии заставляет более мягкий металл податливаться (он также становится мягче с увеличением нагрева). Когда позже температура падает, детали снова сжимаются, но теперь луженый конец провода меньше, чем был, и вызывает плохое соединение.
Я встречал этот симптом на практике несколько раз, поэтому знайте, что это реальная проблема. Обычно это проявляется только в соединениях с сильным током или горячей окружающей средой, традиционно в таких вещах, как нагреватели, поэтому может стать проблемой в случайной машине RepRap на основных клеммах питания, экструдере и горячем слое.
Хотя винтовые клеммы распространены повсеместно и используются повсеместно для самых разных вещей, они обычно используются без лужения проводов из-за проблем с экономией, поэтому проблема не возникает так часто, как могла бы.
В профессиональных монтажных шкафах и распределительных щитах вы не найдете луженых проводов под винтовые клеммы. Способы избежать олова найдены и довольно практичны.
- Во-первых, большинство профессиональных винтовых клемм в наши дни имеют плоскую прижимную подушку или язычок, который защищает провод от проворачивания конца винта и поддерживает порядок на концах жил.
- Часто одножильные провода используются в системах сигнализации и телефонной связи.
- В автоматизации производства (ПЛК) и распределительных щитах провода систематически заканчиваются кабельным наконечником (тонкостенные медные (тонкие луженые, не пропаянные) трубки с пластиковой воронкой), которые тщательно обжимаются (или просто прижимаются плоскогубцами) на каждый конец провода до начала заделки. Эти наконечники позволяют повторно подключать несколько раз без чрезмерного повреждения конца провода.[1]
Существуют также предварительно изолированные и традиционные неизолированные клеммы на концах проводов, которые можно приобрести у любого хорошего оптовика электротехники (например, кабельные наконечники), которые имеют плоский язычок вместо круглого / раздвоенного наконечника или клеммы с лезвием. Клеммы сверхвысокой надежности для использования в авиации и космонавтике могут иметь обжим и внутренний припой, чтобы их можно было оплавить горячим пистолетом после обжима, чтобы растечь припой и усадить защитный кожух для снятия натяжения / изоляцию, чтобы изолировать конец провода от влаги и газа при обеспечение лучшего электрического контакта после уже прочного механического соединения.
Теперь о том, как правильно заделать провода для винтовых клемм своими руками, есть три практичных и заслуживающих упоминания способа.
- Во-первых, я рекомендую вам зачистить провод примерно на 8 мм, плотно скрутить конец только пальцами, а затем аккуратно сложить конец вдвое, у этого провода вдвое больше жил и несколько раз может возникнуть винтовой зажим, оставьте немного больше ослабьте провода (на 16 мм больше), чтобы можно было повторно заделать конец, если все жилы оборвутся в результате повторной вставки.По возможности используйте винтовые клеммы с защитным язычком.
- Во-вторых, то, что я видел в некоторых бытовых приборах, которые в прошлом продавались без формованных заглушек, чтобы сохранить предварительно зачищенные жилы на месте, но избежать припоя под винтом клеммы, поставщик олово олово оловом оставил только последние 1-2 мм. Провода и область, где винт будет давить, были из простой меди, много раз раскрученной, так как она выдерживает многократные заделки несколько раз. Если у меня поблизости есть паяльник, когда я работаю с сетевыми проводами, я часто использую эту технику, но припой может довольно легко растянуть провод, если вы не будете осторожны, жидкий флюс и крошечный припой, вероятно, являются лучшей техникой производства для этот вид подготовки.
- В-третьих, если используются предварительно луженые концы проводов, простое решение проблемы (если вы не хотите разрезать и зачищать) — это очень осторожно затянуть винт на проводах основного питания и нагревателя через несколько сотен часов. использования. Через несколько раз весь припой, который может поддеться, улетучится, и вы получите хороший механический контакт между медью и латунью. Вы не хотите чрезмерно затягивать винты, и вы также не хотите ослаблять их при выполнении этого обслуживания, просто осторожно затяните винты, чтобы устранить провисание, не перемещая его в новом положении.
| Проволока New England
В дополнение к выбору основного металла и техники скрутки, покрытие — это опция, позволяющая максимизировать и настраивать свойства проводника. Гальваника предлагает относительно недорогой способ сочетания преимуществ двух металлов.
Жилы и экраны многожильных кабелей обычно изготавливаются с использованием меди или сплава на основе меди в качестве основного металла, прежде всего из-за высокой проводимости этих материалов, хороших механических характеристик и разумной стоимости.В то время как материалы на основе меди обладают многочисленными преимуществами в качестве электрических проводников, во многих областях применения требуются свойства, превосходящие то, что может обеспечить провод без покрытия. Эти свойства включают способность к пайке, диапазон температур, контактное сопротивление или коррозию и химическую стойкость; поэтому для улучшения одного или нескольких из вышеуказанных свойств на проводники часто наносят покрытие. Для покрытия можно использовать самые разные металлы; однако олово, серебро и никель являются наиболее распространенными.
Олово — наиболее распространенное покрытие для меди и медных сплавов благодаря низкой стоимости и очень хорошей паяемости.Повышенная коррозионная и химическая стойкость также является преимуществом лужения (но зависит от толщины покрытия). Олово имеет относительно низкую температуру плавления и поэтому обеспечивает небольшое улучшение диапазона рабочих температур меди. Кроме того, олово имеет относительно низкую проводимость и при нанесении покрытия на медь образует интерметаллический слой, который увеличивает сопротивление по сравнению с неизолированным или посеребренным проводом.
Серебро обеспечивает чрезвычайно высокую проводимость и фактически снижает сопротивление гальванического провода.Это особенно полезно в высокочастотных приложениях, потому что скин-эффект приведет к увеличению тока, протекающего через серебро. В дополнение к проводимости, посеребрение меди улучшит характеристики при высоких температурах и в целом улучшит химическую стойкость. Паяемость посеребренных проводников превосходна, и хотя серебро может подвергаться некоторому окислению, оксид серебра является проводящим материалом, поэтому влияние на паяемость незначительно. Хотя серебряное покрытие дает много преимуществ по сравнению с луженой или немелованной медью, необходимо учитывать дополнительную стоимость.
Никель — гораздо более твердый металл, чем другие распространенные варианты покрытия, и предлагает отличную устойчивость к высоким температурам. Увеличение диапазона рабочих температур за счет никелирования зависит от толщины покрытия, но превосходит ту, которая достигается при использовании серебра. Никель очень устойчив к суровым условиям окружающей среды и коррозии; однако из-за его твердости пайка может быть затруднена и требует активированного флюса. Обжимная муфта может быть хорошим вариантом для никелированной проволоки, но, поскольку это твердый материал, может потребоваться некоторая корректировка инструментов.Электропроводность никеля относительно низкая, и покрытие увеличивает сопротивление проволоки (подобно удару лужения).
Компания New England Wire Technologies имеет собственное оборудование для нанесения покрытия на олово и серебро в соответствии с вашими конкретными требованиями или стандартами ASTM. В дополнение к уже обсуждаемым, New England Wire использовала множество других вариантов покрытия, включая золото, хром и Stay-brite®. У нас есть обширный опыт производства нестандартных проводов и кабелей из материалов с покрытием, и мы можем работать с вами, чтобы выбрать подходящий вариант для вашего приложения.
Stay-brite® является зарегистрированным товарным знаком Harris Products Group.
Bill Me Later Открыть Готов к отправке Отправленный Поднял Отменено Неполный На удерживании Назад заказано Вернулся {{порядок. |