
принцип работы, устройство, изготовление своими руками
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
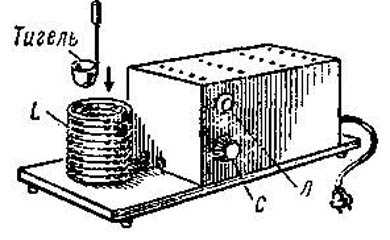
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.


В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 10С;
- П – производительность печной установки, т/ч;
- t — температура перегрева сплава или металлической заготовки в ванной печи, 0С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
к содержанию ↑Виды и подвиды
Индукционные печи делятся на два основных вида:
- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.

Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
к содержанию ↑Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
к содержанию ↑Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.

Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.



Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
к содержанию ↑Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
| INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
INDUTHERM MU-900 | Печь работает от электропитания в 380 В, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2
| Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
ИСТ-1/0,8 М5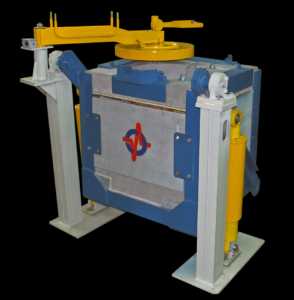 | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
УИ-25П | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
УИ-0,50Т-400 | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380В, максимальная рабочая t – 1850 0С. | 900 тыс. |
ST 10 | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
ST 12 | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |

Вывод
Самостоятельно сделать индукционную печь увлекательно, но это сопряжено с некоторыми ограничениями и неизвестными последствиями, так как нужно опираться на законы физики и химии, а кто в этом не силен, тот не сможет провести процесс безопасно. Для частого использования такой установки лучше подобрать подходящий вариант из представленных выше.
pechnoy.guru
Индукционные печи. Виды и работа. Применение и особенности
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Принцип действия
Работа индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры. Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печей
Индукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печи
Такая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печи
Печи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Конструктивные особенности
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм2, при охлаждении водой допустимый ток 20 ампер на мм2. Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают трансформатор на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печи
Основными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещения
Чаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печей
Процесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Похожие темы:
electrosam.ru
Индукционные печи для кухни
Плита – ключевой элемент бытовой техники, без которого невозможно обойтись ни на одной кухне. И если раньше помощницами хозяек были электрические и газовые варочные панели, то сейчас популярность приобретают индукционные печи. И это оправданно, ведь они обладают массой неоспоримых преимуществ: пожаробезопасностью, экономичностью, высокой скоростью разогрева и приготовления пищи. Индукционные печи- самая современная бытовая техника для кухни
Индукционные печи- самая современная бытовая техника для кухни
Принцип работы индукционной печи
На рынке бытовой техники индукционная печь появилась в 80-х годах прошлого столетия, однако к изобретению отнеслись недоверчиво из-за высокой стоимости и непонятного принципа функционирования. Только после того, как рестораторы начали использовать индукционную панель и прочувствовали ее преимущества, их примером воспользовались хозяйки, желающие упростить и ускорить приготовление пищи.
Принцип работы индукционных плит основан на использовании энергии магнитного поля. Стеклокерамическая поверхность печки скрывает под собой медную катушку, при прохождении через витки которой электрический ток преобразуется в индукционный. При размещении на конфорке посуды с магнитным дном ток воздействует на электроны ее ферромагнитного материала, приводя их в движение. Вследствие этого процесса происходит выделение тепла, благодаря которому посуда нагревается и находящееся в ней содержимое приходит в стадию приготовления.
 Для приготовления пищи на индукционной плите нужна специальная посуда
Для приготовления пищи на индукционной плите нужна специальная посуда
Индукционные варочные панели принципиально отличаются от электрических и газовых, следующими аспектами:
- Нагрев покрытия. В традиционных печках в первую очередь нагревается конфорка, после чего передает тепло, стоящей на ней посуде. Индукционный нагрев предполагает разогрев непосредственно дна сковороды либо кастрюли. Стеклокерамическая панель при этом нагревается от посуды, а после ее снятия остывает в течение 5 минут.
- Коэффициент полезного действия. Индукционные электрические плиты имеют КПД 90% за счет того, что энергия не тратится на нагревание конфорки, а воздействует на дно кастрюли.
- Экономия электроэнергии. Регулировка температуры индукционной печи происходит практически моментально, что ведет к рациональному потреблению электроэнергии.
- Безопасность. При работе печки сама панель не нагревается, поэтому можно не бояться получения ожогов.
Особенности приготовления еды
Часто хозяйки преднамеренно отказываются от покупки электроиндукционных печей, поскольку опасаются сложностей при включении и готовке. На самом деле в том, чтобы включить индукционную плиту, нет ничего сложного.
После подключения прибора к источнику питания сработает сигнал, оповещающий о возможности включения варочной панели. Каждая зона имеет регулятор мощности и настраиваемый таймер.
 Необычный дизайн индукционной плиты
Необычный дизайн индукционной плиты
О том, как готовить на индукционной плите, подробно расписано в инструкции по ее применению. Там обозначены температурные режимы и параметры мощности, необходимые для конкретного процесса приготовления того или иного блюда. Например, закипание воды происходит на 7-9 уровне, тушение – 5 или 6.
Виды плит
На рынке бытовой техники представлены печи различной функциональности и стоимости. Пользователи могут приобрести как недорогие индукционные плиты для кухни, так и многофункциональные системы, монтируемые в кафе и ресторанах.
К основным видам этого оборудования относятся:
- компактные настольные индукционные плиты с одной или несколькими конфорками;
- встраиваемая техника либо отдельные варочные панели;
- комбинированные плиты – совмещают элементы, работающие на принципе магнитной индукции, и электрические нагревательные конфорки.
 Комбинированная индукционно-газовая плита
Комбинированная индукционно-газовая плита
При выборе печки на основе энергии магнитного поля стоит обращать внимание на возможности мощности и количество режимов. Функция интенсивного нагрева позволяет приготовить блюдо быстрее.
Инфракрасные сенсоры контролируют максимальный нагрев дна кастрюли и предотвращают пригорание пищи: на мой взгляд, эта функция необходима в приборе.
Задуматься стоит и о форме конфорки: она может быть плоской или углубленной. От этого будет зависеть возможность использования посуды с различным дном. Многофункциональные устройства, такие как индукционные плиты с духовым шкафом и большим количеством конфорок, позволят одновременно приготовить несколько блюд.
Технические характеристики
В зависимости от типа и стоимости электроиндукционные печи имеют следующие технические характеристики:
- максимальная температура нагрева составляет 60 градусов Цельсия;
- мощность колеблется в диапазоне 50-3500 Вт;
- количество режимов регулировки дифференцируется от 12 до 20 в зависимости от вида прибора;
- устройства оснащены сенсорной панелью;
- нагревательный элемент действует на основе индукции;
- прибор оснащен таймером.
 Переносная индукционная плитка
Переносная индукционная плитка
Как и любая техника, этот вид печей не застрахован от поломок, однако найти запчасти для индукционных плит не составит никакого труда. Кроме того, люди, разбирающиеся в законах физики, запросто смогут изготовить индукционную плиту своими руками. Однако, помните, что браться за это дело стоит лишь в случае наличия необходимых знаний и опыта.
Подбираем посуду для индукционной плиты
Многие хозяйки уверены, что всю посуду для индукционной плиты придется покупать заново, поскольку имеющаяся не подойдет. Это не совсем так.
Для приведения индукционной варочной панели в режим работы необходимо использовать посуду, обладающую ферромагнитными свойствами. Проверить это достаточно просто: нужно приложить магнит ко дну. Если он прилипнет, посуда подходит для использования на плите.
Ферромагнитными свойствами обладает железные, эмалированные и чугунные кастрюли. Стеклянные, керамические, фарфоровые и медные емкости не подходят для печи, использующей энергию магнитного поля.
В случае когда подходящих кастрюль и сковородок в наличии нет, выбрать посуду для индукционных плит не составит труда, если воспользоваться несколькими советами:
- дно индукционной посуды должно иметь диаметр не менее 12 см для обеспечения оптимальной площади соприкосновения с поверхностью печки;
- толщина днища сковороды гриль для индукционной плиты или другой емкости должна составлять не менее 2 и не более 6 мм;
- поверхность дна должна быть ровной, без изгибов;
- помочь в выборе правильной емкости может значок на посуде для индукционных плит, который выглядит как горизонтальная спираль и означает использование ферромагнитного материала.
Существует много фирм, занимающихся выпуском кастрюль, сковородок, сотейников, жаровен и даже турок для индукционных плит. Поэтому купить их не составит труда.
ПОСМОТРЕТЬ ВИДЕО
Если возможность приобрести полный набор специальной посуды отсутствует, можно воспользоваться адаптером для индукционной плиты. Он представляет собой диск толщиной 2-3 мм с различным диаметром в зависимости от размера кастрюль и сковородок. Принцип действия таков: катушка передает тепло переходнику для индукционной плиты, который, в свою очередь, нагревает стоящую на нем посуду. При использовании такого устройства не обязательно покупать специальный чайник для индукционной плиты, можно запросто пользоваться любимым керамическим.
obzorkuhni.ru
Индукционные нагреватели и печи своими руками: от теории к реализации
Индукционная печь изобретена давно, еще в 1887 г, С. Фарранти. Первая промышленная установка заработала в 1890 г. на фирме Benedicks Bultfabrik. Долгое время индукционные печи и в индустрии были экзотикой, но не вследствие дороговизны электричества, тогда оно было не дороже теперешнего. В процессах, происходящих в индукционных печах, было еще много непонятного, а элементная база электроники не позволяла создавать эффективные схемы управления ими.
В индукционно-печной сфере переворот произошел буквально на глазах в наши дни, благодаря появлению, во-первых, микроконтроллеров, вычислительная мощность которых превышает таковую персональных компьютеров десятилетней давности. Во-вторых, благодаря… мобильной связи. Ее развитие потребовало появления в продаже недорогих транзисторов, способных отдавать мощность в несколько кВт на высоких частотах. Они, в свою очередь, были созданы на основе полупроводниковых гетероструктур, за исследования которых российский физик Жорес Алферов получил Нобелевскую премию.
В конечном итоге, индукционные печки не только совершенно преобразились в промышленности, но и широко вошли в быт. Интерес к предмету породил массу самоделок, которые, в принципе, могли бы быть полезными. Но большинство авторов конструкций и идей (описаний которых в источниках много больше, чем работоспособных изделий) плоховато представляют себе как основы физики индукционного нагрева, так и потенциальную опасность неграмотно выполненных конструкций. Настоящая статья призвана прояснить некоторые наиболее смутные моменты. Материал построен на рассмотрении конкретных конструкций:
- Промышленной канальной печи для плавки металла, и возможности ее создания самостоятельно.
- Тигельных печей индукционного типа, самых простых в исполнении и наиболее популярных среди самодельщиков.
- Индукционных водогрейных котлов, стремительно вытесняющих бойлеры с ТЭНами.
- Бытовых варочных индукционных приборов, конкурирующих с газовыми плитами и по ряду параметров превосходящих микроволновки.
Примечание: все рассматриваемые устройства основаны на магнитной индукции, создаваемой катушкой индуктивности (индуктором), поэтому и называются индукционными. В них можно плавить/нагревать только электропроводящие материалы, металлы и т.п. Есть еще электроиндукционные емкостные печи, основанные на электрической индукции в диэлектрике между обкладками конденсатора, они применяются для «нежного» плавления и электротермообработки пластиков. Но распространены они гораздо меньше индукторных, рассмотрение их требует отдельного разговора, поэтому пока оставим.
Принцип действия
Принцип работы индукционной печи иллюстрирует рис. справа. В сущности она – электрический трансформатор с короткозамкнутой вторичной обмоткой:
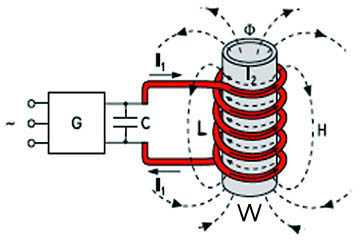
Принцип действия индукционной печи
- Генератор переменного напряжения G создает в индукторе L (heating coil) переменный ток I1.
- Конденсатор С совместно с L образуют колебательный контур, настроенный на рабочую частоту, это в большинстве случаев повышает техпараметры установки.
- Если генератор G автоколебательный, то С часто исключают из схемы, используя вместо него собственную емкость индуктора. Она у описанных ниже высокочастотных индукторов составляет несколько десятков пикофарад, что как раз соответствует рабочему диапазону частот.
- Индуктор в соответствии с уравнениями Максвелла создает в окружающем пространстве переменное магнитное поле с напряженностью H. Магнитное поле индуктора может как замыкаться через отдельный ферромагнитный сердечник, так и существовать в свободном пространстве.
- Магнитное поле, пронизывая помещенную в индуктор заготовку (или плавильную шихту) W, создает в ней магнитный поток Ф.
- Ф, если W электропроводящая, индуцирует в ней вторичный ток I2, то тем же уравнениям Максвелла.
- Если Ф достаточно массивна и цельная, то I2 замыкается внутри W, образуя вихревой ток, или ток Фуко.
- Вихревые токи по закону Джоуля-Ленца отдает полученную им через индуктор и магнитное поле от генератора энергию, нагревая заготовку (шихту).
Электромагнитное взаимодействие с точки зрения физики достаточно сильно и обладает довольно высоким дальнодействием. Поэтому, несмотря на многоступенчатое преобразование энергии, индукционная печь способна показать в воздухе или вакууме КПД до 100%.
Примечание: в среде из неидеального диэлектрика с диэлектрической проницаемостью >1 потенциально достижимый КПД индукционных печей падает, а в среде с магнитной проницаемостью >1 добиться высокого КПД проще.
Канальная печь
Канальная индукционная плавильная печь – первая из примененных в промышленности. Она и конструктивно похожа на трансформатор, см. рис. справа:
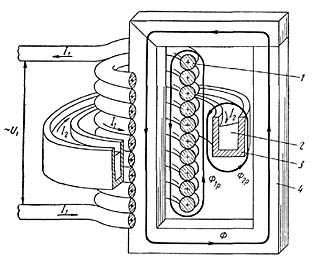
Канальная индукционная печь
- Первичная обмотка, питаемая током промышленной (50/60 Гц) или повышенной (400 Гц) частоты, выполнена из медной, охлаждаемой изнутри жидким теплоносителем, трубки;
- Вторичная короткозамкнутая обмотка – расплав;
- Кольцеобразный тигель из жаростойкого диэлектрика, в котором помещается расплав;
- Наборный из пластин трансформаторной стали магнитопровод.
Канальные печи используются для переплавки дюраля, цветных спецсплавов, получения высококачественного чугуна. Промышленные канальные печи требуют затравки расплавом, иначе «вторичка» не замкнется накоротко и нагрева не будет. Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется. Поэтому перед пуском печи в тигель наливают немного расплава, а переплавленную порцию выливают не до конца. Металлурги говорят, что канальная печь имеет остаточную емкость.
Канальную печь на мощность до 2-3 кВт можно сделать и самому из сварочного трансформатора промышленной частоты. В такой печи можно расплавить до 300-400 г цинка, бронзы, латуни или меди. Можно переплавлять дюраль, только отливке нужно по остывании дать состариться, от нескольких часов до 2-х недель, в зависимости от состава сплава, чтобы набрала прочность, вязкость и упругость.
Примечание: дюраль вообще был изобретен случайно. Разработчики, обозлившись, что легировать алюминий никак не удается, бросили в лаборатории очередной «никакой» образец и ушли в загул с горя. Протрезвились, вернулись – а никакой изменил цвет. Проверили – а он набрал прочность едва ли не стали, оставшись легким, как алюминий.
«Первичку» трансформатора оставляют штатной, она уже рассчитана на работу в режиме КЗ вторички сварочной дугой. «Вторичку» снимают (ее потом можно поставить обратно и использовать трансформатор по прямому назначению), а вместо нее надевают кольцевой тигель. Но пытаться переделать в канальную печь сварочный ВЧ-инвертор опасно! Его ферритовый сердечник перегреется и разлетится в куски из-за того, что диэлектрическая проницаемость феррита >>1, см. выше.
Проблема остаточной емкости в маломощной печке отпадает: в шихту для затравки кладут проволочку из того же металла, согнутую в кольцо и со скрученными концами. Диаметр проволоки – от 1 мм/кВт мощности печи.
Но появляется проблема кольцевого тигля: единственный подходящий для малого тигля материал – электрофарфор. В домашних условиях обработать его самому невозможно, а где взять покупной подходящий? Прочие огнеупоры не годятся вследствие высоких диэлектрических потерь в них или пористости и малой механической прочности. Поэтому, хотя канальная печь дает плавку высочайшего качества, не требует электроники, а ее КПД уже при мощности 1 кВт превышает 90%, у самодельщиков они не в ходу.
Под обычный тигель
Устройство тигельной индукционной печи
Остаточная емкость раздражала металлургов – сплавы-то плавились дорогие. Поэтому, как только в 20-х годах прошлого века появились достаточно мощные радиолампы, тут же родилась идея: выкинуть на (не будем повторять профессиональные идиомы суровых мужиков) магнитопровод, а обычный тигель засунуть прямо в индуктор, см. рис.
На промышленной частоте так не сделаешь, магнитное поле низкой частоты без концентрирующего его магнитопровода расползется (это т. наз. поле рассеяния) и отдаст свою энергию куда угодно, только не в расплав. Компенсировать поле рассеяния можно повышением частоты до высокой: если диаметр индуктора соизмерим с длиной волны рабочей частоты, а вся система – в электромагнитном резонансе, то до 75% и более энергии ее электромагнитного поля будет сосредоточено внутри «бессердечной» катушки. КПД выйдет соответственный.
Однако уже в лабораториях выяснилось, что авторы идеи проглядели очевидное обстоятельство: расплав в индукторе, хотя бы и диамагнитный, но электропроводящий, за счет собственного магнитного поля от вихревых токов изменяет индуктивность нагревательной катушки. Начальную частоту понадобилось устанавливать под холодную шихту и менять по мере ее плавления. Причем в пределах тем больших, чем больше заготовка: если для 200 г стали можно обойтись диапазоном в 2-30 МГц, то для болванки с железнодорожную цистерну начальная частота будет около 30-40 Гц, а рабочая – до нескольких кГц.
Подходящую автоматику на лампах сделать сложно, «тянуть» частоту за болванкой – нужен высококвалифицированный оператор. Кроме того, на низких частотах сильнейшим образом проявляет себя поле рассеяния. Расплав, который в такой печи еще и сердечник катушки, до некоторой степени собирает магнитное поле возле нее, но все равно, для получения приемлемого КПД понадобилось окружать всю печь мощным ферромагнитным экраном.
Тем не менее, благодаря своим выдающимся достоинствам и уникальным качествам (см. далее) тигельные индукционные печи широко применяются и в промышленности, и самодельщиками. Поэтому остановимся подробнее на том, как правильно сделать такую своими руками.
Немного теории
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот. Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис. Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
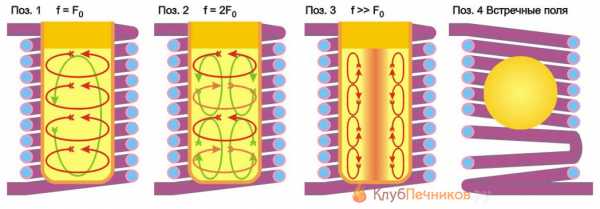
Режимы работы тигельной индукционной печи
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.
Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут. Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель. Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Эффект электромагнитной левитации расплава используют для очистки металлов путем зонной плавки, для получение высокоточных металлических шариков и микросфер, и т.п. Но для надлежащего результата плавку нужно вести в высоком вакууме, поэтому здесь о левитации в индукторе упомянуто только для сведения.
Зачем индуктор дома?
Как видим, даже маломощная индукционная печка для квартирной проводки и лимитов потребления мощновата. Для чего же стоит ее делать?

Индукционный нагрев для закалки
Во-первых, для очистки и разделения драгоценных, цветных и редких металлов. Берем, к примеру, старый советский радиоразъем с позолоченными контактами; золота/серебра на плакировку тогда не жалели. Кладем контакты в узкий высокий тигелек, суем в индуктор, плавим на основном резонансе (выражаясь профессионально, на нулевой моде). По расплавлении постепенно снижаем частоту и мощность, давая застыть болванке в течение 15 мин – получаса.
По остывании разбиваем тигелек, и что видим? Латунный столбик с ясно различимым золотым кончиком, который остается только отрезать. Без ртути, цианидов и прочих убийственных реагентов. Нагревом расплава извне любым способом этого не добиться, конвекция в нем не даст.
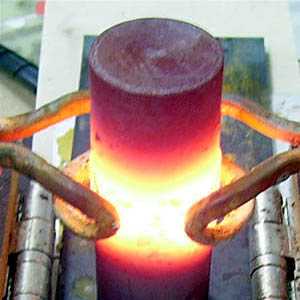
Индуктор для отпусковой индукционной печи
Ну, золото-золотом, а сейчас и черный металлолом на дороге не валяется. Но вот необходимость равномерного, или точно дозированного по поверхности/объему/температуре нагрева металлических деталей для качественной закалки у самодельщика или ИП-индивидуала всегда найдется. И тут опять выручит печка-индуктор, причем расход электричества будет посильным для семейного бюджета: ведь основная доля энергии нагрева приходится на скрытую теплоту плавления металла. А меняя мощность, частоту и расположение детали в индукторе, можно нагреть именно нужное место именно как надо, см. рис. выше.
Наконец, сделав индуктор специальной формы (см. рис. слева), можно отпустить закаленную деталь в нужном месте, на нарушая цементации с закалкой на конце/концах. Затем, где надо – гнем, плющим, а остальное остается твердым, вязким, упругим. В конце можно снова разогреть, где отпускали, и опять закалить.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
Примечание: особняком стоят США, у них допустимая ППЭ – 1000 мВт (!) на кв. м. тела. Фактически, американцы считают началом физиологического воздействия внешние его проявления, когда человеку уже становится плохо, а долговременные последствия облучения ЭМП полностью игнорируют.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь. На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей.
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
Компоненты печи
Индуктор
Важнейшая часть индукционной печи – ее нагревательная катушка, индуктор. Для самодельных печей на мощность до 3 кВт пойдет индуктор из голой медной трубки диаметром 10 мм или медной же голой шины сечением не менее 10 кв. мм. Внутренний диаметр индуктора – 80-150 мм, количество витков – 8-10. Витки не должны соприкасаться, расстояние между ними – 5-7 мм. Также никакая часть индуктора не должна касаться его экрана; минимальный зазор – 50 мм. Поэтому для прохождения выводов катушки к генератору нужно предусмотреть окно в экране, не мешающее его снимать/ставить.
Индукторы промышленных печей охлаждают водой или антифризом, но на мощности до 3 кВт описанный выше индуктор при работе его в продолжении до 20-30 мин принудительного охлаждения не требует. Однако он сам при этом сильно нагревается, а окалина на меди резко снижает КПД печи вплоть до потери ею работоспособности. Сделать самому индуктор с жидкостным охлаждением невозможно, поэтому его придется время от времени менять. Применять принудительное воздушное охлаждение нельзя: пластиковый или металлический корпус вентилятора вблизи катушки «притянут» к себе ЭМП, перегреются, а КПД печи упадет.
Примечание: для сравнения – индуктор для плавильной печи на 150 кг стали согнут из медной трубы 40 мм наружным диаметром и 30 внутренним. Число витков – 7, диаметр катушки по внутри 400 мм, высота тоже 400 мм. Для его раскачки на нулевой моде нужно 15-20 кВт при наличии замкнутого контура охлаждения дистиллированной водой.
Генератор
Вторая главная часть печи – генератор переменного тока. Сделать индукционную печь, не владея основами радиоэлектроники хотя бы на уровне радиолюбителя средней квалификации, не стоит и пытаться. Эксплуатировать – тоже, ведь, если печка не под компьютерным управлением, настроить ее в режим можно, только чувствуя схему.
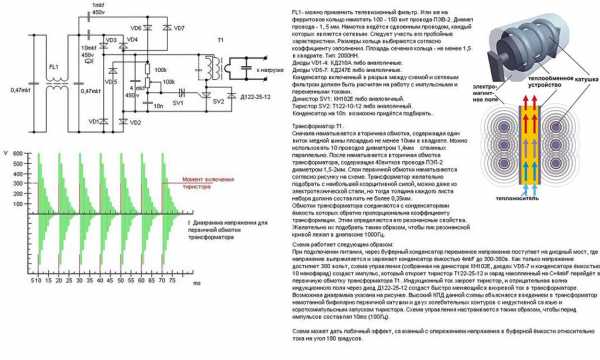
Схема генератора для индукционной печи, дающая паразитное СВЧ
При выборе схемы генератора следует всячески избегать решений, дающих жесткий спектр тока. В качестве антипримера приводим довольно распространенную схему на тиристорном ключе, см. рис. выше. Доступный специалисту расчет по прилагаемой к ней автором осциллограмме показывает, что ППЭ на частотах свыше 120 МГц от индуктора, запитанного таким образом, превышает 1 Вт/кв. м. на расстоянии 2,5 м от установки. Убийственная простота, ничего не скажешь.
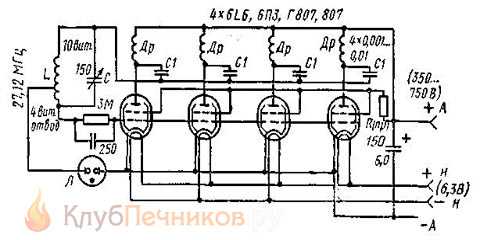
Схема лампового генератора для индукционной печи
В качестве ностальгического курьеза приводим еще схему древнего лампового генератора, см. рис. справа. Такие делали советские радиолюбители еще в 50-х годах, рис. справа. Настройка в режим – воздушным конденсатором переменной емкости С, с зазором между пластинами не менее 3 мм. Работает только на нулевой моде. Индикатор настройки – неоновая лампочка Л. Особенность схемы – очень мягкий, «ламповый» спектр излучения, так что пользоваться этим генератором можно без особых мер предосторожности. Но – увы! – ламп для него сейчас не найдешь, а при мощности в индукторе около 500 Вт энергопотребление от сети – более 2 кВт.
Примечание: указанная на схеме частота 27,12 МГц не оптимальна, она выбрана из соображений электромагнитной совместимости. В СССР она была свободной («мусорной») частотой, для работы на которой разрешения не требовалось, лишь бы устройство помех никому не давало. А вообще-то С можно перестраивать генератор в довольно широком диапазоне.
Самодельная тигельная индукционная печь 50-х годов.
На следующем рис. слева – простейший генератор с самовозбуждением. L2 – индуктор; L1 – катушка обратной связи, 2 витка эмалированного провода диаметром 1,2-1,5 мм; L3 – болванка или шихта. В качестве контурной емкости используется собственная емкость индуктора, поэтому эта схема не требует настройки, она автоматически входит в режим нулевой моды. Спектр мягкий, но при неправильной фазировке L1 мгновенно сгорает транзистор, т.к. он оказывается в активном режиме с КЗ по постоянному току в цепи коллектора.
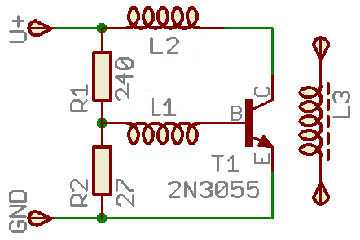
Схема простейшего генератора для индукционной печи
Также транзистор может сгореть просто от изменения наружной температуры или саморазогрева кристалла – каких-либо мер по стабилизации его режима не предусмотрено. В общем, если у вас завалялись где-то старые КТ825 или им подобные, то начинать эксперименты по индукционному нагреву можно с этой схемки. Транзистор должен быть установлен на радиатор площадью не менее 400 кв. см. с обдувом от компьютерного или ему подобного вентилятора. Регулировка можности в индукторе, до 0,3 кВт – изменением напряжения питания в пределах 6-24 В. Его источник должен обеспечивать ток не менее 25 А. Мощность рассеивания резисторов базового делителя напряжения не менее 5 Вт.
Генератор-мультивибратор для индукционной печи
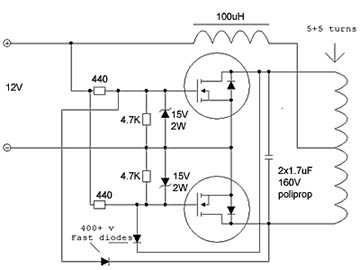
Схема на след. рис. справа – мультивибратор с индуктивной нагрузкой на мощных полевых тразисторах (450 B Uk, не менее 25 A Ik). Благодаря применению емкости в цепи колебательного контура дает довольно мягкий спектр, но внемодовый, поэтому пригоден для разогрева деталей до 1 кг для закалки/отпуска. Главный недостаток схемы – дороговизна компонент, мощных полевиков и быстродействующих (граничная частота не менее 200 кГц) высоковольтных диодов в их базовых цепях. Биполярные мощные транзисторы в этой схеме не работают, перегреваются и сгорают. Радиатор здесь такой же, как и в предыдущем случае, но обдува уже не нужно.
Следующая схема уже претендует на звание универсальной, мощностью до 1 кВт. Это – двухтактный генератор с независимым возбуждением и мостовым включением индуктора. Позволяет работать на 2-3 моде или в режиме поверхностного нагрева; частота регулируется переменным резистором R2, а диапазоны частот переключаются конденсаторами С1 и С2, от 10 кГц до 10 МГц. Для первого диапазона (10-30 кГц) емкость конденсаторов С4-С7 должна быть увеличена до 6,8 мкФ.
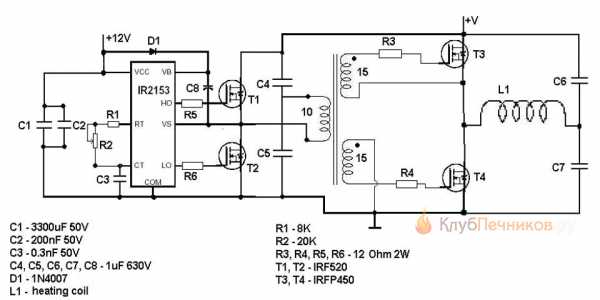
Схема универсального генератора для индукционной печи
Трансформатор между каскадами – на ферритовом кольце с площадью сечения магнитопровода от 2 кв. см. Обмотки – из эмалированного провода 0,8-1,2 мм. Радиатор транзисторов – 400 кв. см. на четверых с обдувом. Ток в индукторе практически синусоидальный, поэтому спектр излучения мягкий и на всех рабочих частотах дополнительных мер защиты не требуется, при условии работы до 30 мин в день через 2 дня на 3-й.
Видео: самодельный индукционный нагреватель в работе
Индукционные котлы
 Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Скажем, такая конструкция: пропиленовую трубу с проточной водой окружает индуктор, а он запитан от сварочного ВЧ-инвертора на 15-25 А. Вариант – из термостойкого пластика делают пустотелый бублик (тор), по патрубкам пропускают через него воду, а для нагрева обматывают шиной, образующий свернутый в кольцо индуктор.
ЭМП передаст свою энергию воде хорошо; та обладает неплохой электропроводностью и аномально высокой (80) диэлектрической проницаемостью. Вспомните, как стреляют в микроволновке оставшиеся на посуде капельки влаги.
Но, во-первых, для полноценного обогрева квартиры или частного дома зимой нужно не менее 20 кВт тепла, при тщательном утеплении снаружи. 25 А при 220 В дают всего 5,5 кВт (а сколько это электричество стоит по нашим тарифам?) при 100% КПД. Ладно, пусть мы в Финляндии, где электричество дешевле газа. Но лимит потребления на жилье – все равно 10 кВт, а за перебор нужно платить по увеличенному тарифу. И квартирная проводка 20 кВт не выдержит, нужно тянуть отдельный фидер от подстанции. Во что такая работа обойдется? Если еще электрикам далеко до перебора мощности по району и они ее разрешат.
Затем, сам теплообменник. Он должен быть или металлическим массивным, тогда будет действовать только индукционный нагрев металла, или из пластика с низкими диэлектрическими потерями (пропилен, между прочим, к таким не относится, годится только дорогой фторопласт), тогда вода непосредственно поглотит энергию ЭМП. Но в любом случае выходит, что индуктор греет весь объем теплообменника, а воде тепло отдает только внутренняя его поверхность.
В итоге, ценой больших трудов с риском для здоровья, получаем бойлер с КПД пещерного костра.
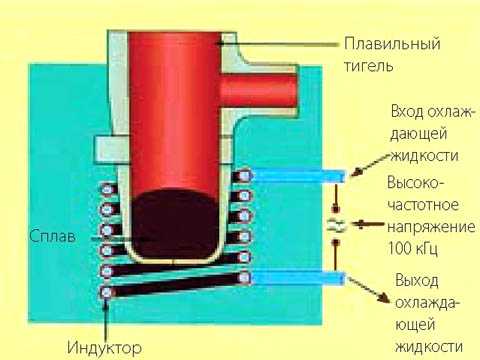
Индукционный котел отопления промышленного изготовления устроен совсем по-иному: просто, но в домашних условиях невыполнимо, см. рис. справа:
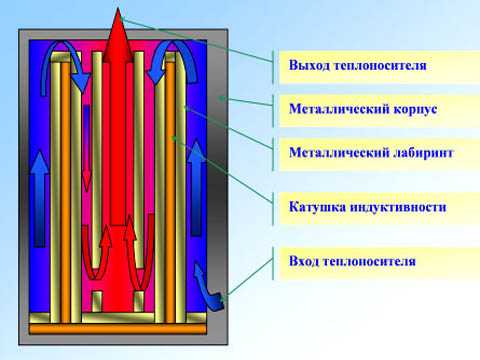
Схема индукционного водогрейного котла
- Массивный медный индуктор подключается непосредственно к сети.
- Его ЭМП греет также массивный металлический лабиринт-теплообменник из ферромагнитного металла.
- Лабиринт одновременно изолирует индуктор от воды.
Стоит такой бойлер в несколько раз дороже обычного с ТЭНом, и пригоден для установки только на пластиковые трубы, но взамен дает массу выгод:
- Никогда не сгорает – в нем нет раскаленной электроспирали.
- Массивный лабиринт надежно экранирует индуктор: ППЭ в непосредственной близости от 30 кВт индукционного бойлера – ноль.
- КПД – более чем 99,5%
- Абсолютно безопасен: собственная постоянная времени обладающей большой индуктивностью катушки – более 0,5 с, что в 10-30 раз больше времени срабатывания УЗО или автомата. Его еще ускоряет «отдача» от переходного процесса при пробое индуктивности на корпус.
- Сам же пробой вследствие «дубовости» конструкции исключительно маловероятен.
- Не требует отдельного заземления.
- Безразличен к удару молнии; сжечь массивную катушку ей не под силу.
- Большая поверхность лабиринта обеспечивает эффективный теплообмен при минимальном температурном градиенте, что почти исключает образование накипи.
- Огромная долговечность и простота пользования: индукционный бойлер совместно с гидромагнитной системой (ГМС) и фильтром-отстойником работает без обслуживания не менее 30 лет.
О самодельных котлах для ГВС
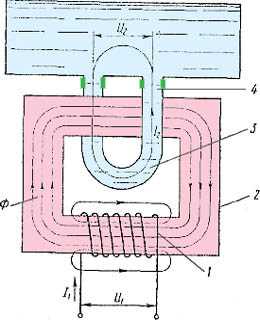
Схема индукционного водонагревателя для ГВС
Здесь на рис. приведена схема маломощного индукционного нагревателя для систем ГВС с накопительным баком. В ее основе – любой силовой трансформатор на 0,5-1,5 кВт с первичной обмоткой на 220 В. Очень хорошо подходят сдвоенные трансформаторы от старых ламповых цветных телевизоров – «гробов» на двухстержневом магнитопроводе типа ПЛ.
Вторичную обмотку с таких снимают, первичку перематывают на один стержень, увеличив количество ее витков для работы в режиме, близком к КЗ (короткому замыканию) по вторичке. Сама же вторичная обмотка – вода в U-образном колене из трубы, охватывающем другой стержень. Пластиковая труба или металлическая – на промчастоте все равно, но металлическая должна быть изолирована от остальной системы диэлектрическими вставками, как показано на рис, чтобы вторичный ток замыкался только через воду.
В любом случае такая водогрейка опасна: возможная протечка соседствует с обмоткой под сетевым напряжением. Если уж идти на такой риск, то в магнитопроводе нужно насверлить отверстие под болт-заземлитель, и прежде всего наглухо, в грунт, заземлить трансформатор и бак стальной шиной не менее 1,5 кв. см. (не кв. мм!).
Далее трансформатор (он должен располагаться непосредственно под баком), с подключенным к нему сетевым проводом в двойной изоляции, заземлителем и водогрейным витком заливают в одну «куклу» силиконовым герметиком, как моторчик помпы аквариумного фильтра. Наконец, крайне желательно весь агрегат подключить к сети через быстродействующее электронное УЗО.
Видео: “индукционный” котел на основе бытовой плитки
Индуктор на кухне

Варочная индукционная плита
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.

Схема кухонной индукционной плиты
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.
Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.

Разогрев варочной посуды на индукционной плите и газовой конфорке
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Видео: неудавшийся индукционный нагреватель из кухонной плиты
В заключение
Итак, индукционные электроприборы для подогрева воды и приготовления пищи лучше покупать готовые, дешевле и проще выйдет. А вот завести самодельную индукционную тигельную печку в домашней мастерской не помешает: станут доступными тонкие способы плавки и термообработки металлов. Нужно только помнить о ППЭ с СВЧ и строго соблюдать правила конструирования, изготовления и эксплуатации.
Загрузка…Обсуждение темы «Индукционная печь»
Ниже Вы можете поделиться своими мыслями и результатами с нашими читателями и постоянными посетителями.
Также можно задать вопросы автору*, он постарается на них ответить.
clubpechnikov.ru
принцип работы, схема самодельного устройства, правила безопасности
 Разработанные более века назад, индукционные печи прочно входят в наш быт. Это стало возможно благодаря развитию электроники. Взрывной рост мощности контроллеров, выполненных на основе кремниевых полупроводников и появление в широкой продаже транзисторов, способных обеспечивать большие мощности (в несколько киловатт) в последние годы приобрёл характер лавины. Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
Разработанные более века назад, индукционные печи прочно входят в наш быт. Это стало возможно благодаря развитию электроники. Взрывной рост мощности контроллеров, выполненных на основе кремниевых полупроводников и появление в широкой продаже транзисторов, способных обеспечивать большие мощности (в несколько киловатт) в последние годы приобрёл характер лавины. Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
Использование и строение устройства
Применение индукционных печей в домашнем хозяйстве позволяет избежать появления в помещении очагов открытого пламени и является довольно эффективным способом плавления и контролированного нагрева металлов и сплавов. Это происходит благодаря тому, что металл нагревается, раскаляется и расплавляется не под воздействием высокотемпературных горелок, а с помощью пропускания через себя токов большой частоты, стимулирующих активное движение частиц в структуре материала.
Стало возможным появление в быту:
- Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность.
- Водогрейных котлов, чья эффективность лежит уже сейчас далеко за пределами обычных бойлеров.
- Плит для приготовления пищи, которые не только безопаснее газовых по эксплуатационным характеристикам, но и эффективнее некоторых микроволновых печей в области разогрева еды и поддержания её температуры.
- Тигельных плавилен, которые приобрели больше всего поклонников среди людей, занимающихся самостоятельным изготовлением и ремонтом электрических устройств.
 Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность.
Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность. Кроме того, всё большее распространение получают электроиндукционные печки, которые работают не только с токопроводящим материалом. Их устройство немного отличается от обычных индукционных печей, так как в его основе лежит нагрев электрической индукцией материала, который не проводит ток (их ещё называют диэлектриками) между обкладками конденсатора, то есть, его выводами разной полярности. Достигаемые температуры при этом не очень большие (порядка 80−150 градусов Цельсия), поэтому такие установки применяются для плавления пластика или его термической обработки.
Кроме того, всё большее распространение получают электроиндукционные печки, которые работают не только с токопроводящим материалом. Их устройство немного отличается от обычных индукционных печей, так как в его основе лежит нагрев электрической индукцией материала, который не проводит ток (их ещё называют диэлектриками) между обкладками конденсатора, то есть, его выводами разной полярности. Достигаемые температуры при этом не очень большие (порядка 80−150 градусов Цельсия), поэтому такие установки применяются для плавления пластика или его термической обработки.
Особенности конструкции и принцип работы
Индукционная печь работает на основе образования в ней вихревых электрических токов. Для этого используют состоящую из витков толстого провода катушку индуктивности, к которой подводится источник переменного тока. Именно переменный ток образует постоянно меняющееся в зависимости от текущей частоты магнитное поле. Оно и провоцирует передачу этих токов помещаемому внутрь катушки веществу вместе с большим количеством тепла. Генератором при этом может выступать даже самый обычный сварочный инвертор.
Разделяют два вида индукционных печей:
- С магнитопроводом, особенностью которой является расположение индуктора внутри объёма металла, поддающегося плавке.
- Без магнитопровода — когда индуктор находится снаружи.
 Конструкция с наличием магнитопровода используется, например, в канальных печах. В них используется неразомкнутый металлический (чаще всего — стальной) магнитопровод, внутри которого находятся тигель для плавки и индуктор, образовывающие первичную цепь обмотки. В качестве материала для тигля можно использовать графит, жаропрочную глину или любой другой непроводящий ток материал, обладающий подходящей термостойкостью. В нём размещают металл, который требуется расплавить. Это, как правило, всяческие сплавы цветных металлов, дюралюминий и чугун.
Конструкция с наличием магнитопровода используется, например, в канальных печах. В них используется неразомкнутый металлический (чаще всего — стальной) магнитопровод, внутри которого находятся тигель для плавки и индуктор, образовывающие первичную цепь обмотки. В качестве материала для тигля можно использовать графит, жаропрочную глину или любой другой непроводящий ток материал, обладающий подходящей термостойкостью. В нём размещают металл, который требуется расплавить. Это, как правило, всяческие сплавы цветных металлов, дюралюминий и чугун.
Генератор такой печи должен обеспечивать частоту переменного тока в пределах 400 герц. Возможны и варианты использования вместо генератора обычную электрическую сеть и питать печь с помощью тока с частотой в 50 герц, но в этом случае температура разогрева будет ниже и для более тугоплавких сплавов такая установка не подойдёт.
Тигельные же печи, не имеющие в своей конструкции магнитопровода, получили значительно большее распространение среди энтузиастов. Они используют токи значительно большей частоты для достижения большей плотности поля. Это связано как раз с отсутствием магнитопровода — слишком большой процент энергии поля рассеивается в пространстве. Для противодействия этому необходимо очень тонко настроить печь:
- Обеспечить равную частоту контура индукционной установки и напряжения от генератора (при использовании инвертора это сделать легче всего).
- Подобрать диаметр плавильного тигля таким образом, чтобы он был близок с длиной волны полученного излучения магнитного поля.
Таким образом можно минимизировать потери вплоть до 25% от всей мощности. Для достижения же наилучшего результата рекомендуется выставлять дважды, а то и трижды большую частоту источника переменного тока, чем резонансную. В этом случае диффузия металлов, входящих в состав сплава будет максимальной, а его качество — значительно лучше. Если повышать частоту и дальше, можно добиться эффекта выталкивания высокочастотного поля к поверхности изделия и так провести его закалку.
Вакуумные плавильные печи
 Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами. По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами. По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.
Кроме того, ограниченность и замкнутость пространства способствует избежать выделения в окружающее пространство вредных испарений плавящихся металлов и сохранять чистоту процесса их обработки. Возможность контролировать состав и процесс обработки также является одним из преимуществ печей этого вида.
Канальные индукционные установки
Ещё один вид промышленных печей, имеющих более широкое применение, чем другие. Их можно использовать не только в качестве плавилен, но и как раздатчики подготовленного материала и смесители нескольких видов сырья. Типовые конструкции таких устройств включают:
- Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.
- Канала, по которому расплавленная масса проходит через магнитное поле.
- Магнитопровода, обеспечивающего постоянную циркуляцию жидкого металла.
- Катушки первичной обмотки, которая приводит в действие магнитное поле.
 Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.
Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.Малейшее размыкание контура, который образуется жидким металлом, магнитопроводом и катушкой приводит к повышению его собственного сопротивления и мгновенному выбросу всей массы сырья из канала. Для противодействия такому явлению внутри канала оставляют «болото» — небольшую массу металла, которая поддерживается в жидком виде.
Преимущества индуктивных печей канального типа:
- Невысокая цена установок.
- Экономичность — для поддержания температуры внутри ванны, которая плохо рассеивает тепло, нужно малое количество электроэнергии.
- Коэффициент полезного действия индуктора при работе очень высок.
Недостатки:
- Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.
- Необходимость оставлять некоторое количество сырья внутри понижает качество химического состава следующей загрузки и возможности более тонкого его контроля.
- Необходимость поддерживания герметичности установки из-за угрозы разрыва магнитного поля и образования вихревого излучения. Сложность поддерживания изолированности при футеровке внутренних стен установки некоторыми составами.
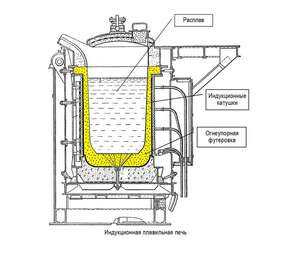 Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.
Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.Основные элементы схемы печи
Для того чтобы собрать установку и выполнять работы на ней, необходимо найти подходящую схему индукционной печи и детали для неё. Для поиска последних очень пригодится наличие одного или нескольких ненужных блоков питания от компьютера, так как большинство деталей можно найти в них. Типовая схема простейшей печи с самодельным инвертором будет включать такие элементы, как:
- Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше). Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.
- Дроссели, резисторы с сопротивлением 470 Ом (можно использовать один ваттник или два полуваттника, соединённых в схеме последовательно) и девять конденсаторов малой ёмкости (до 1 микрофарада) которые можно выпаять из блока питания.
- Радиаторы для охлаждения транзисторов — полевики в корпусах типа ТО-220АВ при работе очень горячие и могут взорваться от недостатка отвода тепла от них.
- Проволока из меди диаметром около миллиметра для создания ферритовых колец и диаметром в 2 миллиметра для создания индуктора.
- Диоды марок UF4007, 2 штуки, но лучше иметь парочку запасных на случай, если в первый раз соберёте что-то неправильно — они вылетят первыми.
- Батарею ёмкостью около 8−10 ампер-часов. Такие, как правило, извлекаются из старых источников бесперебойного питания и имеют выходное напряжение в 12 вольт.
- В качестве тигля можно слепить и обжечь на костре или с помощью горелки глиняный горшочек нужного вам диаметра.
 Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше). Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.
Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше). Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.Инвертор для установки собирается по схеме, предложенной С. В. Кухтецким для лабораторных испытаний. Её легко можно найти в интернете. Мощность инвертора, который питается от напряжения в диапазоне 12−35 вольт будет составлять 6 киловатт, а его рабочая частота — 40−80 килогерц, этого будет более чем достаточно для домашних проектов.
Техника безопасности при работе
Так как работа с индукционной печью подразумевает тесный контакт с расплавленным металлом и токами высокой частоты и силы, стоит озаботиться о качественном заземлении установки и надёжных средствах защиты. При этом одежда должна строго соответствовать всем требованиям:
- Быть изготовленной из плотного неплавящегося и не горящего материала.
- Базовый защитный костюм должен включать в себя фартук и рукавицы. На ногах по возможности следует носить при работе обувь с прорезиненой подошвой, ступни же и носки должны быть сухими.
- Для защиты глаз стоит приобрести специальные очки, это убережёт вас от случайного попадания раскалённого куска металла в глаза.
 Быть изготовленной из плотного неплавящегося и не горящего материала.
Быть изготовленной из плотного неплавящегося и не горящего материала.Не стоит забывать и о хорошей вентилируемости помещения, в котором будут работать. Расплавленный металл выбрасывает в воздух химические соединения, которые совсем неполезны для ваших лёгких.
220v.guru
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
prominductor.ru
принцип работы, схема и отзывы
Благодаря появлению в современном производстве доступных электронних и изоляционных компонентов поле применения индукционного нагрева становится все более широким. Данная технология применяется не только в металургии, но и при разработке бытовой техники.
Принцип индукционного нагрева
В основе работы индукционной печи лежит трансформаторный принцип обмена энергией. Индуктор изготавливается из медной трубки, которая затем закручивается в многовитковую катушку. К первичной цепи индуктора подводится переменный ток, что приводит к формированию вокруг него переменного магнитного поля. Под воздействием магнитного поля в теле, размещенном внутри индуктора, возникает электрическое поле, что впоследствии приводит к процессу нагрева. Мощность, а соответственно, и тепло, выделяемое индукционной тигельной плавильной печью, напрямую зависят от частоты переменного магнитного поля. Следовательно, для эффективной эксплуатации печь нуждается в токах высокой частоты.

Применение индукционных печей
Индукционный нагрев может использоваться для работы с любым материалом: металл, шлак, газ и т. д. Главное преимущество его применения — бесконтактная передача тепла. Также индукционный нагрев позволяет достичь практически любых скоростей нагрева — все зависит от мощности генератора, питающего печь. Тепловые потери при таком нагреве минимальны. Максимальная температура, до которой можно разогреть предмет в печи, ограничивается только стойкостью огнеупорного материала. Процесс бесконтактной передачи тепла к нагреваемому материалу дает возможность производить нагрев в вакуумной среде.
Согласно отзывам металлургов, сфера применения индукционных печей несколько ограничена в связи с имеющимися недостатками. К минусам тигельной печи относятся:
- высокая цена на электрооборудование;
- холодные шлаки, осложняющие рафинировочный процесс;
- пониженная устойчивость футеровки во время температурных скачков между плавками.
Схема тигельной индукционной печи
Индукционная тигельная печь имеет следующую конструкцию.
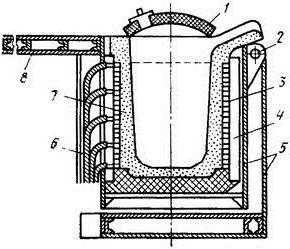
Главным элементом печи выступает тигель (7), накрытый крышкой (1). Тигель располагается внутри нагревательного индуктора (3), изготовленного в форме многовитковой катушки. Катушка представляет собой медную трубку, внутри которой, с целью охлаждения, постоянно циркулирует вода. Магнитный поток от индуктора проходит по магнитопроводам (4), которые изготовлены из специальной трансформаторной стали. Поворотный узел (2) предусмотрен для наклона печи во время разлива расплавленной жидкости. Печь установлена на меллоконструкции (5). Охлаждение производится с помощью шлангов водяного охлаждения (6). Для обслуживания печи используется вспомогательная площадка (8).
Также схема тигельной печи включает в себя трансформатор, конденсаторы, блок управления и систему откачки газов. Питание тигельной электрической печи производится токами с частотой 50 Гц.

Особенности внутренних элементов конструкции
Чаще всего индуктор выполняется из трубки круглого сечения. Но бывают ситуации, в которых круглая медная трубка не применима. В определенных случаях для конструирования индукционной тигельной печи используют профилированные элементы, благодаря которым уменьшается магнитный поток рассеивания. Трубки индуктора изолируют между собой стеклотканью, пропитанной специальным лаком. Защищенные витки сжимаются блоками, изготовленными из диэлектрического материала. Индуктор и тигель, размещенный внутри катушки, устанавливается на поддон, изготовленный из огнеупорных кирпичей или жаропрочного бетона. В промышленных условиях процесс изготовления тигля происходит прямо в печи. При этом индуктор в собранном состоянии устанавливают на поддон и изолируют асбестом. После этого поддон засыпается огнеупорным порошком, который уплотняется с помощью пневматической установки. Зазор между установленным на днище шаблоном и индуктором заполняется порошками из огнеупорных материалов.
Футеровку зоны над индуктором обеспечивает огнеупорный кирпич. Воротник и сливной желоб также футеруют жаропрочным кирпичом. Работа индукционной тигельной печи происходит в тяжелейших условиях, поэтому к качеству используемых жаропрочных материалов предъявляются повышенные требования. На долговечность футеровки влияет состав огнеупорной массы, режим работы и применяемая частота электрического тока. Как правило, тигель выдерживает до 100 плавок, а затем выходит из строя.

Конструкция наружных элементов
Каркас плавильной тигельной печи представляет собой базу, к которой крепятся все ее элементы. На крупных промышленных устройствах каркас имеет вид сплошного кожуха. Все детали каркаса должны иметь высокую прочность, в связи с влиянием на них электромагнитного поля индуктора. Оболочка при определенных условиях может нагреваться так же, как и материал в печи. Чтобы уменьшить нагрев, каркас рационально изготавливать из неэлектропроводных материалов. Однако, поскольку диэлектрические материалы имеют высокую цену, материалом для каркаса обычно служит сталь. Стальная конструкция разбивается на несколько элементов, которые, в свою очередь, изолируются друг от друга. Для снижения электромагнитного поля вблизи каркаса используются экраны. Защитный экран устанавливается между индуктором и корпусом печи. Экран имеет форму цилиндра и выполняется из алюминия или меди.
Поворотный узел — важный элемент конструкции. Главное требование к механизму поворота — обеспечение наклона для полного слива металла. Механизмы поворота могут использоваться разные. В печах небольшого объема используется ручная или электрическая лебедка. Промышленные печи наклоняют с помощью кран-балки. Печи большого объема могут оборудоваться гидравлическим приводом наклона.
Крышка, которой накрывается тигельная печь для плавки, служит для поддержания температуры внутри агрегата на более высоком уровне. Однако учитывая, что накрывать печь можно только после полного расплавления шихты, применение крышки не является обязательным.
Изготовление печи своими руками
Индукционные печи нашли широкое применение не только в промышленности, но и в быту. Можно найти схемы большого количества самодельных устройств, однако часть из них в лучшем случае просто не заработает, а в худшем — нанесет вред здоровью своего создателя. О таких последствиях предостерегают многие любители. В повседневной жизни метод индукционного нагрева применяется в таких устройствах:
- канальная печь для плавки металла;
- тигельная индукционная печь — наиболее простая в конструировании, и в связи с этим наиболее популярная среди энтузиастов, судя по отзывам;
- водонагревательный котел, работа которого основана на методе индукции;
- индукционные варочные поверхности, составляющие конкуренцию популярным газовым плитам.

Канальная печь
Данный тип печей применяется для получения чугуна высокого качества, а также при плавке дюраля и цветных спецсплавов. Канальная печь мощностью до 3 кВт изготавливается самостоятельно из сварочного трансформатора, частота которого соответствует промышленной. Такая печь позволяет расплавить болванку бронзы или меди весом до полукилограмма. Канальная печь также позволяет переплавлять дюраль, только обязательно нужно учитывать, что за плавкой должен следовать процесс «состаривания». Время этого процесса может составлять до 2 недель и зависит от состава сплава.
Для изготовления печи первичную обмотку сварочного трансформатора оставляют без изменений, а на место вторичной обмотки помещают тигель кольцевого типа. Лучшим материалом для тигля небольшой канальной печи является электрофарфор. Другие варианты не подойдут из-за низкой прочности и диэлектрических потерь. По отзывам металлургов-любителей, проблема состоит в том, что обработать электрофарфор самостоятельно не представляется возможным, а найти подходящий элемент в продаже очень маловероятно. Именно из-за дефицитного тигля, канальная печь у энтузиастов широкого применения не нашла, хотя данный тип печи и обладает КПД более 90 %.
Тигельная индукционная печь
Изготовленная своими руками тигельная печь используется прежде всего при очистке ценных металлов. К примеру, имея в наличии радиоразъем, изготовленный в Советском Союзе, можно добыть из его контактов определенное количество золота. Используя внешний нагрев, такого результата добиться невозможно.
Кроме золотодобычи, такая печь часто используется с целью равномерного нагрева металла, что требуется для качественной закалки. Меняя положение детали в индукторе и корректируя его мощность, можно добиться заданной температуры на конкретном участке металла. Важно, что использование такой печи будет достаточно бюджетным, ведь практически все энергия направлена на процесс нагрева детали.

Индукционные котлы
Индукционные водонагревательные котлы имеют все шансы в будущем вытеснить обычные бойлеры. Минусом такого водонагревателя пользователи считают высокую цену, но при этом, систематизируя многочисленные отзывы, можно выделить несколько преимуществ:
- Надежность. В котле нет электроспирали, которая является слабым звеном обычного бойлера.
- Коэффициент полезного действия почти 100 %.
- Безопасность. Доступ электричества к корпусу котла невозможен благодаря особенностям конструкции.
- Устройство не нуждается в специальном заземлении.
- Устойчив к скачку напряжения в электрической сети.
- Не образует накипь.
- Долговечность. Котел способен отработать без обслуживания около 30 лет.
Самодельный водонагревательный котел
Основой такого водонагревателя служит силовой трансформатор мощностью до 1,5 кВт, первичная обмотка которого рассчитана на напряжение 220 В. Отлично подойдет трансформатор от лампового цветного телевизора. Вторичную обмотку следует снять, а количество витков первичной необходимо увеличить.
Умельцы советуют и предостерегают: использование такого самодельного устройства небезопасно, поэтому трансформатор следует заземлить, а сам прибор подключать через быстродействующее УЗО.

Индуктор на кухне
Индукционные кухонные варочные поверхности уже не вызывают удивления и широко применяются в быту. В основе работы устройства лежат те же принципы, что и у индукционной печи, с тем лишь отличием, что вторичную обмотку собой представляет металлическое дно посуды.
Использование таких плит стало возможным благодаря появлению в производстве диэлектрика, который, кроме выполнения задачи изолирования индуктора, должен обладать еще прочностными и гигиеничными характеристиками. Удовлетворяющий всем требованиям материал появился относительно недавно, и его стоимость составляет значительную часть в общей цене плиты.
Пользователи в одни голос утверждают: самостоятельное изготовление индукционной плиты не имеет смысла по двум причинам. Первая — приготовление блюд на такой варочной поверхности требует тонкой настройки для каждого типа пищи. Для необходимой корректировки всех электрических параметров в процессе приготовления потребуется микроконтроллер. Вторая причина — цена электронных деталей, из которых состоит плита. В сумме все элементы обойдутся гораздо дороже, чем стоимость уже готового прибора.
Индукционная кухонная плита имеет такие положительные качества:
- отсутствие, в отличие от микроволновых печей, стороннего излучения;
- возможность программирования плиты под свою манеру приготовления пищи;
- приготовление таких блюд, как карамель, без перегрева и пригорания;
- экономичность, благодаря рациональному использованию энергии нагрева.
fb.ru