
Как проводится пайка меди твердым и мягким припоем
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.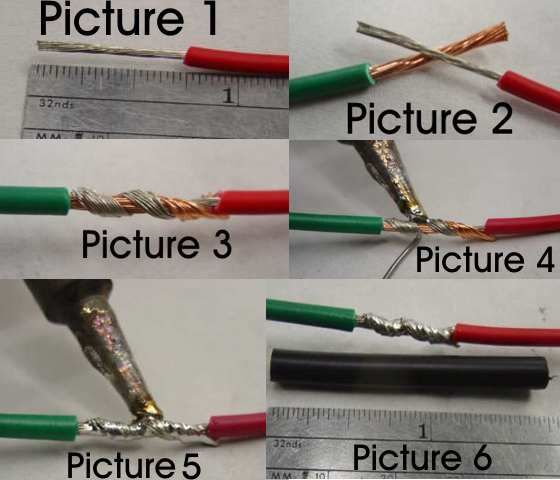
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.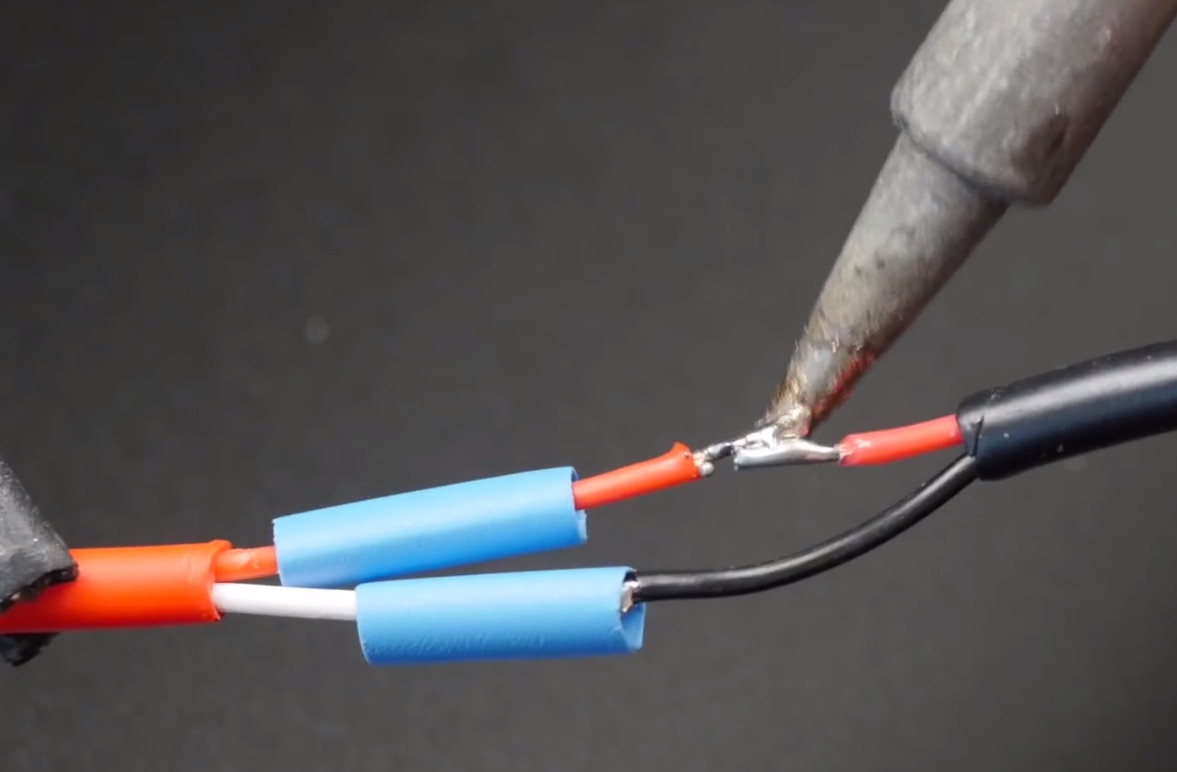
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом.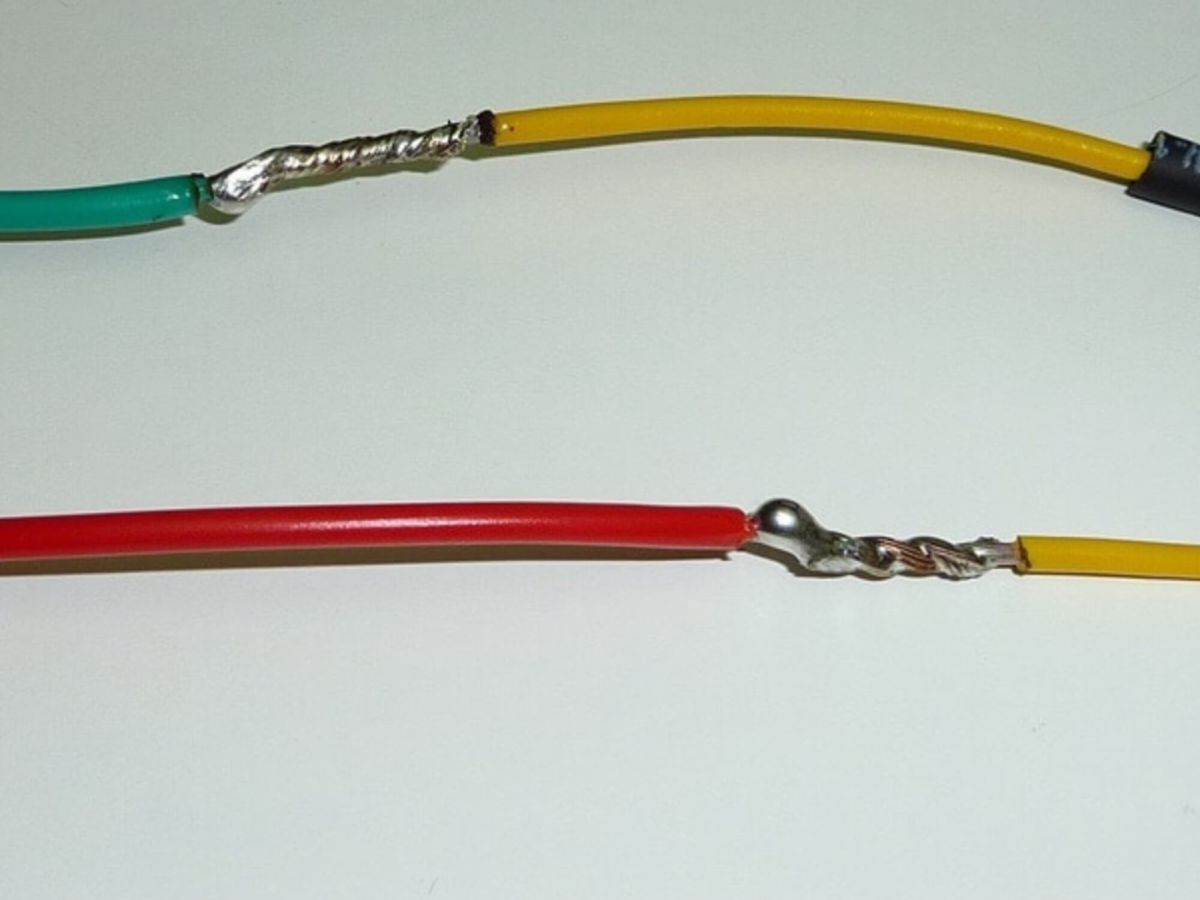 Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Пайка проводов: как правильно припаять паяльником?
Научиться паять паяльником достаточно просто, даже человек с небольшим опытом общения с данным прибором сможет быстро во всем разобраться. В сегодняшней статье мы расскажем, как паять медные провода на примере распределительной коробки, ведь в квартирах, как правило, требуется пайка жил именно в этом месте, откуда осуществляется разводка электропроводки по жилым помещениям.
1 Пайка проводов – в чем ее суть
Паяльное искусство основано на способностях некоторых металлов растекаться по другим металлам в расплавленном состоянии под действием умеренного поверхностного натяжения и силы гравитации. Непосредственно же пайка проводов паяльником представляет собой процесс нагревания медных жил до огромных температур, после чего они соединяются между собой. Отличительная особенность: пайка – это неразборность конструкции, поскольку после застывания провода разделить невозможно из-за обволакивающего слоя припоя.
Непосредственно же пайка проводов паяльником представляет собой процесс нагревания медных жил до огромных температур, после чего они соединяются между собой. Отличительная особенность: пайка – это неразборность конструкции, поскольку после застывания провода разделить невозможно из-за обволакивающего слоя припоя.
Если требуется паять медные провода, большое внимание уделяют таким факторам, как проводимость электрического соединения, а также прочность механического соединения. Как правило, оба параметра напрямую зависят друг от друга, ведь если провода спаяны надежно и прочно, то проводимость тока между ними также будет на максимальном уровне. Обращать внимание здесь необходимо на слой припоя, что связано с его высоким удельным сопротивлением.
Разделить провода после спайки невозможно
Для достижения прочного соединения двух проводов, требуется выполнить два основных условия. Самое главное из них заключается в чистоте спаиваемой поверхности. Так, присутствие каких-либо загрязнений или даже самых тонких оксидных пленок, не позволит добиться нужного эффекта.
Вторым важным условием выступает температура припоя, которая должна быть существенно ниже температуры остальных частей, подвергаемых спаиванию. В большинстве случаев так и происходит, однако некоторые припои обладают очень высокими температурами плавления. Это может привести к ухудшению качества механического соединения, а также помешать формированию правильной кристаллической решетки припоя.
2 Готовимся к пайке – какой инструмент нам потребуется
Единственное, что нам потребуется при спаивании проводов, это обычный паяльник. Строительный рынок позволяет приобрести самые разные модели, отличающиеся по функционалу, качеству и, соответственно, стоимости. В любом случае, технология выполнения процесса всегда будет одинакова. В первую очередь потребуется проверить прибор на предмет наличия возможных загрязнений, в том числе остатков припоя, и при необходимости тщательно очистить жало.
Для работы потребуется обычный паяльник
Чтобы правильно спаять провода, жало инструмента должно быть идеально чистым. Для этих целей нам понадобится напильник, плавными движениями которого отлично удаляются все загрязнения с поверхности прибора. После этого остается подготовить рабочее место, выполнив все правила техники безопасности. Следует учесть, что для работы паяльника требуется наличие розетки. Последний этап подготовки – это припой и флюс, поскольку без этих элементов припаять кабель не получится.
3 Припои и флюсы – как правильно подобрать
Правильный подбор припоев и флюсов играет огромную роль. Приобрести их можно опять же на строительном рынке. На сегодняшний день можно найти самые разнообразные виды флюсов и припоев, которые являются универсальными и отлично справляются с решением всех поставленных перед ними задач.
Флюсы необходимы для протравливания проводов, а также растворения и снятия оксидной пленки.
Существует условная градация флюсов, в соответствие с которой они делятся на две группы – активные и выполненные на основе канифоли. Основой для производства первой группы выступают неорганические кислоты, обычно соляной или хлорной. При помощи активных флюсов можно припаять практически любые провода, а также прочие металлические конструкции.
Без недостатков тоже не обошлось: подобные вещества оказывают сильнейшее воздействие на медь, вызывая корродирование соединений, что требует немедленного удаления флюса сразу же после пайки. Кроме этого использование подобных элементов может стать причиной короткого замыкания, поскольку они отличаются высоким уровнем проводимости.
Кроме этого использование подобных элементов может стать причиной короткого замыкания, поскольку они отличаются высоким уровнем проводимости.
Флюсы из второй группы производятся из канифоли, которая, к слову, иногда применяется даже в чистом виде. В состав таких жидких флюсов входят глицерин и спирт, которые полностью испаряют при нагревании паяльником. Эффективность жидких флюсов не так велика, как у активных, однако при работе с цветными металлами стараются использовать именно такие вещества, которые выполняются на основе соединений из органической химии. Но при работе с ними также потребуется максимально быстро смывать флюс с поверхности только что образованного соединения, иначе может проявить себя эффект корродирования.
В качестве флюса иногда используется канифоль в чистом виде
Если работа с флюсами может вызывать некоторые вопросы, то с припоями все гораздо проще. Медные провода припаиваются при помощи свинцово-оловянных веществ марки ПОС. В торговом наименовании товара указывается цифра после маркировки, которая обозначает уровень содержания олова.
Припои могут производиться и по другим технологиям. К примеру, в последнее время большую популярность приобрели бессвинцовые добавки, в которых вместо свинца используется цинк или индий. Преимущества подобных веществ заключается, в первую очередь, в экологической безопасности, поскольку цинк, как и индий, относятся к категории безопасных нетоксичных элементов. Если паять провода из меди с помощью бессвинцовых припоев, существенно увеличивается прочность пайки, а также возрастает устойчивость к коррозии.
4 Лужение провода – как это делается
Перед тем, как паять силовые провода, выполненные из меди, требуется удалить полиэтиленовую изоляцию на самом проводе. Результатом будут тонкие оголенные жилы, которые необходимо залудить. Многожильные проводники скручиваются, после чего происходит обработка флюсом. Дальше потребуется нанести небольшой слой нагретого припоя поверх флюса. Паяльник также нужно будет подвергнуть обработке, то есть окунуть его во флюс, а также в припой из олова. Здесь нельзя переусердствовать, припой должен покрывать наконечник жала очень тонким слоем.
Результатом будут тонкие оголенные жилы, которые необходимо залудить. Многожильные проводники скручиваются, после чего происходит обработка флюсом. Дальше потребуется нанести небольшой слой нагретого припоя поверх флюса. Паяльник также нужно будет подвергнуть обработке, то есть окунуть его во флюс, а также в припой из олова. Здесь нельзя переусердствовать, припой должен покрывать наконечник жала очень тонким слоем.
В процессе лужения оголенные жилы тщательно прогреваются паяльником на канифоли
Сам же процесс лужения выполняется очень просто. Оголенные жилы кладутся на канифоль, после чего при помощи паяльника тщательно прогреваются. Далее жилы обрабатываются со всех сторон припоем. Стоит отметить, что припой должен располагаться на поверхности провода равномерным слоем. Для этого жилу следует постепенно прокручивать в руках во время выполнения лужения. В некоторых случаях, когда канифоли под рукой нет, можно постараться заменить ее при помощи кислоты, нанеся ее на оголенные жилы обычной кисточкой.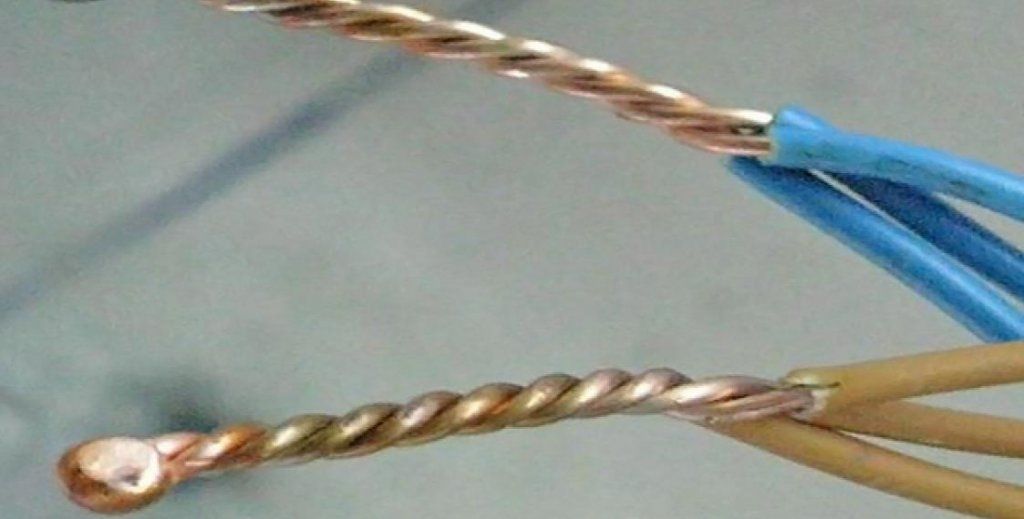
Указанный выше алгоритм действий применим для проводов с тонкими жилами. Если же у вас на руках провода большого сечения, то здесь все несколько проще. В целом процесс не отличается, разница лишь заключается в отсутствии необходимости скручивать жилы. Теперь можно переходить непосредственно к спаиванию медных проводов. Очень важный момент – электричество в квартире должно быть отключено. Паять медные жилы в распределительной коробке под напряжением смертельно опасно.
5 Спаивание жил – делаем своими руками
Непосредственно процесс пайки также больших проблем вызвать не должен. После выполнения всех подготовительных мероприятий спаивание двух жил представляет собой, возможно, самое простое действие. Вам достаточно лишь наложить жилы друг на друга либо просто скрутить их вместе, после чего разогреть посредством паяльника. При достижении максимальной температуры припой полностью расплавится, растечется по поверхности двух проводов и намертво соединит их после остывания.
Двигать жилы во время пайки категорически не рекомендуется, поскольку это может привести к ухудшению качества шва.
Иногда мастера не прибегают к помощи лужения проводов, сразу же выполняя все необходимые операции в распределительной коробке, скручивая провода и обрабатывая непосредственно во время пайки. Однако так поступать не следует, поскольку качественно выполненное лужение способствует увеличению качества соединения, его прочности и способности к проводимости электрического тока.
Последнее, что вам останется сделать, — это нанести изоляцию на спаянные жилы. Сделать это можно при помощи обычной изоленты, поверх которой нанести термоусадочную трубку. На этом пайка проводов может считаться успешно выполненной.
Пайка медных проводов: надежный метод соединения электропроводки
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Пайка проводов паяльником – технология, инструменты, материалы
На первый взгляд – спаять провода самая простая задача. Однако, существует ряд нюансов, которые необходимо знать как начинающему, так и опытному радиолюбителю.
Прежде всего, рассмотрим технологию пайки: Соединение пайкой – не что иное, как диффузия, то есть проникновение частиц металла друг в друга. Это свойство соединяемых материалов обеспечивает как высокую прочность, так и электропроводность соединения.
Разумеется, для взаимного проникновения, хотя бы один из металлов должен перейти в жидкое агрегатное состояние, то есть расплавиться. Чтобы обеспечить адгезию – металлы должны подходить друг к другу, а их поверхность очищена от загрязнений и окислов.
Для качественного соединения необходимо выполнить три правила:
- Припой, совместимый со спаиваемым металлом;
- Флюс, обеспечивающий очистку выбранного материала от окислов;
- Правильно подобранный паяльник.
Начнем с третьего пункта. Сразу оговоримся, что греть металл и плавить припой можно при помощи газовой горелки или строительного фена. Но это – тема других публикаций.
Итак, как выбрать паяльник для пайки проводов
В качестве примера рассмотрим обычные провода, сечением 0,8 – 3,5 квадратов, что является самым распространенным размером при бытовых монтажных работах.
Более тонкие провода применяются при сборке монтажных плат, и для работы с ними подходит паяльник для микросхем. Более толстые проводники применяются в энергоснабжении, там несколько иная технология пайки.
Мощность паяльника
Прежде всего, паяльник подбирается по мощности, а не по температуре жала. Провода, особенно медные, имеют высокую теплопроводность. Когда вы касаетесь кончиком паяльника места пайки, часть тепловой мощности моментально рассеивается по проводнику. Это необходимо учитывать, зная толщину жилы.
Паяльник для проводов должен иметь мощность 40-60 Вт. Меньшая мощность будет распределяться по кабелю, и вам придется затрачивать много времени на разогрев места соединения.
Во-первых, качество пайки ухудшится.
Во-вторых – от продолжительного нагрева повредится изоляция.
Слишком высокая мощность моментально выпарит флюс и также расплавит изоляцию.
Неправильно подобранная температура доставляет дискомфорт радиолюбителю. Как правило, один из спаиваемых проводов приходится удерживать руками. Если он разогревается по всей длине – можно обжечь пальцы.
Мощность считается достаточной, если на спайку уходит не более 2-3 секунд. Разумеется, при условии полного расплавления припоя и растекании его по металлу проводника.
Правильное жало
Идеальный вариант для соединения проводов – медное жало с расплющенным концом.
Медь позволит накопить достаточно тепловой энергии, чтобы она не рассеивалась по проводам. А плоский конец обеспечит широкое пятно контакта. Недостаток медного наконечника – склонность к окислению. Даже тончайший слой окисла становится теплоизолирующей прокладкой, ухудшая нагрев рабочей зоны.
Можно паять и современными коническими жалами из композитных материалов или керамики.
Разница лишь в методике. Такое жало необходимо прижимать не поперек, а вдоль, что не всегда удобно.
Паяльный пистолет мгновенного нагрева
Неплохой вариант для пайки проводов. Высокая температура наконечника и протекающий ток от трансформатора моментально прогревают место спайки, не успевая расплавить изоляцию.
Если жало имеет форму петли – можно охватывать спайку со всех сторон, повышая эффективность нагрева. Однако такие паяльники стоят дороже обычных.
Правильный набор для пайки
С основным инструментом определились. Кроме собственно паяльника, необходим определенный набор сопутствующих материалов и приспособлений.
- Устройство для снятия изоляции, или монтажный нож. Особых критериев нет, главное – чтобы жилы при зачистке не обрывались. Также надо иметь нож для снятия лакового покрытия с оголенных жил;
- Флюс. Его выбор – это почти религия. Делают из самых разных материалов, он может быть твердым, желеобразным или жидким – назначение одно. Точнее два: очистить поверхность и не дать образоваться окислу.
Популярное: Паяльник для микросхем – как выбрать подходящий?
Наиболее удачный вариант – банальная сосновая канифоль. Единственный недостаток – слабая текучесть (в нашем случае должна проникать в скрутку), и при перегреве образуется нагар. Многие пользуются т.н. паяльным салом. Отдать предпочтение какому-то варианту бессмысленно. Всякий кто знает, как работать с паяльником – имеет в арсенале любимый флюс.
- Паяльные тиски. Приспособление очень полезное. Их необходимо либо купить, либо изготовить самостоятельно;
- Подставка для паяльника. Обязательный атрибут радиолюбителя. Изготовьте ее из любого негорючего материала. Главное – чтобы паяльник не лежал на столе включенным, а тем более – не скатился вам на колени или на пол;
- Губка для очистки жала. Подойдет любая несинтетическая плотная ткань, смоченная мыльным раствором. Хороший вариант – сукно, прибитое на деревянный брусок.
Именно при пайке проводов чаще всего не хватает третьей руки. Да и сам объект нагревается настолько сильно, что лучше закрепить его в стороннем держателе.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя
Область применения
Читать также: Сварка аргоном как правильно варить
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса
Состав
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Как выбрать паяльник и припой для пайки проводов?
Пайка проводов – это традиционный способ соединения в электронике и электротехнике. Его применяют и для слаботочных схем, и для высоковольтных силовых контуров. Пайка прочна и долговечна, выдерживает действие вибрационных нагрузок.
Как пользоваться паяльником?
Сущность процесса состоит в нанесении на совмещенные концы проводников или выводов электронных компонентов капли расплавленного припоя. Кристаллизуясь, припой прочно присоединяется к металлу и возникает неразъемное электропроводное соединение.
Для того, чтобы припой прочно соединился с жилами или контактами, необходимо провести подготовку. Контакты и провода обрабатывают специальными веществами, разрушающими тугоплавкие оксидные пленки и увеличивающими смешиваемость поверхностей жидким припоем.
Кроме того, подготовки требует и сам паяльник. Его жало следует периодически зачищать напильником от нагара и окалины, затачивать, придавая оптимальную форму.
Весьма важна также операция лужения. В ее ходе поверхность жала и припаиваемых контактов покрывается тонким слоем припоя.
Особенности
Основная особенность пайки медных проводов паяльником состоит в необходимости обеспечения качественного механического контакта соединяемых жил и контактов.
Для этого применяют скручивание их кончиков либо удержание вместе с помощью рук, пинцетов, острогубцев и паяльных зажимов.
Методы скручивания кабелей. Внизу, красным — скрутка по-британски.
Какой тип скрутки выбрать, определяется напряжением и силой тока, которую должно выдерживать паяное соединение, вибрационными нагрузками, а также рядом других особенностей будущей эксплуатации.
Кабели, подверженные статическим либо динамическим нагрузкам, должны состоять из нескольких жил. Эти жилы скручивают по-британски.
Почему невозможно пользоваться очень маленьким паяльником при пайке? Ответ прост: ему не хватит мощности, чтобы качественно прогреть соединение. Отлично справляется простой электропаяльник. При больших объемах работ используют станции с регулируемой температурой жала. Питается аппарат от инвертора. Предварительного прогрева иногда проводят портативной газовой горелкой.
Что потребуется для работы?
Помимо паяльника, понадобится припой, флюсовый состав, подставка, паяльные зажимы. Для подготовки жала нужен малый напильник или надфиль.
Чтобы удерживать нагреваемые кабели, понадобится пинцет либо пассатижи.
Канифоль и флюсы
Пайка медных проводов потребует подготовки. Концы проводников очищают от механических загрязнений, следов коррозии, окисного слоя и, возможно, от электротехнического лака. Это делают с помощью химической обработки.
Канифоль разогревают жалом, окунают в нее прогретый конец проводника. Удобнее применять флюсы. Они представляют собой смесь кислот или щелочей. Емкости с ними снабжены кисточкой для дозированного нанесения. Потом остатки флюсовой пасты потребуется удалить, чтобы они не разъели контакты и конструкции.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Читать также: Тиристорное зарядное устройство своими руками
В данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Несмотря, что я перешёл на разъемы Ваго, которые существенно ускоряют монтаж электропроводки, всё же считаю, что соединение проводов пайкой лучше. Сейчас на меня набросятся приверженцы сварки. Но я спорить не буду, скажу только, что мне так удобнее, а электрические и механические свойства такого соединения ничуть не хуже сварки.
Кстати, знаете, что лет 50-70 назад радиоаппаратуру собирали посредством сварки. Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.
Итак, публикую несколько фото, иллюстрирующих пайку проводов в распределительной коробке. Постараюсь раскрыть все свои секреты такого электромонтажа. Надеюсь, мой опыт пригодится моим читателям. В основном, с этой целью я и пишу статьи на СамЭлектрике.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.4.2). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка также не допускается, об этом говорится в ПУЭ там же. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Соединение проводов опрессовкой
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и впрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи. В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.
В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.
1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рисковано, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
А что там свежего в группе ВК СамЭлектрик.ру?
Подписывайся, и читай статью дальше:
7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
Читать также: Можно ли растворителем обезжирить поверхность
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.
Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Подготовительные работы
Перед тем, как спаять провода, необходимо выполнить ряд подготовительных работ:
- На соединяемых жилах срежьте изоляционный слой на 40-50 мм.
- Теперь необходимо зачистить оголённые участки от окисной плёнки. Это можно сделать с помощью наждачной мелкозернистой бумаги. Жилы проводов надо зачистить до блеска.
- Перед тем, как паять медные жилы, выполняют их лужение. Нагрейте паяльник до температуры плавления канифоли. Как это узнать? Просто прикоснитесь инструментом к канифоли, она начнёт активно плавиться. Оголённый участок погрузите в канифольную смолу. Возьмите жалом немного припойного сплава и проведите по проводу. Чтобы сделать процесс равномернее и быстрее, немного проворачивайте провод. Жила из меди после лужения станет не красной, а серебристой. Проделайте то же самое со всеми проводами, которые надо будет спаивать.
- Залуженные провода соедините в скрутку.
Как выполнять лужение проводов показано в этом видео:
Теперь всё готово к самому процессу пайки.
Соединение отводов трансформатора | Практика
Пайка мягким припоем
Отводы из тонкого медного провода, когда место пайки расположено близко к обмотке и невозможно использовать электросварку, паяют оловянно-свинцовым припоем. Концы, подлежащие спайке, тщательно зачищают ножом или наждачной бумагой, накладывают друг на друга на длине 10—15 мм в зависимости от сечения проводника и соединяют скобочкой из луженой медной ленты толщиной 0,3 мм или обертывают несколько раз медной полоской, нарезанной из той же ленты. Пайку производят электрическим паяльником. При этом используют оловянно-свинцовый припой ПОС 40 и специальный флюс, очищающий провод от грязи и жиров и способствующий лучшему приставанию этого припоя к меди.
Нагрев продолжают до тех пор, пока припой не расплавится на месте пайки. После этого паяльник снимают. Пайка отводов оловянно-свинцовым припоем имеет существенные недостатки: низкую механическую прочность, малую теплостойкость, большое электрическое сопротивление места пайки, необходимость применения флюса, большую стоимость и трудоемкость по сравнению с электросваркой или электропайкой.
Электродуговая сварка
Обмотки, намотанные из круглого медного провода диаметром до 2,44 мм, соединяют с отводами с помощью электродуговой сварки угольным электродом. Сварка медных проводов электрической дугой проста, не требует флюса и дает хорошее качество соединений. Для электродуговой сварки используют однофазный сухой трансформатор мощностью около 300 ВА, имеющий на стороне НН большой предел регулирования напряжения. При этом применяют обычные сварочные электроды диаметром 6 мм. Для получения хорошего качества сварки концы проводов тщательно зачищают от лака и изоляции. Провода одинакового диаметра скручивают вместе. Если провода обмотки и отводов имеют разные диаметры, то провод меньшего диаметра накручивают на провод большего диаметра шестью-семью витками, как показано на рисунке 1, а. Концы скрутки обжимают плоскогубцами.
а — соединение подготовлено для сварки, б — соединение после сварки, в — соединение подготовлено для изолирования
Рисунок 1 — Соединение круглых проводов электросваркой
Один конец вторичной обмотки сварочного трансформатора присоединяют к медному крючку. Крючок в свою очередь присоединяют к свариваемому отводу (около места скрутки). Другой конец обмотки сварочного трансформатора присоединяют к угледержателю, в который зажат угольный электрод. Этим электродом касаются торца места скрутки свариваемых отводов. Между угольным электродом и скруткой возникает дуга, которая расплавляет верхнюю часть скрутки, образуя оплавление правильной формы (рисунок 1, б).
Дальнейшее поддержание дуги и увеличение количества расплавленного металла могут сжечь скрутку и оставить неспаянными концы проводов. Острые концы мест сварки зачищают напильником; проводам придают форму, удобную для изолирования (рисунок 1, в). Чтобы защитить глаза от вредного действия электрической дуги, сборщик трансформаторов во время сварки работает в защитных очках с темно-синими стеклами.
Обмотки трансформатора и изоляцию во время пайки и электродуговой сварки закрывают чехлом, листом электрокартона или асбеста.
Сварка под флюсом
Обмотки ВН в ряде трансформаторов I и II габаритов выполняют слоевыми из круглого алюминиевого провода. В этих трансформаторах к концам выводов алюминиевой обмотки приваривают отводы из медного провода под флюсом при помощи угольного электрода. Источником тока служит однофазный трансформатор.
Перед сваркой концы выводов обмотки и концы отводов тщательно зачищают и соединяют скруткой в 5—6 витков. На скрутку наносят флюс марки 34 А. Сварочными клещами зажимают скрутку сверху и снизу, после чего включают трансформатор. При прохождении тока через угольные электроды и скрутку электроды нагреваются и оплавляют верхнюю часть скрутки. В месте оплавления образуется ровная сферическая поверхность и создается надежный контакт между алюминиевым выводом и медным отводом.
Как производится пайка медных проводов?
Пайка проводов является неотъемлемой процедурой монтажа электрической проводки. Качественно произведенная пайка, скрепленные провода в коробке распределения, правильная скрутка – все это позволит сделать долговечную электрическую проводку.
Для надежного и прочного соединения проводов чаще всего применяется пайка.
Сегодня достаточно часто используются электрические проводники, которые изготовлены из провода. Подобное приспособление делается из меди или алюминия. Стоит заметить, что качество и период службы проводов из меди делают их наиболее выгодными для пользователей, несмотря на то, сколько стоит материал.
Соединять провода электрической проводки можно различными способами. Основными из них являются следующие:
- опрессовка;
- пайка;
- клеммники;
- сварка.
Читайте также:
Как сделать пневмодомкрат своими руками.
Построение правильного шестигранника.
О ремонте гидравлического домкрата читайте тут.
Как паять провода с помощью паяльника?
Методы скрутки проводов.
Прежде всего понадобится подготовить рабочее место: все нужные материалы и инструменты должны располагаться поблизости, для того чтобы в процессе выполнения всех работ не возникли трудности. Для пайки нужны некоторые специальные средства, без которых обойтись не получится.
Понадобятся следующие элементы:
- подставка для паяльного инструмента;
- канифоль;
- флюс;
- паяльный инструмент;
- губка, которая будет использоваться для того, чтобы удалить с жала загрязнения, мешающие выполнять пайку электрической проводки.
Последовательность действий в данном случае такова:
Для пайки проводов паяльником понадобится канифоль и пропой.
- В качестве примера будет рассмотрено скрепление двух проводов из меди. Кабели могут быть как многожильными, так и одножильными. Разница между пайкой данных приспособлений в том, что многожильные кабели нужно предварительно скрутить, чтобы зафиксировать. В таком случае пайка будет происходить быстрее.
- Когда многожильные провода будут скручены, понадобится произвести лужение материала. Выполнять данный процесс необходимо так, чтобы припой правильно воссоединился с основанием провода.
- Как только приспособление будет залужено, понадобится покрыть паяемое основание припоем. Для этого нужно расплавить немного припоя, затем нанести его на наконечник паяльного инструмента. После этого нужно провести жалом по отмеченному участку кабеля. Нужно позаботиться о том, чтобы тиноль полностью покрыл участок кабеля тонким слоем.
- Для кабелей, которые будут обработаны данным образом, будут необходимы скрутка и прогревание с помощью паяльного инструмента (для проводов небольшого сечения).
- Если необходима скрутка рабочих элементов большого сечения, данный процесс нужно выполнять несколько иначе. Производится лужение скрутки (прогревается паяльным инструментом, опускается в канифоль). Скрутку контактов нужно прогреть, после чего наносить припой до тех пор, пока не будет достигнута конечная цель. Следовательно, в результате можно получить правильную и качественную скрутку контактов.
Выполняя нагрев скруток электрической проводки, разогрев рекомендуется производить первым делом с дальнего конца от изоляции. Если пренебречь данной рекомендацией, то скрутка может повредить слой изоляции.
Вернуться к оглавлению
Особенности пайки
В коробке распределения соединения шлейфов должны быть хорошего качества, так как пайка данных элементов электросети выполняется на долгий период.
Вид провода при пайке, сварке, скрутке.
Раньше в большинстве случаев производилась скрутка кабелей в соответствующей коробке для распределения при помощи механического воздействия. Скрутка в качестве метода скрепления шлейфов проводки запрещается ПУЭ, так как после данного скрепления сопротивление будет способствовать нагреву проводов, что является недопустимым.
Пайка – это не самый быстрый и простой метод монтажа шлейфов проводки. Однако у нее есть одно существенное преимущество – надежность соединения.
Температура плавления припоя гораздо ниже такого же показателя шлейфов из меди. Необходимо знать, что тиноль дает возможность распускать внешний слой металла провода из меди. При застывании получится качественная скрутка шлейфов.
После завершения зачистки провода на его основании может образовываться оксидная пленка. Именно в этом и заключается трудность пайки алюминия. Подобная пленка может быть удалена химическим или механическим путем, все будет зависеть от применяемого способа пайки. Чтобы избежать образования пленки, понадобится использовать флюс, который предназначается для пайки необходимого материала. Слой флюса, который наносится на основание проводов, должен быть тонким.
Химический способ удаления пленки заключается в следующем: место, к которому планируется присоединить провод, понадобится зачистить, после чего аккуратно нанести на него несколько капель раствора медного купороса. Далее к этому месту нужно подключить отрицательный полюс источника тока, к положительному полюсу при этом подключается кусок проволоки из меди. Конец проволоки следует опустить в каплю так, чтобы проволока не коснулась места соединения.
Чтобы соединять медные провода, следует использовать припои для пайки из свинца и олова, а также канифоль, которая используется в качестве флюса. Пайка кабелей из алюминия электрической проводки предполагает применение припоев из цинка и алюминия. Для флюса нужны цинковые и литиевые соединения. Рекомендуется использовать и газовые горелки, так как температура плавления будет приблизительно 500° С.
Вернуться к оглавлению
Как паять медные и алюминиевые провода?
Устройство паяльника для пайки проводов.
Основание провода из меди понадобится зачистить, прогреть паяльным инструментом, после чего погрузить в канифоль. Далее следует расплавить каплю припоя, затем провод погрузить в нее, чтобы выполнить лужение паяльником по основанию. Данный процесс должен выполняться одинаковыми движениями.
Припой для пайки должен покрыть основание провода по минимуму, его излишки следует удалить с основания при помощи паяльного инструмента. С данной целью понадобится установить паяльник на место соединения, чтобы излишки удалились сами по себе. Стоит заметить, что красный цвет провода из меди должен измениться и получить серебристый оттенок.
Если кабель многожильный, то каждую проволоку небольшого сечения понадобится раскрутить, после чего лудить паяльным инструментом. Далее все понадобится вернуть в исходное положение (закрутить обратно).
Провод из алюминия перед пайкой электрической проводки понадобится зачистить, после чего покрыть его основание при помощи предварительно подготовленного флюса. После этого провод из алюминия нужно натереть куском тиноля и нагреть пламенем горелки с газом. После выполнения данных действий с алюминия сойдет пленка из оксида. В результате окисления разрушатся, а рабочее основание материала будет хорошо лудиться.
Чтобы увеличить качественный показатель соединения проводов с одной проволокой, следует использовать маленькую скрутку уже залуженных кабелей, при которой тинолем надо заполнить все образовавшиеся промежутки.
Завершающий этап скрепления электрической проводки предполагает восстановление слоя изоляции проводов. Необходимо обратить внимание на то, что этот этап работ очень важен. Для сухих комнат необходимо использовать хлопчатобумажную изоленту.
На улице и в комнатах с высокой влажностью рекомендуется использовать изоленту, которая изготавливается из поливинилхлорида. Данный материал надо наложить на скрутку в несколько слоев так, чтобы можно было защитить не только оголенные провода, но и расстояние с двух сторон на несколько сантиметров. Конец намотанной изоленты надо будет заворачивать внутрь, чтобы он мог полностью закрыть голову скрутки. Выполнять изоляцию проводки нужно обязательно, так как в коробке для распределения, где располагается скрутка, может происходить короткое замыкание из-за соприкосновения кабелей с разными зарядами.
Как только контакты в коробке для распределения будут изолированы, можно приступать к использованию специальных колпаков, которые фактически дублируют изоленту.
Это нужно для большей надежности и улучшения качества работ.
Вернуться к оглавлению
Советы по пайке проводов
Чтобы правильно выполнить пайку, следуйте рекомендациям:
Виды соединения проводов под пайку.
- Выбирать паяльный инструмент необходимо с заменяемыми наконечниками в форме лопат, иголок и конусов.
- Перед выполнением пайки надо произвести тщательную чистку жала. Если наконечник будет слишком загрязнен, то нужно пустить в ход паяльный инструмент. Таким образом можно снять загрязнения с основания инструмента. В данном случае можно использовать картон или кусок дерева.
- Не рекомендуется оставлять паяльный инструмент сухим в процессе нагрева рабочего элемента. Следовательно, нужно опускать жало в канифоль. Таким образом можно легко определить, когда паяльный инструмент разогреется и будет готов к работе.
- Следует знать, что в процессе изменения длины паяльного инструмента возможно менять температуру нагрева приспособления.
- В процессе пайки настоятельно рекомендуется использовать защитные средства: перчатки, очки, спецодежду. Следует заметить, что все работы с металлом должен производить человек, тело которого защищено спецодеждой.
- В качестве источника тока можно использовать аккумулятор или обыкновенную батарейку от карманного фонарика.
Если следовать данной инструкции и придерживаться рекомендаций опытных мастеров, можно выполнить качественную и долговечную пайку.
Как правильно паять паяльником с кислотой
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия. Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы.
Флакон с кислотным раствором для пайки металлов
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.
Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в H4P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Применение кислот
Чтобы паять металлические изделия (трубы, радиатор, ведра, кастрюли), поверхность элементов тщательно зачищается, можно напильником или наждачной бумагой. На очищенные участки кисточкой наносят кислотный раствор, после чего на поверхности паяльником расплавляют до жидкого состояния припой.
Жидкий припой облуживает зачищенные места, при кипении кислотный флюс выходит на поверхность. Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Паять можно мощным паяльником или открытым огнем от газовой горелки. Можно использовать различные источники тепла в зависимости от площади разогреваемой поверхности и температуры плавления припоя.
Остатки кислотного флюса смываются водой, лучше мыльным, щелочным раствором, это исключит дальнейшую коррозию металла.
Обработанные и спаянные элементы нержавеющей стали
Кислотой можно повредить кожу и мышечную ткань, при вдыхании паров поражаются дыхательные органы. Контактируя с воздухом, соляная кислота вступает в химическую реакцию, над открытой емкостью заметен дымок. Работать правильно в этих условиях в защитных очках, резиновых перчатках, противогазе, можно в респираторе.
При попадании раствора на кожу промыть этот участок тела 6%-ным щелочным раствором или простым мылом. Не рекомендуется флюсами с кислотой паять радиотехнические платы. Кислотные составляющие с них трудно смываются и способствуют распаду медных дорожек. Их лучше заменить, для этого есть специальная паста.
Хранить растворы с кислотой для пайки правильно будет в емкостях из следующих материалов:
- стекло;
- керамика;
- фарфор;
- фторопласт.
Такая посуда не вступает в реакцию с кислотой, в ней длительное время можно сохранить приготовленный состав.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.
Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Как готовится паяльная паста
Паста для пайки продается в магазинах радиодеталей, но можно приготовить самостоятельно. В 32 мл соляной кислоты добавляют 12 мл обычной воды, потом кусочки цинка – 8,1 г. Для этого используется эмалированная посуда.
После окончания реакции растворения, в состав вносят олово – 8.7 г. Когда закончится вторая реакция растворения, выпаривают воду до пастообразной консистенции раствора. Паста перемещается в фарфоровую емкость, куда засыпают порошок, в составе которого:
- свинец – 7,4 г;
- олово – 14,8 г;
- сухой нашатырь – 7,5 г;
- цинк – 29,6 г;
- канифоль – 9,4 г.
Эта паста замешивается на 10 мл глицерина, подогревается и перемешивается.
Как правильно паять, последовательность действий:
- детали на месте пайки зачищают, провода скручивают;
- паста наносится кисточкой, тонким слоем;
- поверхность для спайки разогревается зажигалкой плазменной, горелкой, свечкой или спиртовой таблеткой, можно даже спичками или на костре до момента, когда паста расплавится;
- после плавления элементы пайки удаляются от источника тепла, припой застывает.
Паста очень эффективна, когда необходимо паять медный провод, мелкие детали из сплавов, основой которых является медь, латунь, например радиатор, самовары и другие изделия.
Пайка посуды
Ведра и кастрюли, с отверстиями не более 5-7 мм в диаметре, рекомендуется паять, не используя паяльник, припоем ПОС-60. Дырявые места на посуде можно надежно запаять. Для этого дырки тщательно зачищаются наждачной бумагой изнутри емкости. Отверстию по краям придается конусная форма, очищенные места кисточкой обрабатываются раствором паяльной кислоты.
Для того чтобы исключить утечку припоя с наружной стороны, все донышко или отдельные места, где требуется запаять отверстия, закрывают тонкими жестяными пластинами. С внутренней стороны в зачищенные отверстия насыпают порошкообразный припой с канифолью. Места пайки разогревают на открытом огне до плавления припоя и заполнения им всех щелей.
Для радиаторов зачистка и пайка осуществляются с наружной стороны. Чтобы исключить протекание припоя внутрь, отверстие закрывают пластиной жести, оцинкованного железа, можно заменить на медь или латунь. Выбор зависит от материала, из которого сделан радиатор. Однородные металлы и сплавы, схожие по своему составу, легче запаять.
После окончания процесса пайки радиаторов внутренняя и внешняя поверхности тщательно промываются щелочным, мыльным раствором для того, чтобы исключить воздействие кислотных составляющих на металл.
Флакон с флюсом для пайки алюминия
Когда надо запаять детали из алюминия, используются специальные припои:
- смесь 4:1 олово с цинком;
- смесь 30:1 олово с висмутом;
- порошок 99:1 олова и алюминия.
Последовательность обработки поверхности аналогичная, как и для подготовки железной посуды. Для того чтобы качественно запаять алюминий, в порошок добавляют канифоль, но температура плавления должна быть выше 500ºС. Припой в отверстии рекомендуется помешивать, можно тонким медным жалом паяльника.
Паста для пайки печатных плат
Состав не сильно отличается от пасты, которую используют, чтобы припаять без паяльника, в порошок входят следующие компоненты:
- олово – 14,8 г;
- канифоль – 4 г;
- цинковая пыль – 738 г;
- свинцовый порошок – 7,4 г.
Для пастообразной консистенции добавляют диэтиловый эфир – 10 мл, его можно заменить, использовать глицерин – 14 мл.
Последовательность пайки:
- зачищаются ножки и дорожки печатной платы;
- для того чтобы запаять, ножки деталей вставляются в отверстия платы;
- места, где надо запаять на плате смазываются пастой;
- паста разогревается паяльником до плавления;
- припой растекается и застывает, обеспечивая надежный электрический контакт деталей с дорожками печатных плат.
Уроки пайки. Видео
Научиться правильно паять можно, просмотрев это видео.
Из вышеизложенной информации следует, что при желании и наличии определенных материалов в бытовых условиях можно паять различными способами, достигая качественного крепления деталей и герметичности емкостей.
Пайка медных труб с помощью горелки
Можно спаять паяльником или без паяльника практически все металлы, сплавы, алюминий, латунь, медь, провода электрических цепей различного назначения, металлическую посуду, корпуса радиаторов и другие элементы оборудования.
Оцените статью:Как спаять два провода между собой
Как правильно спаять два провода паяльником?
Каждый мужчина задавался вопросом, как спаять два провода. Выполнение подобных действий требуется при ремонте бытовой и компьютерной техники, электронных приборов и станков. Перед тем как получить ответ на поставленный вопрос, нужно ознакомиться с инструментами и материалами, необходимыми для работы.
Что потребуется для пайки
Перед тем как начать паять провода, нужно подготовить:
- Паяльник. Это главный инструмент для работы с металлическими изделиями. Им расплавляется припой, с помощью которого соединяются элементы микросхемы. Приборы имеют разные мощности. Чем выше этот показатель, тем быстрее нагревается паяльник. Рекомендуется выбирать инструмент мощностью больше 60 Вт. Работает паяльник от электросети 220 В.
- Припой. Под этим термином подразумевается сплав на основе олова, используемый для соединения металлов с высокой температурой плавления. Припой представляет собой длинную проволоку, реже олово продается небольшими кусками.
- Канифоль (флюс). Используется для лужения элементов микросхемы. Канифоль дает надежное сцепление металлов с другими материалами.
Выбираем канифоль и флюсы
Выбор флюса или канифоли зависит от того, какие материалы будут спаиваться:
- Луженые детали. В таком случае применяется жидкая канифоль. Заменить можно флюс-пастой, которая не высыхает и не требует удаления остатков. Канифоль гель имеет гелеобразную структуру, средство легко смывается водой.
- Работа с небольшими радиодеталями. Для этого подойдут активированные канифольные флюсы, например, ЛТИ-120. Положительными качествами обладает и Глицерин гидразиновая паста. Однако после использования этого средства детали нужно обезжиривать.
- Пайка железных, латунных и медных деталей маленьких размеров. Хорошо справляется с поставленной задачей Жидкая канифоль Люкс.
- Соединение массивных оцинкованных деталей. В таких случаях используют кислотные флюсы (ортофосфорную или паяльную кислоту, Фим). Кислотные составы работают быстро, поэтому металл не нужно долго нагревать.
- Пайка алюминиевых деталей. Чтобы спаять провода подобных типов, раньше обычно обрабатывали канифолью жало паяльника. Однако сейчас для работы с алюминием и медью используют флюс Ф-64, который обеспечивает хорошее сцепление металлов. Средство содержит ядовитые химические вещества, поэтому работать рекомендуется в проветриваемом помещении. Более безопасным считается флюс Ф-34, обладающий меньшей активностью.
Дополнительные материалы
К дополнительным материалам, упрощающим работу с паяльником, относят:
- Подставку. Обеспечивает удобство и безопасность работы. Ее делают из тонкого металлического листа.
- Оплетку для удаления избытков припоя. Состоит из обработанных флюсом тонких медных жил.
- Приспособление с зажимами и увеличительным стеклом. Обеспечивает удобство работы с маленькими деталями и паяльником.
- Зажимы, пинцеты, плоскогубцы. Облегчают работу с нагретыми деталями.
Процесс пайки электропаяльником
Как паять провода, что для этого нужно сделать:
- Залудить паяльник. Для затачивания жала нужно использовать наждачную бумагу, которой работают до получения гладкой блестящей поверхности. После этого разогретое жало погружают в канифоль и припой. Наконечник прикладывают к деревянной дощечке. Манипуляции повторяют до тех пор, пока жало паяльника не приобретет серебристый цвет.
- Залудить провода. Их очищают от оплетки и покрывают канифолью, поверх накладывают наконечник паяльника. После оплавления флюса провод извлекают.
- Припаивать залуженные части. Жало прибора обрабатывается припоем, место пайки разогревается до нужной температуры. После покрытия проводов оловом избегают лишних движений. Для быстрого остывания используют вентилятор.
Учимся паять провода – рассмотрение всех нюансов пайки
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по соединению проводов пайкой в распределительной коробке мы рассматривали отдельно.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
- Подключение светодиодной ленты. Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой. Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
- Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3.5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях!
YuryVY › Blog › Соединение проводов в автомобиле. Пайка.
И вот настала очередь третьей фильмы.
Пожалуй, самая интересная часть темы. До сих пор народ ломает копья – можно ли выполнять пайку проводов в автомобиле или нет. В данном вопросе я не становлюсь ни на чью сторону, мое мнение – если можно избежать пайки, то лучше ее не использовать, но если без пайки не обойтись, то применять ее можно, но осмотрительно.
Для примера спаял два провода. Но вот если провод несколько раз согнуть, то рядом с местом пайки тут же начинают обламываться медные жилки проводника. Не хочу вдаваться в теорию происходящего процесса, а то опять приснится теоретическая механика, сопромат и до кучи еще и строительная механика, но поверьте, обламываются провода на раз, ну максимум на два.
Если все же понадобилось спаять два провода вместе, то лучше поступить следующим образом. Снять изоляцию с концов проводов, и распушив медные жилки, надвинуть провода друг на друга. Далее медные жилы слегка скрутить и место скрутки хорошо пропаять. Думаю, все понятно:
А теперь расскажу о случаях, где пайка проводов не только оправдана, но иногда без нее не обойтись.
К примеру, нужно соединить аудио или видео кабели, либо кабели передачи сигналов радио и GPS. Как правило, внутри таких кабелей идет тонкий сигнальный провод, а вокруг экран в виде оплетки металлических жилок. Если сделать скрутку тонкого монолитного сигнального медного проводника, то такая скрутка окажется недолговечной, во-первых, а во-вторых, возникнет относительно приличное сопротивление при таком соединении, что может ухудшить качество сигнала.
Как я поступаю в подобных случаях, расскажу чуть подробнее.
Вырезаю полоску двухстороннего фольгированного стеклотекстолита, примерно 25мм х 2мм.
И в заключение раздела темы про пайку, стоит осветить еще один немаловажный аспект, это применение различных флюсов.
Тут на форуме не так давно у меня возникли дебаты с одним вектроводом, который делал ремонт фонаря центрального стопа и при ремонте применял паяльную кислоту. Я ему объяснял, что применять кислоты при пайке электроники нельзя, а он мне доказывал, что паяльная кислота предназначена, в том числе и для пайки меди. Получился разговор слепого с глухим. Да, паять медь с использованием кислот можно, мало того, паяет просто супер, так как любая кислота является очень активным флюсом. И если кому-то в наследство от прабабушки достался дореволюционный медный самовар, то грех не запаять дырку, используя кислоту.
Паяльная и другие кислоты не только убирают окислы с поверхности меди, но если после пайки медные поверхности проводников не очистить от остатков кислот, то они и дальше начнут делать свое черное дело. Конечно, сожрать толстую медь самовара, у кислоты силенок не хватит (вариант, когда кислотой наполнен самовар и оставлен для последующей передачи потомкам, здесь не рассматривается). А вот тонкие медные дорожки плат, выводы электронных компонентов, либо медные тонкие жилки проводов кислота сожрет и не подавится.
Про самовар все, поговорим за пайку проводов. Медные жилки проводов были обильно пропитаны паяльной кислотой. Поднесли паяльник с припоем к проводнику, и провода сами залудились или припаялись, вот только дым коромыслом от процесса пайки (не самый лучший способ поправить здоровье, глотая кислотные пары). Теперь возникает необходимость убрать остатки кислоты и продуктов ее горения да еще не дома под краном, а в автомобиле. Ну, в лучшем случае, спирт изопропиловый и зубная щетка смогут очистить поверхности паяного соединения. А куда денется кислота, оставшаяся внутри соединения или затекшая под слой изоляции провода? Все, как говорил один меченый – процесс пошел.
Вот нашел интересную статью по применению различных кислот:
stankiexpert.ru/spravochn…slota-ortofosfornaya.html
Для тех, кто статью читать не захочет, скажу вкратце, автор активно топит за применение кислот при пайке различных металлов, но в теме есть одна интересная фраза: “Категорически запрещается использовать кислоты при работе с радиосхемами, мелкой электроникой. Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов”.
Поэтому, уж коль дома есть паяльник, и решили им попользоваться в автомобиле, то кислота в этом деле далеко не лучший помощник (впрочем, как и другие активные флюсы). Сейчас промышленность выпускает кучу различных нейтральных и безотмывочных флюсов, которые справляются если не лучше, то и не хуже кислот в процессе пайки.
Засим позвольте откланяться. Надеюсь, фильмы окажутся кому-то полезными.
Всем ровных дорог, а главное целых проводов.
Как правильно спаять провода между собой — медные провода и скрутка
Спайка проводов – это обязательный комплекс мероприятий, задача которых – установить электропроводку в помещении. Качественное соединение жил пайкой, соединение проводов в распределительном щитке, правильная скрутка – это факторы, от которых зависит долговечность и работоспособность электрической проводки.
Преимущества и недостатки пайки электропроводки
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае – если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Что нужно для пайки электропроводки
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Как правильно запаять провода
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Если требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Как паять медные и алюминиевые провода
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Рекомендации, меры предосторожности
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Способы соединения проводов между собой.
В первую очередь вы должны понимать, что в разных условиях могут применяться различные типы соединений. И их выбор зависит от конкретно поставленной задачи.
Например, соединять провода малых сечений до 2,5мм2 в компактной распредкоробке, гораздо удобнее клеммниками или зажимами. А вот если речь идет о штробе или кабельном канале, то здесь уже на первое место выходят гильзы.
Рассмотрим три наиболее простых и одновременно надежных вида соединений.
Начнем с соединения типа СИЗ. Расшифровывается он как:
- Соединительный
По виду напоминает простой колпачок. Бывает разных цветов.
В этот колпачок вставляются жилы и скручиваются между собой.
Как делать правильно, сначала скрутить жилы и после этого одеть колпачок или закручивать их непосредственно самим СИЗом, подробно рассматривается в статье “Колпачок СИЗ для скрутки проводов.”
В итоге, благодаря СИЗу у вас получается старая добрая скрутка, только сразу же защищенная и изолированная.
Вдобавок ко всему, с подпружиненным контактом, который не дает ей ослабнуть.
Кроме того, этот процесс можно слегка автоматизировать, применив насадку под СИЗы для шуруповерта. Об этом также рассказывается в вышеприведенной статье.
Следующий вид – это клеммники Wago. Они также бывают разных размеров, и под разное количество соединяемых проводов – два, три, пять, восемь.
Ими можно стыковать между собой как моножилы, так и многопроволочные провода.
Для многопроволочных, у зажима должна быть защелка-флажок, которая в открытом состоянии без труда позволяет вставить провод и зажать его внутри после защелкивания.
Эти клеммники в домашней проводке по заявлению производителя спокойно выдерживают нагрузку до 24А (свет, розетки).
Попадаются отдельные компактные экземпляры и на 32А-41А.
Вот наиболее популярные типы зажимов Wago, их маркировка, характеристики и под какое сечение рассчитаны:
Есть еще и промышленная серия под сечения кабелей до 95мм2. Клеммы у них действительно большие, но принцип работы практически такой же, что и у маленьких.
Когда замеряешь нагрузку на таких зажимах, с величиной тока более 200А, и при этом видишь, что ничего не горит и не греется, у многих пропадают сомнения в продукции Wago.
Если у вас зажимы Ваго оригинальные, а не китайская подделка, и при этом линия защищена автоматическим выключателем с правильно подобранной уставкой, то такой вид соединения по праву можно назвать самым простым, современным и удобным в монтаже.
Нарушите какое-либо из вышеприведенных условий и результат будет вполне закономерным.
Поэтому не нужно ставить wago на 24А и при этом защищать такую проводку автоматом на 25А. Контакт в этом случае при перегрузке у вас выгорит.
Всегда правильно подбирайте именно клеммники ваго.
Также есть достаточно старый вид соединения, типа клеммных колодок. ЗВИ – зажим винтовой изолированный.
С виду это очень простое винтовое подключение проводов между собой. Опять же бывает под разные сечения и разнообразных форм.
Вот их технические характеристики (ток, сечение, размеры, крутящий момент винтов):
Однако ЗВИ имеет ряд существенных недостатков, из-за которых его нельзя назвать самым удачным и надежным соединением.
В основном таким способом можно соединить только два провода друг с другом. Если конечно специально не выбирать большие колодки и не пихать туда по несколько жил. Что делать не рекомендуется.
Такое винтовое подключение хорошо подходит для моножил, а вот для многопроволочных гибких проводов – нет.
Для гибких проводов вам придется их прессовать наконечниками НШВИ и нести дополнительные затраты.
В сети можно найти видеоролики, где в качестве эксперимента микроомметром замеряются переходные сопротивления на разных типах соединений.
Зачастую попадается ситуация, когда необходимо соединить медный проводник с алюминиевым. Так как химические свойства меди и алюминия разные, то прямой контакт между ними, при доступе кислорода приводит к окислению. Нередко даже медные контакты на автоматических выключателях подвержены такому явлению.
Образуется оксидная пленка, возрастает сопротивление, происходит нагрев. Здесь рекомендуется применять 3 варианта, чтобы этого избежать:
- болт + гайка со стальными шайбами
Они убирают прямой контакт между алюминием и медью. Связь происходит через сталь.
- специальные клеммники Wago с пастой
Контакты разведены между собой по отдельным ячейкам, плюс паста предотвращает доступ воздуха и не дает развиваться процессу окисления.
- использование медно-алюминиевых переходных гильз ГМА
Третий простой способ соединения проводников это опрессовка гильзами.
Для стыковки медных проводов чаще всего применяют гильзы ГМЛ. Расшифровывается как:
Для соединения чисто алюминиевых – ГА (гильза алюминиевая):
Для перехода с меди на алюминий специальные переходные ГАМ:
Что из себя представляет способ опрессовки? Все достаточно просто. Берете два проводника, зачищаете на необходимое расстояние.
После этого с каждой стороны гильзы проводники вставляются во внутрь, и все это дело обжимается пресс-клещами.
При очевидной простоте, есть в этой процедуре несколько правил и нюансов, при не соблюдении которых можно легко испортить, казалось бы, надежный контакт. Читайте об этих ошибках и правилах как их избежать в статьях ”5 правил опрессовки” и ”Обжим изолированных наконечников, гильз и клемм”.
Для работы с проводниками больших сечений 35мм2-240мм2 используется гидравлический пресс.
До сечений 35мм2 можно применять и механический с большим размахом ручек.
Гильзу нужно обжимать от двух до четырех раз, в зависимости от сечения провода и длины трубки.
Самое важное в этой работе – это правильно подобрать размер гильзы.
А еще таким образом можно соединить в одной точке одновременно несколько проводников. При этом будет использована всего одна гильза.
Главное полностью заполнить ее внутренне пространство. Если вы обжимаете одновременно три проводника, и у вас внутри остались еще пустоты, то нужно это свободное пространство ”забить” дополнительными кусочками того же провода, либо проводниками меньшего сечения.
Только после этого можно прессовать.
После обжатия такое соединение требуется заизолировать. Удобнее всего это сделать термоусаживаемой трубкой ТУТ.
Есть трубки с клеевой основой. При нагреве такой клей вытекает наружу и обеспечивает герметичность соединения.
Изолирование при помощи термотрубки также довольно простой процесс. При отсутствии газовой горелки или фена, для малых сечений достаточно даже зажигалки.
Опрессовка гильзованием является одним из самых универсальных и надежных соединений, особенно при необходимости наращивания кабеля, в том числе вводного.
Изоляция при этом получается практически равноценной основной, при использовании еще и внешней трубки ТУТ в качестве кожуха.
Помимо всех вышеприведенных способов соединения есть еще два вида, которые опытные электрики по праву считают самыми надежными.
- электрическая сварка
- пайка проводов
Однако такой вид стыковки никак нельзя отнести к простым. Он требует наличия специального оборудования, которого даже у 90% электриков зачастую нет в наличии.
Да и не всегда даже с его помощью можно соединить алюминиевый моножильный провод с гибким медным многопроволочным. Кроме того, вы навсегда оказываетесь привязаны к розетке или удлинителю.
А если поблизости вообще нет ни напряжения, ни генератора? Подробнее
При этом элементарные пресс-клещи наоборот, у 90% эл.монтажников как раз таки присутствуют. Не обязательно для этого приобретать самые дорогие и навороченные.
Например, аккумуляторные. Удобно конечно, ходи и только кнопочку нажимай.
Со своей задачей опрессовки хорошо справляются и китайские собратья. Причем весь процесс по времени занимает не более 1 минуты.
Пайка меди с алюминием | Kapp Alloy
Я пытаюсь спаять вместе провода из нержавеющей стали и меди. Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в финальной части. Какой припой использовать для пайки этих разнородных металлов?
Нержавеющая стальобычно немагнитна и часто имеет матовую серебристую отделку. Сплавы из нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность.Эти хорошо отполированные сплавы гораздо труднее паять из-за очень прочного оксидного слоя. Обычно они требуют, чтобы оксидный слой был физически разрушен щеткой или пескоструйной обработкой, И химическим удалением оксидного слоя кислотным флюсом.
Ваша потребность в более высоком температурном диапазоне, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp ™ для олова / серебра. Какой сплав олова / серебра лучше всего подходит для соединений между нержавеющей сталью и медью, обычно определяется по четырем критериям:
- Прочность / устойчивость к вибрации
- Электропроводность Стоимость
- и
- Канифольная порошковая, кислотная порошковая или сплошная проволока
Как показано в таблице ниже, прочность, вибростойкость и электрическая проводимость возрастают с увеличением содержания серебра (Ag) в припое KappZapp ™.Цена также увеличивается с содержанием серебра. Таким образом, задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно.
| Состав | 96,5Sn — 3,5Ag | 96Sn — 4Ag | 93Sn — 7Ag |
|---|---|---|---|
| Солидус (° F) / (° C) | 430 ° F / 221 ° C | 430 ° F / 221 ° C | 430 ° F / 221 ° C |
| Ликвидус (° F) / (° C) | 430 ° F / 221 ° C | 246 ° C / 475 ° F | /299 ° C / 570 ° F |
| Предел прочности (медь) | 14000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм | 15 500 фунтов на кв. Дюйм |
| Прочность на разрыв (нержавеющая сталь) | 25000 фунтов на кв. Дюйм | 28000 фунтов на кв. Дюйм | 31000 фунтов на кв. Дюйм |
| Прочность на сдвиг | 11,600 фунтов на кв. Дюйм | 12000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм |
| Удлинение | 48% | 49% | 49% |
| Электропроводность (% IACS) | 16.4 | 16,5 | 20,1 |
Наконец, вы должны выбрать между сплошной проволокой, кислотной или канифольной порошковой проволокой. Порошковые проволоки наиболее просты в использовании, поскольку флюс для удаления оксидного слоя с деталей находится в центре проволоки. Когда детали нагреваются до температуры плавления припоя, флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один прием.При использовании твердой припойной проволоки оксидный слой на деталях должен быть разрушен физическим взбалтыванием щеткой из нержавеющей стали или наждачной бумагой, либо отдельным жидким или пастообразным флюсом.
Чтобы начать выбор припоя, выберите припой KappZapp ™ со сплошной проволокой, KappZappA ™ с кислотной сердцевиной или припои KappZappR ™ с канифольной сердцевиной:
Припои для сплошной проволоки KappZapp ™ — серебряные припои для электрических / электронных соединений нержавеющая сталь и / или медь
ПрипоиKappZapp ™ Silver обеспечивают очень прочные и пластичные соединения на медных и нержавеющих проводах и соединителях.Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 15 500 фунтов на квадратный дюйм для меди и 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZapp7 ™ — 93% олова — 7% серебра — это промышленный стандарт для акустических систем и домашних кинотеатров с высокой проводимостью, прочностью и устойчивостью к вибрации. Сплошная проволока KappZapp ™ поставляется с содержанием серебра 3,5%, 4%, 5%, 6% и 7%.
Припои с канифолью KappZappR ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
ПрипойKappZapp ™ с канифолью может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса.Внутренний флюс из натуральной канифоли выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZappR ™ выпускается с содержанием серебра 3,5% и 7%.
Кислотные припои KappZappA ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
Для некоторых нержавеющих сталей с высоким содержанием никеля и хрома требуется кислотный флюс, чтобы пробить прочный оксидный слой на деталях.Припой с кислотной сердцевиной KappZappA ™ может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса. Внутренний кислотный поток выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. Кислотный флюс более агрессивен, чем натуральный канифольный флюс, и его необходимо полностью удалить, протерев влажной тряпкой после пайки. KappZappA ™ входит только в 3.Формула 5% серебра.
Диаметр припоя и выбор упаковки
После того, как вы определились с подходящим припоем, необходимо определить диаметр и количество припоя, необходимые для вашего проекта. Обычные диаметры проволоки составляют 1/18 дюйма (0,125 дюйма = 3,2 мм), 1/16 дюйма (0,062 дюйма = 1,6 мм) и 1/32 дюйма (0,031 дюйма = 0,8 мм). Диаметр проволоки обычно зависит от площади стыка. Чем меньше размер стыка, тем меньше будет необходимый диаметр припоя.
Чтобы предоставить коммерческое предложение, Kapp Alloy необходимо знать
- Всего Вам нужно
- нужный Вам сплав,
- , нужен ли вам канифольный флюсовый сердечник, кислотный флюсовый сердечник или сплошная проволока,
- диаметр нужной вам проволоки, а
- упаковка (например, катушки 1 фунт, катушки 5 фунтов или палки 18 дюймов.
Как припаять медный провод — Noisylabs —
Что мне нужно для начала пайки?
Чтобы получить полный список паяльных инструментов, щелкните здесь.
Если вы не нажали кнопку, позвольте кратко рассказать, какие инструменты вам следует приобрести:
1. Паяльник
Без паяльника вы ничего не сможете сделать. Достаньте паяльник.
Паяльники дешевы и долговечны. Примером этого является этот комплект на Amazon.Вы можете получить его менее чем за 40 долларов, и за все, что вы получите, это воровство.
2. Присоска для припоя
Присоска для припоя — это в основном ластик для пайки. Единственная разница между этим и ластиком заключается в том, что вам нужно сначала нагреть припой, чтобы он превратился в жидкость, прежде чем всасывать ее.
3. Фитиль для припоя
Фитиль для припоя предназначен для тех областей, где есть небольшое количество припоя, которое вы хотите удалить.
4.Кусачки
Кусачки помогут отрезать ровно столько проволоки, сколько вам нужно.
Эти 4 инструмента — не единственные, которые вы можете использовать, но мы решили, что именно эти 4 будут основными инструментами, необходимыми для начала пайки медной проволоки.
Прежде чем научиться паять медный провод, поговорим о безопасности.
Подготовка к пайке
Перед тем, как начать, необходимо принять некоторые меры предосторожности.
Первый — это проверка выходной мощности вашего паяльника.
Если ваш паяльник слишком горячий, вы рискуете поджечь что-нибудь, кроме припоя. Это означает, что ваша электрическая цепь может быть повреждена, если вы оставите паяльник на ней.
После того, как вы определите выходную мощность вашего паяльника, вам нужно выяснить, как вы собираетесь защитить себя.
Будьте непредвзято относитесь к своей настройке. Вам не нужны несбалансированные поверхности. Неуравновешенная поверхность может привести к падению паяльника на ноги.
Еще один фактор, на который следует обратить внимание, — это ваши руки.Будут времена, когда ты обожжешься. Это просто природа игры с теплом. Убедитесь, что у вас есть перчатки, чтобы защитить себя.
Также важно иметь правильную одежду. Одежда, ограничивающая движение, не подходит. Вам нужно чувствовать себя комфортно, чтобы сосредоточиться. Есть небольшие участки, которые вам может понадобиться припаять, и вам потребуется гибкое движение, чтобы сосредоточиться на них.
Последнее, о чем вам нужно беспокоиться, — это защита глаз. Купите очки для защиты глаз.
Как припаять медный провод
Это могло быть сделано в разделе выше, но полезно знать, сколько медного провода вы собираетесь припаять.
Слишком много, и вы не только тратите зря деньги, вы увеличиваете вероятность плохого качества звука для ваших наружных динамиков.
Первый шаг к пайке — это дать паяльнику нагреться. Как только он нагреется, протрите его влажной губкой.
Это гарантирует, что вы больше ничего не испачкаете.
Помимо чистки паяльника, возьмите припой и поместите его на нагретый наконечник паяльника.Этот процесс называется «лужением».
Этот процесс предотвращает окисление и облегчает передачу тепла паяемой проволоке.
Паяльники могут нагреваться до 450 градусов по Цельсию, что составляет 842 градуса по Фаренгейту. Когда вы закончите пользоваться утюгом, обязательно поместите его в безопасное место.
Чтобы припаять медный провод, нужно аккуратно приложить наконечник к медному проводу. Все, что нужно, — это пара секунд, прежде чем провод нагреется, если вы нагрели паяльник.
Не забывайте держать паяльник как ручку. Паяльник лучше всего держать в руке как вам удобнее всего.
Убедитесь, что медный провод закреплен на месте. Это позволяет легко удерживать припой и паяльник одновременно.
Держите паяльник неподвижно, пока припой движется вперед и назад, пока не будет покрыта намеченная область.
Тепло паяльника позволяет припою свободно перемещаться по проводу.
После того, как все сказано и сделано, вы хотите, чтобы ваш медный провод выглядел как серебряный. Вам не нужны серебряные неровности на проводе, потому что это свидетельствует о плохой пайке.
Конечно, все это не имеет значения, если вы пытаетесь получить беспроводную акустическую систему. И если вы пытаетесь получить набор беспроводных динамиков, у нас также есть статья о том, как его преобразовать.
Как паять медь | HowStuffWorks
Припой — это металл или металлический сплав, который в расплавленном состоянии используется для соединения металлических поверхностей [источник: Merriam-Webster].Пайка работает за счет капиллярного действия. Когда труба и фитинг нагреваются, паяльный материал касается стыка. Тепло плавит паяльный материал, и под действием капиллярности материал всасывается в стык, герметизируя его. Как только паяльный материал остынет, образуется воздухонепроницаемое соединение, герметизирующее трубку и фитинг. При пайке меди вы должны убедиться, что паяльный материал имеет более низкую температуру плавления, чем медь, иначе трубка расплавится раньше, чем припой [источник: Solder Wire].
Вот что вам понадобится для пайки меди:
- Пропановая горелка
- Паяльная проволока
- Наждачная бумага
- Медная труба
- Флюс
- Медный фитинг
Вот что вы сделаете:
- Отрежьте трубу Отрежьте трубу до нужной длины. Поскольку медь — мягкий металл, ее можно разрезать труборезом. Если труба побольше, может понадобиться ножовка.
- Очистите трубу Важно очистить трубу от ржавчины.Протрите наждачной бумагой конец трубы и внутреннюю часть трубы.
- Нанесите флюс Нанесите толстый слой флюса (жидкого металла) на внутреннюю часть фитинга, к которой будет припаиваться трубка, и на внешнюю сторону трубки. Поместите фитинг на конец трубки и поверните его так, чтобы флюс распространился равномерно.
- Нагрейте и припаяйте трубку. Оставьте фитинг на медной трубке. Нагрейте соединение прямым теплом от пропановой горелки в течение примерно 20 секунд.Когда вы считаете, что соединение достигло нужной температуры, коснитесь паяльной проволокой соединения. Припой расплавится и попадет в стык между трубкой и фитингом. Когда вы видите, как расплавленный припой льется и капает, вы понимаете, что пора остановиться.
- Протрите стык Дайте стыку немного остыть. Сложите влажную тряпку несколько раз, чтобы не обжечь руку, и сотрите излишки припоя с стыка, пока стык еще немного горячий. Убедитесь, что соединение плотно [источник: медь].
Как паять латунь и медь
// Как паять латунь и медьПолучайте ежемесячные обновления от IMS! Войдите в систему или воспользуйтесь формой ниже, чтобы получать обновления.
Если вам интересно, как паять латунные или медные трубки, вы попали в нужное место.Мы расскажем вам, какие инструменты использовать, как применять эти инструменты и как добиться бесшовного соединения. Давайте начнем.
Что такое пайка?
Пайка заключается в сплавлении сплавов с низкой температурой плавления вместе в месте соединения. Припой обычно изготавливается из свинца или олова и чаще всего плавится с латунью или медью из-за ее низкой температуры плавления.
Что вам понадобится
Убедитесь, что у вас под рукой есть подходящие инструменты, чтобы начать процесс пайки. Вам понадобится:
Паяльная лампа или паяльник — содержит железную насадку и нагревает медные или латунные трубки
Припой — Прокладка или проводка из сплава с низкой температурой плавления, обычно свинца или олова или их комбинации
Флюс — паста, нанесенная на соединение и металлическую коронку, которая помогает припою правильно плавиться с металлом
Латунные трубки — 0.Толщиной 8 мм и 2,0 мм, или
Пруток, пластина, труба или проволока медная
Проволочная щетка, чистящая губка или стальная вата — Очищает трубки, удаляет любые покрытия и способствует адгезии
Паяльная площадка — лежит на плоской поверхности для поддержки вашего паяльного проекта и защиты поверхности под
Как паять медь и латунь: шаг за шагом
Когда у вас есть все принадлежности, можно приступать к пайке.Следуйте инструкциям ниже.
Создайте макет предполагаемого готового продукта с помощью стержня или трубки.
Используйте проволочную щетку, чистящую губку или стальную вату для очистки всей поверхности меди или латуни, подлежащей пайке. Используйте его также для чистки металлической коронки.
Вырежьте металлические детали по точной модели. Обязательно удалите заусенцы. Стержни будут достаточно легкими, чтобы временно закрепить каждый стык малярной лентой.
Включите паяльник и дайте ему нагреться в течение нескольких минут.
Нанесите кистью или окуните кончик латунной трубки и металлической насадки во флюс. В результате припой будет лучше прилипать, но не позволяйте оставаться каплям флюса, иначе они могут вызвать точечную коррозию трубы.
Коснитесь кончиком паяльника рядом с латунным соединением, где соединяются две латунные трубки.Постарайтесь коснуться обеих металлических частей. Держите утюг, пока не заметите, что флюс начинает дымиться.
Возьмитесь за припой другой рукой и аккуратно выровняйте паяльную проволоку вдоль стыка. Проволока почти сразу должна раствориться в латуни.
Очистите готовый проект влажной тряпкой, теплой проточной водой или зубной щеткой. Чтобы удалить остатки флюса, можно нанести пасту из пищевой соды или стереть ее изопропиловым спиртом.Вы также можете использовать чистящую салфетку, чтобы высушить ее.
Имейте в виду, что пайка лучше всего подходит для металлов с низкой температурой плавления, таких как латунь и медь. Кроме того, ограничьте пайку трубками шириной не более 2,0 мм.
Найдите нужную латунную трубку в компании Industrial Metal Supply Co. Ознакомьтесь с нашим выбором и узнайте, какие из наших услуг соответствуют вашим потребностям.
Как паять медную трубу
Медные трубы давно используются в сантехнике из-за их прочности, гибкости и простоты монтажа.Кроме того, они экологически чистые, и их можно утилизировать.
Но их прочность не означает, что они неуязвимы для повреждений. Они подвергаются коррозии из-за высокого давления воды и присутствия хлораминов в системе водоснабжения.
Следовательно, важно знать, как паять медные трубы.
Пайка медной трубы похожа на пайку любых двух металлов. Главное правильно выбрать флюс и припой. Кроме того, вам нужно знать, как подготовить трубу и фитинг перед тем, как спаять их вместе.
В следующей статье объясняется процесс пайки медных труб и необходимые материалы.
Пошаговый процесс пайки медных трубНиже приведен пошаговый процесс правильной пайки медных труб,
Шаг 1. Очистите и разгладьте внутреннюю часть фитингаС помощью проволочной щетки , вам необходимо очистить внутреннюю поверхность каждого фитинга. Убедитесь, что вы удалили пыль и другой мусор с внутренней поверхности фитингов.
Также сгладьте неровные края фитингов с помощью плоскогубцев или инструментов для удаления заусенцев.
Шаг 2. Очистите внешнюю поверхность трубыАналогичным образом очистите внешнюю поверхность трубы. Для этого можно использовать либо наждачную бумагу, либо стальную мочалку.
Шаг 3. Нанесите флюс на трубуПосле очистки трубы нанесите флюс на конец трубы с помощью кисточки для флюса. В качестве флюса можно использовать бессвинцовую паяльную пасту. Вы должны нанести флюс на 1 дюйм трубы.
Теперь вставьте трубу в фитинг. Труба должна прочно удерживаться на внутренней поверхности фитинга. Затем распределите флюс, скручивая трубу.
Шаг 4. Возьмите припой и согните его.Вытяните проволоку на расстояние до 10 дюймов от катушки. Теперь вам нужно согнуть первые два дюйма проволоки под углом 90 градусов.
Шаг 5: Нагрейте с помощью горелкиНагрейте среднюю часть фитинга в течение 4–5 секунд с помощью пропановой горелки.Аналогичным образом нагрейте противоположную сторону фитинга. Это обеспечит равномерное распределение тепла.
Шаг 6: Прикоснитесь проволокой к трубеТеперь коснитесь трубы проволокой для припоя. Если вы заметили плавление припоя, это признак того, что труба готова к пайке.
Шаг 7: Вставьте припой в соединениеНе теряя времени, вставьте полдюйма припоя в соединение.
Шаг 8: Удалите излишки припояПосле этого удалите остатки припоя с помощью ткани.
Дайте установке остыть в течение некоторого времени. Затем установите трубу, включите воду и проверьте герметичность. Если труба протекает, вам снова придется проделать то же самое. Если нет, то все готово.
Инструменты, необходимые для пайки медных трубНиже приведен список инструментов и материалов, необходимых для пайки медных труб. Лучше всего, что эти предметы можно приобрести в любом хозяйственном магазине.
1. РезакВы можете получить базовый резак, если используете его в личных целях.Для коммерческих целей можно получить продвинутую модель с дополнительными функциями.
2. ТопливоВ качестве топлива можно использовать пропан или газ MAPP. Мы рекомендуем вам использовать газ MAPP. Он эффективен и нагревает стык быстрее, чем пропан.
3. ФлюсОсновное назначение флюса — предотвратить окисление присадочного материала и основного металла при его пайке. Доступны разные типы флюсов. Вы можете получить один в зависимости от вашего выбора.
4. ПрипойПрипой, также известный как присадочный материал, плавится и скрепляет два куска металла. Согласно сантехническим нормам, вы не должны использовать припой 50/50, так как он содержит свинец.
Мы рекомендуем использовать припой 95/5. Или вы можете использовать любой припой без содержания свинца.
5. ЗажигалкаНекоторые модели фонарей поставляются со встроенной зажигалкой. Если в вашем фонаре этого нет, вам понадобится отдельная зажигалка, чтобы зажечь фонарик.
6. Принадлежности для очисткиКроме того, вам также понадобятся проволочные щетки, наждачная бумага и тряпка для очистки металлов до и после пайки.
Как очистить трубу и фитингВ процессе пайки медной трубы первым шагом является подготовка трубы и фитинга. Вы должны очистить их, чтобы убедиться, что на их поверхности нет пыли или мусора.
Так как вы будете паять трубу по внутренней поверхности фитинга, вам может потребоваться очистить и эту область.Вы не можете использовать ткань, так как у вас не будет доступа к внутренней области.
Итак, вам придется использовать щетку, чтобы получить доступ и очистить внутреннюю поверхность фурнитуры.
Как залить флюсом трубу и фитингиНанесение флюса на трубу и фитинги — простой и понятный процесс. Вы должны убедиться, что флюс покрывает обе поверхности, на которых вы будете паять.
Как паятьТеперь мы переходим к самой важной части.Вы должны нагреть ту деталь, в которую вы хотите втянуть наполнитель. Наполнитель будет протягиваться через концепцию капиллярного действия.
Сначала нужно начать нагревание стыка внизу. Если сначала нагреть его сверху, припой будет стекать вниз под действием силы тяжести.
Продолжайте нагревать соединение, пока оно не впитает припой. Медленно нагрейте соединение на верхней поверхности, чтобы равномерно распределить тепло. После нагревания в течение определенного времени припой расплавится и нагреет стыки.
Когда это будет сделано, осмотрите соединение, чтобы проверить его прочность. Если вы видите какие-либо пустоты в стыке, вам необходимо повторно нанести флюс и повторить процесс.
Как протереть соединениеПосле того, как вы спаяете трубу и фитинг вместе, вы должны удалить излишки флюса из соединения.
Прежде чем стирать флюс, необходимо подождать, пока соединение остынет.
Некоторые водопроводчики наносят флюс на стык и очищают его, пока он еще горячий.Но это снизит температуру стыка и приведет к появлению трещин.
После того, как он остынет, вы можете использовать тряпку, чтобы удалить излишки флюса.
ЗаключениеКак вы убедились, пайка меди на самом деле не является сложной задачей. Это то же самое, что и пайка любых других материалов.
Если у вас нет опыта пайки, рекомендуем обратиться к услугам профессионального сантехника. По крайней мере, не делайте этого в одиночку. Сделайте это в первый раз с опытным человеком рядом с вами.
Кроме того, независимо от того, насколько вы опытны, всегда держите наготове огнетушитель и аптечку при пайке медных труб.
По любым другим вопросам или сомнениям вы можете связаться с нами, используя раздел комментариев. Моя команда вам поможет. Вы также можете публиковать свои мысли и мнения в поле для комментариев.
Как припаять медную трубу (важные советы !!)
Сжечь свой дом дотла…
Это первое, что приходит на ум, когда вы думаете о пайке медных труб?
Может быть, я единственный, кто так думает, лол.
В первый раз мне пришлось паять трубу в отсеке для балок на нашей кухне.
В нашей трубе образовалась мелкая дыра, и потолок медленно превратился в кашу.
Пайка на удивление проста, если вы изучите все основы.
Я уверен, что после прочтения или просмотра сегодняшнего руководства вы сможете паять медь за 1 час или меньше.
Эти инструменты и принадлежности делают пайку намного проще.
Изучение того, как паять медную трубу, начинается с резки и подготовки.
Итак, приступим: D
Резка и подготовка медных труб (это веселее, чем Lego)Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента — труборез AutoCut и Ridgid № 15.
Инструменты AutoCut зажимаются на трубе, и вы просто поворачиваете их в соответствии со стрелкой.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развёртывания.
Ridgid № 15 (который я дал в другом руководстве) режет медную трубу и имеет расширитель.
Отлично подходит для труб на открытых пространствах, а инструмент AutoCut отлично подходит для труб в узких местах.
Всегда расширяйте медную трубу изнутри, а затем очищайте ее металлической щеткой или наждачной бумагой.
Продуйте трубу, чтобы убедиться, что все медные биты удалены.
Никогда не кладите только что очищенную трубу.
Грязь на трубе будет мешать пайке.
Нанесите тонкий слой флюса на внешнюю сторону медной трубы.
Я говорю «тонкий», потому что вы не хотите, чтобы избыток флюса попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, утечкам через отверстия.
Проволочной щеткой очистите внутреннюю поверхность любого фитинга и выдуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите вместе трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы приступить к пайке.
Woohoo, пусть начинается самое интересное !!
Пайка медной трубы (играть с огнем всегда весело!)Огнетушители необходимы при пайке.
Как бы я ни любил играть с огнем, я все же не хочу сжечь свой дом.
Противопожарные экраны помогут предотвратить возгорание гипсокартона или шпилек, но они могут тлеть.
Если вы видите дым, идущий из отсека для шипов, опрыскайте его водой, чтобы предотвратить возгорание.
Безопасность прежде всего!
Пропановые горелки доступны по цене и подходят для любых паяльных работ своими руками.
Синий конус — самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы за фитингом. Нагрейте этот отрезок трубы примерно 10 секунд.
Затем поместите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
При этом постоянно промажьте переход фитинга / трубы припоем.
Сгорать флюс очень просто. D
Нанесение припоя мазками гарантирует, что вы потратите наименьшее количество тепла, необходимого для пайки ваших труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.
Мне очень хотелось, чтобы в видео было много замечательных советов, поэтому оно получилось немного длинным.
Вы будете паять примерно через 1 час about
Что дальше
Мой самый большой совет — практиковаться, практиковаться, практиковаться.Серьезно, сумка с 90-градусной фурнитурой стоит всего 4 доллара.
Купите 2-футовую секцию медной трубы и прикрепите 8-10 фитингов, и вам будет очень удобно паять медную трубу.
Если вы все еще не хотите паять медь, вы можете узнать, как починить трубу, используя эти советы.
Возьмите наше бесплатное руководство, если вы делаете ремонт ванной комнаты своими руками — в нем рассказывается, как отремонтировать ванную комнату за 10 дней или меньше
Отправить мне руководство
Как всегда, спасибо за чтение, просмотр и участие наше потрясающее сообщество.
Задайте свои вопросы ниже, и мы будем рады помочь.
Ура,
P.S. В нашем интернет-магазине есть отличные товары для домовладельцев, занимающихся ремонтом ванных комнат. Вы найдете душевые системы, инструменты для укладки плитки и многое другое.
Скульптура из проволоки в виде зебры | HGTV
Медь толщиной от 8 до 30 *
медная лента
бессвинцовый припой, серебряный подшипник и канифольный сердечник (обычно используется в медной сантехнике)
водорастворимый пастообразный флюс
серый грунт
белая глянцевая уретановая автомобильная краска, состоящая из 2 детали — основа и отвердитель
черная сатиновая масляная эмаль с низким блеском
растворитель для очистки
кисти
игольчатые плоскогубцы
бумага
карандаш
бутановый микрорельеф
кусачки для проволоки
металлические зонды с пластиковыми ручками
керамическая плитка
паяльник
инструмент для рук **
губка для чистки
ножницы
аэрограф — опция
* Медные провода голые, неизолированные, без покрытия.Более легкие калибры обычно продаются в предварительно упакованных катушках, в то время как тяжелые калибры 8 продаются на лапах.
** Инструмент для рук помощника состоит из двух зажимов типа «крокодил», соединенных с поворотным рычагом, прикрепленным к утяжеленному основанию.
1. Создайте изображение зебры, которое будет использоваться в качестве чертежа или использовать рисунок или фотографию. Его следует масштабировать до фактического размера вашего проекта и полного вида профиля.Разложите выкройку на рабочем месте.
2. Очистите каждый провод, который будет использоваться, с помощью мочалки.
3. На основе этого шаблона создайте скелет зебры из проволоки 8-го калибра. Согните ее так, чтобы она напоминала основную форму ног по ее контурам. Соберите их попарно, сначала передние, а затем задние лапы с помощью плоскогубцев.
4. Прикрепите переднюю и заднюю лапы к другому куску провода 8-го калибра для задней части с помощью паяльника.Нанесите толстый слой флюса на каждый припаиваемый провод. С помощью рук и плоскогубцев удерживайте ножки на месте. Разогрейте соединяемые стыки с помощью паяльника и нанесите припой. Проект должен напоминать четырехногую фигурку с ногами, туловищем (спиной) и шеей.
5. Продолжайте добавлять провода к детали, следуя той же процедуре. Используйте более легкие провода 18 и 20 калибра. Создайте полноценный торс; наращивайте ноги, уделяя особое внимание мышечной структуре.Продолжим шею, голову, верхнюю часть хвоста, уши и копыта. Теперь фигура должна напоминать лошадь или осла.
6. Начните наклеивать полосы зебры медной лентой.
7. Создавайте по одной полосе за раз. Начните с наложения его контура, а затем добавьте еще ленты, чтобы заполнить его, нанося обильное количество припоя по мере продвижения.
8.Этот этап работы с одной полосой за раз очень утомителен; это проверит ваше терпение
9. Покройте всю деталь флюсом. Нагрейте каждую полоску с помощью мини-горелки, работая над небольшими участками за раз. Это сгладит контуры поверхности и исправит плохие паяные соединения. Используйте металлические щупы и плоскогубцы для облегчения этого шага.
10. Прикрепите к изделию очень тонкий провод 30 калибра (можно найти внутри изоляции шнуров питания), чтобы образовать гриву и хвост.
11. После впайки обрежьте ножницами желаемую длину.
12. Тщательно очистите проволочную зебру изнутри и снаружи растворителем для очистки двигателя.
13. Нанесите тонкий слой грунтовки на проволочную скульптуру «зебра». Закройте и внутреннюю часть.
14. Нанесите белую глянцевую краску кистью и аэрографом, чтобы сэкономить время.Смешайте краску в соответствии с указаниями. Нанесите столько слоев, сколько необходимо, чтобы получить сплошное однородное покрытие. Не забывайте о внутренней части.
15. Нанесите черную атласную краску. Оставьте белую кайму примерно на 1/16 дюйма вокруг каждой полосы. Нарисуйте гриву, хвост и мордочку вашей скульптуры из проволочной зебры.
Клайд Оиси родился и вырос на Гавайях. Он происходит из длинной семьи гавайцев. Он очень гордится своими глубокими корнями и культурой.Он получил ученую степень в области искусства, специализируясь на скульптуре из металла. Его любовь к созданию проводных работ привела его к карьере электрика, работающего с телефонными проводами. После того, как его отец заболел, Оиси бросил работу, чтобы заботиться о нем.