
Мастер-класс смотреть онлайн: Лужение как процесс. Простой самодельный инструмент для него
![]()
Лужение само по себе — замечательный способ уберечь многие металлы, но чаще всего медь и железо, от окисления кислородом воздуха, действия кислот и щелочей. В сущности, заключается в покрытии защищаемого металла, тонким слоем другого металла лучше противостоящего окислению. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а сам слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления.
Луди, паяй, чуди безбожно.
Но не гуляй, куда не можно.
Главней запрета в мире нет.
Уверуй в это с юных лет.
Михаил Щербаков — «Заклинанье»
Стальные луженые тазы и кастрюли канули в прошлое, однако и сегодня лужение используется для защиты железа (стали) от пищевых щелочей и кислот. Существует такой, вполне распространенный материал как «белая жесть». В сущности, под этим понятием подразумевается вообще сталь листовая, покрытая защитным металлом, будь то цинк, хром или наше олово. Жесть покрытая оловом применяется именно в пищевой промышленности, в частности, из нее, делаются консервные банки и еще некоторые предметы кухонного-пищевого назначения.
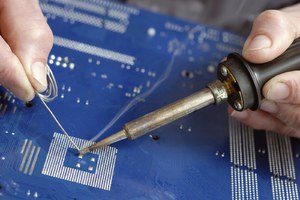
Лужение также является неотъемлемой операцией предваряющей собственно пайку. Не важно, конструктивную или для электромонтажа. Собственно, обычно, электромонтажная пайка выглядит так — зачистка поверхностей, нанесения флюса, лужение. Спаиваемые поверхности или выводы складываются, при необходимости закрепляются. На место пайки наносится флюс. Место пайки прогревается и вносится припой, либо, каплю расплавленного припоя вносят на жале паяльника, к слову, также предварительно луженого (медные жала). После растекания припоя, нагрев убирают. Дождавшись полной его кристаллизации, а затем и остывания, место пайки промывают в случае необходимости от остатков флюса (особенно тщательно при использовании кислотных флюсов) и при необходимости изолируют. Следует знать, что принудительное охлаждение места пайки, существенно снижает механические показатели шва.
В радиолюбительской практике, лужение больших плоских поверхностей встречается при изготовлении печатных плат. Лудить дорожки платы стоит от того, что сделать это на плоской поверхности, единообразно, значительно проще, чем потом, при монтаже, для каждого элемента в отдельности. То есть, время не экономится совершенно, экономия на припое также сомнительна, учитывая последующую дополнительную возню. Тем не менее есть ряд преимуществ. Печатная плата с лужеными дорожками удобна в последующей сборке независимо от времени хранения, обеспечивает надежный механический контакт («общий», через винты крепления). Лужение, также устраняет мелкие дефекты дорожек и повышает их нагрузочную способность. Правда лудить паяльником, даже с большим и плоским «жалом» не особенно удобно. Такое лужение выглядит весьма неаккуратно — наплывы, иглы и несанкционированные перемычки, неравномерный трудно контролируемый слой полуды.
Для удобного и быстрого лужения некрупных железок, тех же печатных плат, можно применить способ погружения в расплав, для чего придется изготовить небольшую ванну со сплавом «Розе», разогреваемую обычной бытовой электрической плиткой.
![]()
Температура расплава 120—140° С. Чтобы предупредить окисление и появление шлаковой пленки на поверхности расплава, его заливают слоем химически чистого глицерина толщиной 20—25 мм. Процесс лужения происходит следующим образом. Щипцами с длинными ручками захватывают печатную плату и декапируют в 5%-ном растворе соляной кислоты, затем промывают 2—3 с в проточной воде и окунают на 1—2 с в расплав «Розе». Лишний расплав с печатной платы удаляют с помощью ракеля из вакуумной резины. После этого плата готова для сборки и монтажа навесных элементов. Установка для лужения должна быть обеспечена вытяжкой. Для стабилизации температуры расплава «Розе» в ванне можно использовать любой несложный терморегулятор. В качестве датчика температуры используется термопара «хромель-копель». Точность поддержания температуры ±10° С.
Разумеется, делать такую установку, стоит при сколь ни будь значительном количестве печатных плат или других не пищевых мелочей требующих лужения. Встречал когда то подобную установку на производстве и там, она использовалась для быстрого лужения концов монтажного провода.
Для домашней мастерской такая установка, как правило, излишня, требует дополнительного, специально оборудованного места и изрядного количества дорогостоящего сплава «Розе». Однако же и ручное лужение вульгарным паяльником, можно несколько модернизировать, существенно улучшив результат. Потребуется лишь изготовить простейший инструмент из подручных материалов и взять паяльник несколько мощнее обычного. Суть способа, в применении капиллярного эффекта, этакого фломастера для припоя. Его запас в расплавленном, понятно, состоянии впитан в медную плетенку и при «закрашивании» расходуется значительно более экономно и равномерно, в сравнении с лужением «не вооруженным» паяльником.
![]()
![]()
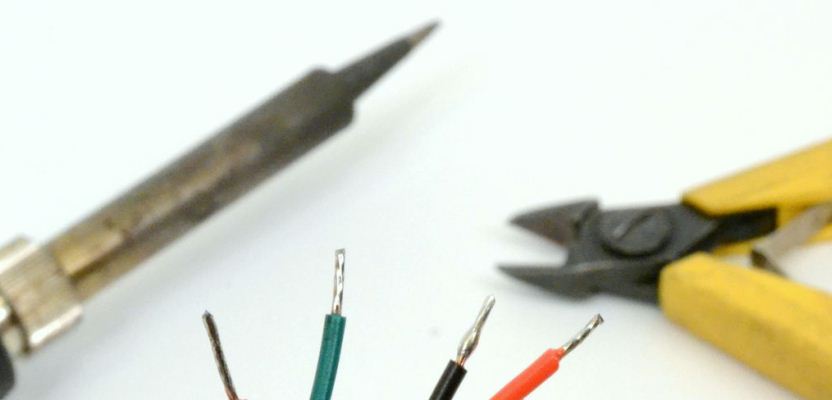
Что было использовано в работе.
Инструменты
Набор инструментов для радиомонтажа. Потребуется довольно мощный (65…75 Вт) паяльник с принадлежностями. Очень удобна специальная струбцина для фиксировании печатной платы.
Материалы
Флюс, припой, медная плетенка, лучше поплотнее, лучше не луженая. Медная проволока, деревянная палочка размером, с карандаш.
Сделать такой инструмент проще простого, следует только подыскать подходящую плетенку. Обычно, это не составляет труда — мастера, это плюшкины первостатейные и скажем, остатки экранов после разделки кабелей не выбрасывают. Кроме того, подобную медную плетенку, используют как не длинные сильноточные гибкие проводники, часто для соединения или подключения в контурах заземления. Правда там она уже луженная, что в отдельных случаях может быть неудобным (применение другого припоя). Есть еще специальная тонкая медная плетенка для электромонтажа, она без лужения, ее используют для сбора излишков припоя, выпаивания элементов.
![]()
Здесь использованы экраны от силового кабеля с экранированными проводниками. Они довольно жиденькие. В руках другая, значительно более плотная плетенка. Луженая. Придется вложить, хотя бы, один кусочек в другой. Можно конечно использовать и один слой, но работать он будет несколько хуже — быстро растрепывается конец и количество впитанного припоя невелико. Распределяется он по поверхности менее равномерно. Длинна медной части лудилки около 6…7 см, при этом, 1.5…2 см, для крепления на палочке.
Отрезаем с некоторым запасом два кусочка плетенки.
![]()
Одну из них следует расширить. Для этого аккуратненько сжимаем ее к середине, с концов, при этом, диаметр ее существенно увеличивается. Окончательно расширяем заточенным карандашиком, но без фанатизма, не то, станет расплетаться.
![]()
Теперь аккуратно продергиваем второй кусочек плетенки. Можно для плотности сразу два. Затем тянем за концы наружной плетенки, она «съезжается», как термотрубка, плотно охватывая содержимое. Получаем заготовку нужной плотности. Кусачками выравниваем один край и снова расширяем его заточенным карандашиком. Теперь обе плетенки вместе.
![]()
Не глубоко, на длине, чуть более 20 мм. Это мы формируем посадочное место для ручки-палочки. К слову, теперь ее нужно сделать или подобрать. Проще всего, конечно выстругать отколов ножом или топором кусочек прямослойной доски, но это может быть и ручка от старой кисточки и, пожалуй, карандаш.
![]()
Не повредит, острым ножом, чуть отступив от края палочки организовать небольшую кольцевую выемку, чтобы наша оплетка не сползла с ручки — при работе ее придется тянуть с некоторым усилием. Затем подготовленную двухслойную плетенку нахлобучиваем на ручку и в месте выемки, приматываем нетолстой медной проволокой. «Узелок» можно закрепить крохотной капелькой припоя, но и так, как будто бы не разматывается. Осталось уточнить длину и подрезать конец — длина «свободной» части, для мягкой плетенки из тонкого провода, удобна около 5 см.
![]()
Лудим конец плетенки тем припоем, которым предполагаем работать, при этом провода на конце частично расплетаются, это допустимо. Лудится несколько сантиметров от края, середина должна быть гибкая. Если припой не обычный ПОС, имеет смысл зафиксировать этот факт фломастером на ручке.
Выводы
Инструмент довольно удобен, время сильно не экономит, но обеспечивает существенно более равномерное покрытие. Кроме печатных плат, его можно использовать для лужения деталей перед конструкционной пайкой, в ювелирном деле, при изготовлении бижутерии, комбинированных витражах Тиффани со сложной пайкой. Для массивных металлических деталей, может потребоваться дополнительный подогрев (пламенем горелки, электроплитка, утюг, фен).
Babay Mazay, 2017 г.
как залудить новое и медное покрытия, правильная работа с припоем
 Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
 Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.

Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
 Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
 Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.- Способ натирания поверхности оловом. Чистое основание немного разогревают и макают в канифоль. Затем поверхность натирают оловом. Процедуру повторяют несколько раз. Защитный слой закрепляют натиранием о сукно. Результат можно получить без дыма в любом помещении.
 Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
 Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.

Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
 Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
 Зачищают одну грань основания.
Зачищают одну грань основания.Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
- Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
 Максимальную мощность нельзя использовать постоянно.
Максимальную мощность нельзя использовать постоянно.Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Originally posted 2018-07-04 08:12:15.
Кузовной ремонт — когда и как применяется лужение — журнал За рулем
Лужение кузова применяют, в основном, при реставрационных работах. Однако в определенных случаях оно поможет и снизить затраты, и продлить жизнь деталей, пострадавших от ржавчины или в аварии.
Материалы по теме
Лужение — нанесение расплавленного оловянного сплава на поверхность металла. В прошлом это был единственный способ качественно герметизировать сварные швы на автомобильном кузове. Но с развитием технологий кузовостроения и появлением современных материалов, в первую очередь шпаклевок, лужение перешло в разряд специфических ремонтных услуг.
В отличие от реставрации редких автомобилей, когда кровь из носу необходимо сохранить родные кузовные элементы, на обычных машинах ремонт сводится к замене пострадавших деталей или перевариванию их частей. И если есть доступ к сварным швам с обеих сторон, шпаклевка герметизирует их не хуже олова. Однако при очень толстом (больше 1 мм) слое возрастает риск растрескивания шпаклевки, будь это зона сварного шва или выправленной вмятины. Ведь кузов «играет», да и никто не застрахован от очередного внешнего механического воздействия. Вдобавок любая шпаклевка дает усадку.
Олово лишено этих недостатков. Оно значительно прочнее, но при этом пластично, поэтому обеспечивает более высокую механическую связь с поверхностью детали. Помимо выравнивания олово усиливает металл, ослабленный после удаления ржавчины или правки серьезных вмятин. Но в большинстве случаев достоинства лужения перечеркиваются высоким ценником на работы и нецелесообразностью обеспечения столь высокого качества ремонта. Однако бывают и исключения.
Ремонтируемую зону зачищают до металла, а затем кистью наносят пасту. Она состоит из олова, кислоты и флюса. Основная задача пасты — создание адгезионного слоя, на который хорошо ляжет расплавленный оловянный сплав. Кислота снимает с поверхности металла оксидную пленку, которую невозможно убрать при механической обработке, а флюс предотвращает ее повторное появление при нагреве в ходе дальнейших работ.Ремонтируемую зону зачищают до металла, а затем кистью наносят пасту. Она состоит из олова, кислоты и флюса. Основная задача пасты — создание адгезионного слоя, на который хорошо ляжет расплавленный оловянный сплав. Кислота снимает с поверхности металла оксидную пленку, которую невозможно убрать при механической обработке, а флюс предотвращает ее повторное появление при нагреве в ходе дальнейших работ.
Пасту обжигают горелкой (используют автоген или газовый баллон с насадкой) и снимают ее излишки. Важно не допускать перегрева, иначе почерневшую пасту придется полностью снять и нанести новый слой. Затем поверхность протирают кислотой, чтобы убрать остатки флюса, вышедшего на поверхность.Пасту обжигают горелкой (используют автоген или газовый баллон с насадкой) и снимают ее излишки. Важно не допускать перегрева, иначе почерневшую пасту придется полностью снять и нанести новый слой. Затем поверхность протирают кислотой, чтобы убрать остатки флюса, вышедшего на поверхность.
Мастер разогревает оловянный стержень и поверхность крыла для наплавления. Применяют сплавы олова двух видов: с содержанием свинца и без него. С оловянно-свинцовыми стержнями работать проще благодаря широкому температурному диапазону плавления. У бессвинцового олова он гораздо ýже — при малейшем перегреве металл начинает течь. Сплавы без свинца применяются из экологических соображений: при шлифовке наплавленного слоя выделяется вредоносная свинцовая пыль.Мастер разогревает оловянный стержень и поверхность крыла для наплавления. Применяют сплавы олова двух видов: с содержанием свинца и без него. С оловянно-свинцовыми стержнями работать проще благодаря широкому температурному диапазону плавления. У бессвинцового олова он гораздо ýже — при малейшем перегреве металл начинает течь. Сплавы без свинца применяются из экологических соображений: при шлифовке наплавленного слоя выделяется вредоносная свинцовая пыль.
Как лудить провода
Соединение проводов пайкой — один из действенных методов, требующий определенных навыков. Прежде чем соединять таким способом провода, их необходимо правильно подготовить и залудить. Это требуется для обеспечения качества соединения. Ведь известно, что что во влажной среде в соединениях происходит процесс электрохимической коррозии. Окисление приводит к ухудшению контакта между проводами и перегреву соединения. Чтобы этого избежать и добиться оптимальной связи, необходимо лудить все зачищенные жилы, так как при этом наноситься свинцово-оловянные припои снижающие электромеханические потенциалы соединяемых проводников (меди, алюминия).
Рассмотрим, как лудить провода паяльником. Разобравшись, вы поймете что данный процесс совсем не сложен.
Необходимый инструмент для лужения
Для работы вам понадобится:
- Нож или специальный инструмент для снятия изоляции с проводов.
- Пинцет.
- Плоскогубцы.
- Паяльник (паяльная станция).
- Припой (олово).
- Флюс (канифоль или паяльная паста).
Инструкция как лудить провода
Рассмотрим пошагово как лудить провода:
- В первую очередь с концов соединяемых проводов снимается изолирующий слой. Для этого используйте нож или специальный инструмент для снятия изоляции с проводов. Длина очищенного участка провода в зависимости от конкретной ситуации составляет 10-50 мм.
- Кончиком ножа провод зачищается до блеска. Это необходимо, чтобы удалить с металлической жилы остатки изолирующего слоя и окислов. Если провод состоит из множества тонких медных жил, перед такой зачисткой кончик провода нужно распушить, придав ему вид веера. После зачистки он скручивается в одну жилу.
- Разогревается паяльник. Перед работой нужно удостовериться, что жало паяльника чистое. При необходимости оно очищается от окислов напильником, надфилем и протирается о деревянную дощечку.
- Далее паяльником разогреваются зачищенные участки проводов.
- Для равномерного распределения по жалу паяльника прикасаемся им к канифоли, затем к кусочку припоя. Жало подноситься к проводу, который необходимо залудить. Если провод в достаточной степени разогрет, припой равномерно распределится по поверхности проволочного жгута.
- Для повышения эффективности операции можно слегка потереть жалом вдоль провода с разных сторон. Чтобы уберечься от ожогов, провод удерживается пинцетом или плоскогубцами.
- Расплавленная канифоль должна обволакивать всю контактную поверхность провода. Если провод тщательно зачищен, процесс лужения происходит довольно быстро.
- Необходимо убедиться, что кончик провода покрыт равномерным слоем припоя. Если жгут имеет плохо обработанные места, процедура лужения повторяется еще раз.
Для наглядности рекомендуется ознакомиться со следующим видео:
Небрежное лужение провода не позволит обеспечить надежный электрический контакт, что со временем неминуемо приведет к порче соединения. Поэтому, учитывая, что лудить провода паяльником — работа не слишком сложная, сделайте ее качественно.

Похожие записи по метке:
Как залудить паяльник своими руками
Самый обычный паяльник с медным жалом есть практически у каждого. Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.
Однако не у всех начинающих пользователей получается даже самая простейшая операция – лужение паяльника.
Зачем лудить паяльник?
Ответ на этот вопрос заключается в том, что в процессе пайки возникает необходимость брать разогретым жалом припой (сплав свинца и олова), который затем переносится на место соединения. Но если его не залудить, то эта процедура становится невыполнимой. Припой не прилипает к паяльнику, соответственно, взять нужное количество сплава и перенести на место пайки – невозможно.
Почему так происходит? При контакте разогретого жала с припоем последний расплавляется и прилипает к поверхности. Но только тогда, когда на ней есть слой олова, что и называется – «паяльник луженный». Соответственно, если он испачкан канифолью, флюсом или пластмассой, указанного взаимодействия не получается. Припой просто плавится, образуются капли металла, но к жалу это все дело не пристает.
Правильно луженый паяльник – это инструмент, у которого рабочая часть покрыта тончайшим слоем припоя. К такой поверхности олово охотно прилипает, и его беспрепятственно можно переносить на проводник, плату, радиодеталь и так далее.
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным жалом, потребуется минимальный набор материалов:
- канифоль сосновая;
- припой;
- наждачная бумага;
- губка для мыться посуды.

Результат будет намного лучшим, если прислушаться к рекомендациям, изложенным далее.
Не стоит использовать канифоль, у которой вышел срок годности. Потемневшую и загрязненную посторонними веществами тоже лучше не брать. Как правило, стандартная канифоль пригодна к использованию в течение двух лет с момента изготовления.
Припой рекомендуется покупать тот, который имеет максимально светлый оттенок. Это означает, что в сплаве больше олова, а свинца, соответственно, меньше. Такой припой лучше плавится и начинающему пользователю с ним проще обращаться.
Наждачная бумага должна быть такой, чтобы после ее применения на медном жале не оставалось глубоких борозд. По этой же причине ни в коем случае не стоит применять для зачистки точильные камни. Отличные результаты дает применение наждачной бумаги с зернистостью P150.
Губка для мыться посуды обязательно должна иметь жесткую накладку, так как именно эта сторона используется в работе. Заменить ее можно практически любыми войлочными материалами. Также есть специальные губки для очистки паяльника.
Процесс лужения паяльника с медным жалом

Сразу же стоит отметить, что нижеописанным способом можно лудить паяльники только с медным жалом. Если обработать наждачной бумагой керамическое острие, то оно безвозвратно утратит свои свойства, а дорогостоящую насадку останется только выбросить.
Если на рабочей поверхности жала осталось застывшее олово, то его можно удалить следующим образом. Паяльник нужно сперва разогреть. Затем жало опускается в канифоль и чистится о многожильный медный провод, смоченный во флюсе.
Далее рабочую часть инструмента необходимо очистить от нагара. Делается это при помощи наждачной бумаги. Особо усердствовать не нужно, так как медь является довольно мягким металлом.




Особое внимание уделяется той части жала, которым осуществляется пайка.
Сразу же после очистки паяльник включается в сеть и разогревается до рабочей температуры. Поскольку медь очень быстро окисляется, рекомендуется уже в процессе нагрева опустить жало в канифоль. Так ограничивается доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс ускоряется в разы.




Когда паяльник как следует разогреется, он вынимается из канифоли и подводится к припою. Набрав достаточное количество сплава (олово должно отлично прилипать к очищенной поверхности), жало нужно опять погрузить в канифоль несколько раз. За счет большого поверхностного натяжения олово равномерно разойдется по рабочей поверхности паяльника.
Улучшить результат можно с помощью картона, предварительно покрытого канифолью. Если поводить жалом с припоем по такой поверхности, олово лучше распределится и ляжет более тонким слоем.
Далее необходимо очистить паяльник от лишнего расплавленного металла. Для этого нужно несколько раз провести луженным жалом по влажно губке. На этом этапе следует быть осторожным, чтобы заново не испачкать инструмент. Сразу же после очистки жало опускается в канифоль, чтобы защитить нанесенное покрытие.


Результатом вышеописанной процедуры должен быть идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности. Если все сделать правильно, то последующий за этим процесс пайки будет простым даже для начинающего пользователя.
Не лудите силовые провода: на практическом примере
На этой неделе я сам со всей семьёй чуть было не стал жертвой слабоумия и отваги. И не легче, что чужой.Да, в домашней силовой проводке на 230В концы многожильного провода лудить не рекомендуют. Рекомендуют обжимать. А что будет, если всё же залудить и так оставить? Вот я и стал жертвой эксперимента, сам того не ведая.
Висит уже много лет на кухне светильник — вот он на испытаниях, уже после починки и без абажура.
И вот в пятницу лампочка что-то подозрительно начала мигать. Поставил другую — то же самое. Дело не в лампочке. Вскрыл выключатель, понюхал-послушал. Не искрит. Снял светильник от греха, повесил времянку — патрон с проводочком. Заодно посмотрел на подключение — всё нормально, через клемму, провода не подгоревшие.
В субботу занялся плотнее. Смотрим патрон. Да, есть лёгкие повреждения контактов — но всё в пределах допустимого за много-то лет.
Но ведь где-то искрит! Разбираем дальше — остаётся только патрон, соединённый с проводом на заводе.
А там…
Вот эти коричневые полу обугленные кусочки — это обрезанные с того же самого провода, другие концы которого выше обжатые. Видно, что синий тоже стал коричневым. Гибкость изоляции полностью утрачена. Стала хрупкой — трескается и отваливается, обнажая медную жилу.
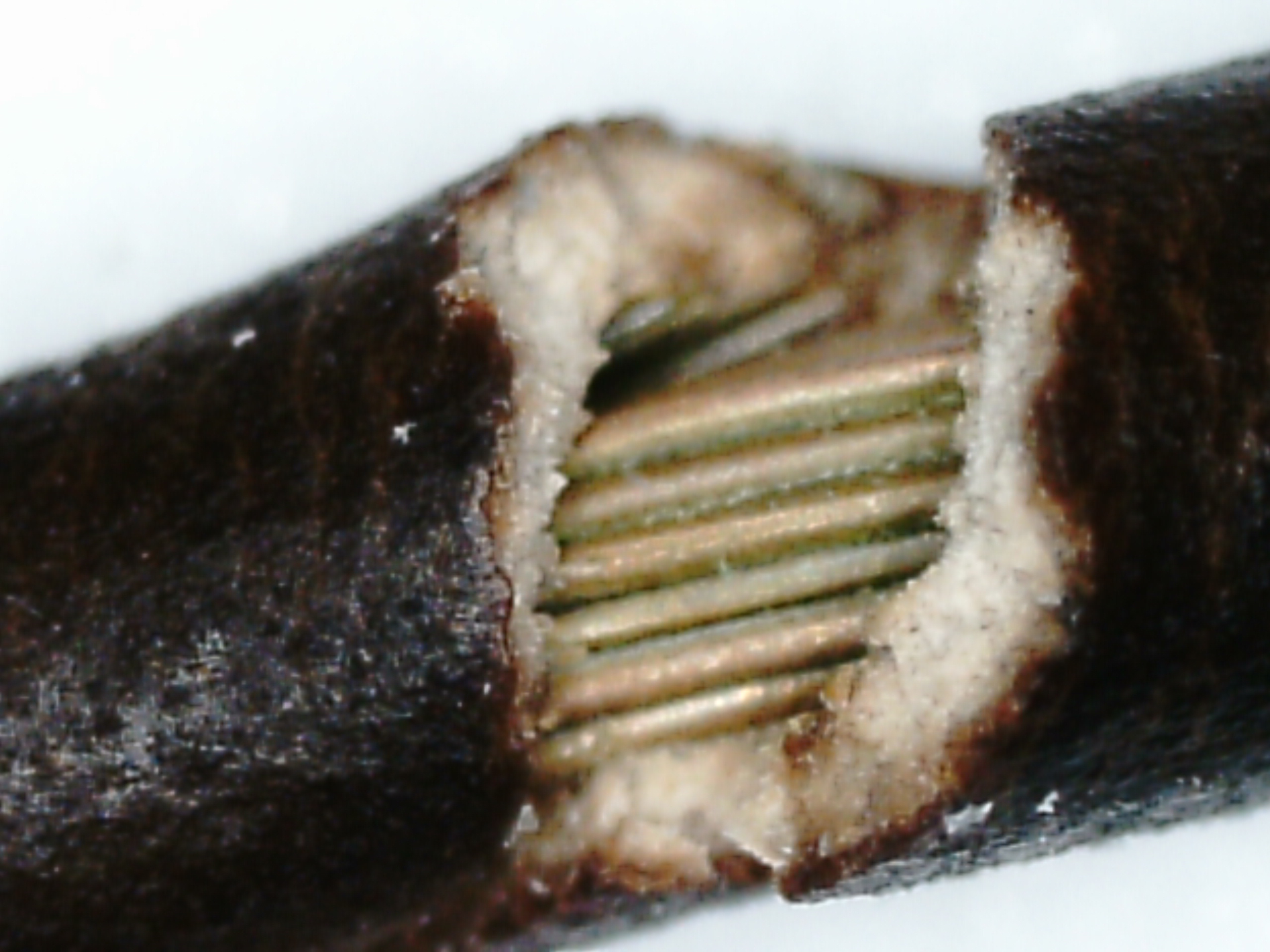
И тут же видна причина. Концы провода на заводе залудили.
Мне повезло. Картинка капающего с потолка горящего пластика осталась в ночных кошмарах. Зато стало понятно, как именно может наказать. Годы будет висеть лужёный конец взведённым курком, а потом может и выстрелить.
Обжимайте наконечники. И за электриками посматривайте. Которые знают, что и так сойдёт — гнать позорными тряпками.
Вот этот текст я зачем-то вывалил на муську. Где мне толпой объяснили, что лудили, лудим и будем лудить. А обжимают ретрограды. Так что по-быстрому оттуда снял. То есть со всеми, кто наконечники силовых проводов лудит и лудить будет — соглашаюсь, пожалуйста. КССЗБ. И светофор красным сдуру мигает, и тормоза придумали трусы. И здесь тоже соглашаюсь и спорить не буду. Но невиновных людей всё же предупредить хочется.
Добавлю, что теме очень близок вот этот циркуляр. Он не про лужение, шире, про пайку вообще. Но физика остаётся
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
— снижение электропроводности и механической прочности;
— увеличение переходного сопротивления со временем;
— химическая коррозия, вызванная остатками флюсов;
— экологическая небезопасность;
— трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
[Spoiler (click to open)]
АССОЦИАЦИЯ «РОСЭЛЕКТРОМОНТАЖ»
ТЕХНИЧЕСКИЙ ЦИРКУЛЯР
№ 32/2012
г. Москва 2012г.
О ПРИМЕНЕНИИ ПАЙКИ В ЭЛЕКТРОТЕХНИЧЕСКИХ СОЕДИНЕНИЯХ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
— материал проводника и его изоляции;
— число и форму проводов, формирующих проводник;
— площадь поперечного сечения проводника;
— число проводников, которые будут соединены вместе.
В то же время к применению пайки в электромонтажной технологии нормативные документы и справочные материалы формируют следующее отношение:
— п. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
— п. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
— примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учётом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
— п. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролётах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
— снижение электропроводности и механической прочности;
— увеличение переходного сопротивления со временем;
— химическая коррозия, вызванная остатками флюсов;
— экологическая небезопасность;
— трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmüller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
1. Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
2. Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
3. При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
4. В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надёжность современных разборных соединений.
Лужение и пайка кузова автомобиля

Приветствую Вас на блоге kuzov.info!
В этой статье мы рассмотрим как осуществляется лужение и пайка кузова автомобиля.
Лужение и пайка кузова автомобиля применялись при изготовлении и ремонте автомобилей с середины 1930‑х годов. Свинцовый припой использовался при массовом производстве автомобилей для нанесения на сварочные соединения внахлёст крыши и задних крыльев. Нанесение припоя на кузов долгие годы, до появления автомобильной шпаклёвки, оставалось традиционным методом ремонта повреждённого кузова автомобиля (см. статью об истории изобретения и развития шпаклёвки).
Содержание:
Процесс состоит в нанесении специального припоя на панели кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. В то время, как в современном кузовном ремонте чаще всего применяется шпаклёвка, при реставрации классических автомобилей по-прежнему используют припой. На самом деле, и лужение и шпаклёвка имеют свои преимущества и недостатки. Главными недостатками применения припоя для ремонта кузова являются сложность его нанесения и нагрев кузова. Слишком сложного в этом процессе ничего нет, но требуется соблюдать некоторые правила и приобрести навык. При правильном воздействии горелки нагрев получается достаточно щадящим. Даже краска с обратной стороны может остаться целой. Шпаклёвка в этом смысле выигрывает, так как наносится на поверхность легче припоя. По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
Припой размягчается нагревом и наносится на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпаклёвка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски.
- Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
 Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Что такое флюс? Какой флюс использовать для лужения кузова?
Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.
 Флюсовая паста для лужения.
Флюсовая паста для лужения.Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
Какие инструменты и материалы нужны для лужения и пайки кузова?
- Существуют специальные наборы, в которые входит сам припой, флюсовая паста, инструменты для выравнивания нанесённого припоя и инструкция. Также, все принадлежности можно купить по отдельности.
 Набор для лужения и пайки кузова.
Набор для лужения и пайки кузова.- Необходим припой и паста для лужения (tinning paste) с кистью для более лёгкого нанесения.
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима сварочная газовая горелка, пропановая (бутановая) горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным. Можно изготовить блок нужной формы самостоятельно.
- Нужно использовать респиратор с системой HEPA (high efficiency particulate air) с фильтром высокой эффективности удержания частиц, также известный как фильтр N100. Можно также рядом установить вентилятор, который будет сдувать вредные испарения в сторону от мастера. Тогда вред испарений снижается и можно обойтись без респиратора. При использовании припоя со свинцом необходимо использовать перчатки. Нужно избегать контакта припоя и флюса с кожей.
- Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.
- Нужно, чтобы все материалы и инструменты были в зоне досягаемости, чтобы не терять время, во время лужения.
Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
Процесс лужения и пайки кузова (нанесение припоя):
- Сначала поверхность должна быть очищена от краски и возможной ржавчины. Используйте нейлоновый зачистной круг, который не удаляет металл при чистке. Зачищайте поверхность минимум на 5 см с запасом по краям. Протрите поверхность обезжиривателем или ацетоном.
- Нанесите кистью флюсовую пасту для припоя на ремонтируемую область с запасом по краям.
- Далее поверхность с нанесённой пастой разогревается пропановой горелкой (или другим источником пламени или горячего воздуха) до момента, когда приобретёт серебристо-коричневый пенистый вид. Когда это произойдёт, возьмите чистую хлопковую тряпку и вытрите излишки флюса. Чистой хлопковой тряпкой нужно разровнять слой и стереть остатки флюса. Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени.
- Можно применить другой метод лужения металла кузова. Нужно нагреть панель (не докрасна). После разогрева поверхности используйте медную мочалку для посуды, чтобы нанести флюсовую пасту. Удерживая плоскогубцами или зажимом для сварки, её нужно намокнуть во флюсовую пасту и начать протирать нагретую поверхность, продолжая поддерживать нагрев панели пламенем. После лужения, остатки от флюса нужно тщательно смыть с поверхности раствором горячей воды с содой.
- Нужно предварительно подготовить деревянный блок для разравнивания нанесённого припоя. Если он не новый и уже использовался, то нужно убрать остатки состава, предотвращающим прилипание к припою, который был на него нанесён в прошлый раз. Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.
 Нанесение и разглаживание припоя.
Нанесение и разглаживание припоя.- Технология нанесения припоя может быть разной. Можно нагреть панель и припой и нанести его на поверхность горками в нескольких местах. Потом снова нагреть эти горки и разровнять деревянным блоком. Есть другой способ. Нужно разогреть поверхность кузова, поставить стержень припоя под углом 45 градусов к поверхности и разогреть его кончик до момента, когда он начнёт плавиться. Далее нужно наплавлять припой полосками, двигая припой вдоль поверхности.
- После нанесения полосок нужно снова разогреть припой и начать разравнивать деревянным блоком, поддерживая нужную температуру.
 Разглаженный припой (слева) и припой, обработанный кузовным напильником (справа).
Разглаженный припой (слева) и припой, обработанный кузовным напильником (справа).- При обработке большой площади, можно удерживать в руке несколько стержней припоя. Как и в случае со шпаклёвкой, наносить припой нужно немного дальше повреждённой области и выше общего уровня всей панели, с запасом. Лучше потом срезать напильником излишек припоя, чем добавлять его после застывания. При работе на вертикальных поверхностях правильный нагрев припоя наиболее важен. Не страшно, если припой при разогреве и нанесении будет немного капать. Нужно просто немного увеличить расстояние пламени от поверхности.
- Следующим шагом, после остывания припоя, нужно очистить поверхность раствором соды в воде, чтобы нейтрализовать остатки флюса, а также стереть остатки масла от выравнивающей лопатки или блока. Этот этап особенно актуален, если остатки флюса стирались простой тряпкой (см. пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.
- Далее используйте специальный кузовной напильник, чтобы выровнять припой по форме панели. Более подробно о применении напильника можете прочитать в статье “рихтовка своими руками”. После обработки напильником, поверхность становится достаточно гладкой. Припой срезается напильником гораздо быстрее, чем прилегающая поверхность, поэтому периодически проверяйте форму припоя, чтобы не срезать лишнего. При обработке напильником, двигайте его диагонально вдоль ремонтной поверхности, приподнимая переднюю часть напильника. Если обрабатываете припой со свинцом шлифовальной бумагой, то лучше не использовать размер абразива меньше p80, чтобы пыль от шлифования не была слишком мелкой. Напильником нужно двигать наискосок, чтобы зазубрины и края не врезались в припой и не оставляли царапин. Обработка шлифовальной машинкой не должна производиться, так как образуется и поднимается в воздух токсичная пыль, которая вредна для здоровья, а также может прилипнуть к припою и вызывать коррозию.
 Кузовным напильником нужно двигать по диагонали.
Кузовным напильником нужно двигать по диагонали.- При необходимости, можно нанести тонкий слой шпаклёвки, чтобы довести поверхность до идеала. Для повышения адгезии перед шпаклеванием или грунтованием акриловым грунтом, на поверхность с нанесённым и обработанным припоем можно нанести эпоксидный грунт (см. статью “эпоксидный грунт, применение”).
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
Печатать статью
Ещё интересные статьи:
Тинкер — Dota 2 вики
Gamepedia Помогите Войти в систему регистриз Dota 2 вики
Перейти к: навигация, поискГерой
Стратегия Счетчики Оборудование Шестерни Таланты Реликвии Ответы Звуки Лор Старые способности Журналы изменений Известные ошибки| Тинкер |
|---|
— Tinker Board Wiki
Руководство пользователя
Tinker_Board_Series Руководство пользователя
Основные требования
- Блок питания с разъемом micro USB (рекомендуется 2,5 А)
- Карта Micro SD (4 ГБ +)
- Монитор с кабелем HDMI
- Клавиатура и мышь
Настройка SD-карты
Скачать образ операционной системы:
Official ASUS TinkerOS — Скачать
(также доступны Android и другие ОС — см. Программное обеспечение)
Запишите это на SD-карту с помощью Etcher в Windows / Mac / Linux (http: // etcher.io /) или Win32DiskImager (http://sourceforge.net)

Вставьте microSD в tinkerboard, и он должен загрузиться на рабочий стол примерно через 30 секунд.

В качестве альтернативы в Linux можно использовать команду dd (адаптировано из Arch Linux wiki)
Выполните следующую команду, заменив / dev / sdx на свой диск, например / dev / sdc. (Сделайте , а не , добавьте номер раздела, так что , а не , используйте что-то вроде / dev / sdc1.Чтобы узнать имя вашей SD-карты, используйте команду lsblk . Убедитесь, что он не установлен.)
dd bs = 4M if = / path / to / tinkeros.img of = / dev / sd x status = progress && sync
Дождитесь завершения синхронизации команд, прежде чем отсоединять SD-карту, чтобы убедиться, что данные были записаны полностью.
Опытные пользователи могут сразу использовать SSH с пользователем / паролем linaro: linaro
Осторожно, невозможно подключиться к Tinker Board с помощью команды «ssh 192.168.x.x «, без указания имени пользователя вместе с IP-адресом, хотя при запуске без имени пользователя вам будет представлен тот же экран входа в систему, но будет невозможно войти в систему с заданными учетными данными. Вместо этого следует использовать следующую команду.
имя пользователя ssh @ ipaddress
Например, если имя пользователя не изменилось, а IP-адрес — 192.168.1.88, команда должна выглядеть как «ssh [email protected]»
Чтобы узнать IP-адрес соединения Wi-Fi / LAN, используйте команду sudo ifconfig или просто ip addr .В качестве альтернативы, IP-адрес маршрутизатора должен использоваться в любом браузере для доступа к настройкам маршрутизатора (например, 192.168.1.1), где также можно проверить и установить статический IP-адрес для Tinker Board. Чтобы установить статический IP-адрес, важно знать MAC-адрес карты Wi-Fi / LAN, что можно сделать с помощью команд sudo ifconfig или ip addr.
Настройка Tinker Board S eMMC
!! Не забудьте использовать новый образ, иначе старый образ не сможет поддерживать хранилище eMMC.!! Спасибо.
Изображение можно найти здесь: TinkerOS
Приоритет загрузки
Введение
Во время всего процесса загрузки есть 2 контрольные точки.
- Один — это поиск SoC для U-Boot, а другой — поиск U-Boot для ядра.
- После загрузки Tinker в ядро ядро загрузит rootfs, который находится в том же хранилище, что и ядро, если вы не указали параметр загрузки root = / dev / xxx в командной строке ядра. Другими словами, вы можете назначить путь rootfs с помощью командной строки ядра в extlinux.конф.
КПП
- SoC сначала будет искать eMMC U-Boot, затем SD-карту, это означает, что eMMC> SD-карта
- U-Boot сначала будет искать ядро eMMC, затем SD-карту, это означает, что eMMC> SD-карта
Как и в двух вышеупомянутых пунктах, приоритет загрузки всегда сначала eMMC. Поэтому мы оставляем за собой один способ отключить eMMC и заставить Tinker Board S загружаться с SD-карты. Вы просто вставляете перемычку следующим образом (режим MASKROM), тогда H / W отключит eMMC. 
Поток загрузки

или используйте простой Simulation Tool , чтобы проверить и понять его: https: // tinkerboarding.co.uk/others/SBF/
Что такое режим UMS
Введение
UMS означает USB-накопитель, он может имитировать eMMC как жесткий диск под Windows или как блочное устройство под Linux. Затем пользователь может использовать инструмент etcher или Win32 Disk Imager для прошивки образа в eMMC.
Как включить UMS
Функция UMS реализована в U-Boot. Во время U-Boot он проверяет, подключена ли плата Tinker Board S к ПК. При подключении к ПК он автоматически перейдет в режим UMS; в противном случае Tinker Board S будет следовать приоритету загрузки, чтобы продолжить процесс загрузки.
Как восстановить и прошить
Мы уже по умолчанию записываем U-Boot UMS в каждый eMMC Tinker Board S. Таким образом, вы можете подключить USB-порт к компьютеру. Вы можете увидеть дисковый узел в системе вашего ПК.
UMS от eMMC
U-BooteMMC по-прежнему работоспособен и имеет встроенную функцию UMS.
Можно использовать режим UMS для повторной прошивки
- У eMMC должна быть работоспособная U-Boot.
- Подключите Tinker Board S к ПК через Micro-USB.
- Он загрузится и создаст разделы как USB-накопитель.
(удалите другое устройство расширения на плате) - Просто прошить как по старинке.
UMS с SD-карты
U-BooteMMC не работает при загрузке или не встроена в функцию UMS (например, пользовательский образ стороннего производителя).
Может запускать режим UMS с SD-карты
- Запишите образ (с UMS U-Boot) на SD-карту.
- Установите SD-карту в Tinker Board S.
- Установите перемычку на Maskrom mode .
(принудительно загрузиться с SD, выскочить eMMC) - Подключите Tinker Board S к ПК через Micro-USB, после чего на вашем компьютере появится USB-накопитель.
- Тогда можете прошить eMMC как обычно, старым способом. (например: win32DiskImager, etcher и т. д.)
- После завершения прошивки образа отсоедините USB от ПК, а затем установите перемычку в режим «без функции».
- Подключите адаптер переменного тока для загрузки устройства
- Он успешно загрузится и создаст разделы как USB-накопитель.
(удалите другое устройство расширения на плате)
Без режима UMS
Восстановление из системы образов SD и без режима ПК (готово на TinkerOS v2.0.4 или выше)
- Установите перемычку на Maskrom mode .
(принудительно загрузиться с SD, выскочить eMMC) - Запишите образ (любой загрузочный) на SD-карту.
- Подключите SD-карту к Tinker Board S.
- Загрузка Tinker Board S.
- Будет загружаться с RootFS.
- Затем dd или другие способы прошить новый файл образа в eMMC (mmcblk1).
Пожалуйста, проверьте ниже, чтобы узнать, как подключить перемычку Maskrom:
(эта функция перемычки предназначена только для Tinker Board S)